Corona-Suppression Systems for HV Rotating Machines
Telechargé par
MOHAMED AMINE HEBRI

JEEE
Transactions
on
Dielectrics
and
Electrical Insulation
Vol.
9,
No.
4;
August
2002
569
Experience With Development and Evaluation
of
Corona-Suppression Systems for
HV
Rotating Machines
Hassan El-Kishky
Department
of
Electrical Engineering
The
University
of
Texas at Tyler
3900
University
Blvd.
Tyler,
TX
75799,
USA
Beant
S.
Nindra
National Electric Coil
800
King
Avenue (43212)
Columbus,
OH
43216, USA
Mazen Abdel-Salam
Department
of
Electrical Engineering
Assiut
University
Assiut, 71516, Egypt
and
Eugene Williams
California
Department of Water Resources
Divisron
of
Engineering
1416 9th St
Sacramento, CA 95814, USA
ABSTRACT
This paper presents the results of a project aimed at the development
of
reliable
corona-suppression systems for high voltage rotating machines. These systems
are
based
on
both conducting and semi-conducting dry and B-stage tapes as well as
paints of different resistivity. Three groups
of
anti-corona systems were developed;
namely, paint (on the slot portion)
-
paint
(on
the slot exit) system, paint
(on
the
slot portion)
-
tape (on the slot exit) system, and tape
(on
the slot portion)
-
tape
(on
the slot exit) system. Sample results of standard evaluation and acceptance tests
are presented. The accelerated life-aging test was run
on
test coil samples at the
National Electric Coil
HV
testing facility.
A
numerical 2-dimensional finite differ-
ence model for the electric potential and field analysis along the end-turn
zone
was
developed and the model results are used as guidelines through the design process
of the grading system. Laboratory test results
on
randomly selected sample coils
were confirmed by an independent testing facility. The proposed corona-suppres-
sion systems were applied
on
thousands
of
production coils.
1
INTRODUCTION
HE failure
of
a generator or a large motor can cause
tries due to non-planned outage costs in addition to the
cost
of
repairing and/or rewinding the machine. The reli-
ability
of
HV
machines depends mainly
on
the soundness
and integrity
of
the insulation system
[1-141.
Exposed to
complex electrical, mechanical and environmental stresses,
the stator winding’s main insulation is the most vulnerable
to deterioration and failure.
Long
exposure to internal and
surface discharges due to high localized concentration
of
electric stress can directly accelerates the deterioration
T
considerable financial losses to the utilities and indus-
and ultimately, complete failure of the ground-wall insula-
tion.
In
particular, intensified electric stress in the over-
hang portion
of
the high voltage stator winding of hydro-
electric machines is of special concern. Breakdown
of
the
gas adjacent to the insulation in the immediate vicinity
of
the slot exit leads to the development and propagation
of
discharges over the end-turns [1,5-7,13-201 which
in
tum
results in gradual degradation
of
the ground-wall insula-
tion. Therefore, the application of stress-grading systems
along the end-turn is considered essential for high voltage
machines.
It is a common practice that corona-suppression sys-
tems are designed such that a high voltage winding passes
a set of standard acceptance tests [1,13,14,21-241 as well
1070-9878/1/$17.00
0
2002 IEEE

570
El-Kishky
et
al.:
Experience With Development and Evaluation
of
Corona-Suppression Systems
as
meets customer’s special requirements. It is normally
required that a HV winding passes the
high
potential
blackout test
at
a level ranging from
100
to
150
percent of
the nominal line-to-ground voltage with
no
visual corona
discharges
[1,14,22-241.
Yet, it is not uncommon that spe-
cial requirements are set up, such as passing a voltage level
that exceeds 200%
of
the nominal line-to-ground in the
high voltage black-out test without detecting any visual
corona discharge on the stress-grading system. Moreover,
a randomly selected, sample of coils has to pass the stan-
dard voltage-endurance test with no repairs on the
corona-suppression system.
Proper design, analysis, and development of corona
suppression systems can significantly reduce the possibil-
ity of surface discharge inception and hence, extend the
life of the HV stator winding which
in
turn, significantly
enhances the reliability
of
HV machines.
This paper presents the results of a research project
carried out at National Electric Coil and University of
Texas at Tyler towards the development of reliable
corona-suppression systems for HV machines. The main
drive behind the project was the development of corona-
suppression systems, which can withstand elevated ther-
mal and electrical stresses. Moreover, the trend of thin-
ning ground-wall insulation for the purpose of machines
up-rating and subsequent stress intensification, i.e. use of
higher design electrical stress has become a major chal-
lenge to the research and development of insulation and
corona suppression systems in HV rotating machines. New
insulation and anti-corona systems that can withstand
higher electrical and
thermal
stresses
have
to
be
devel-
oped. Moreover, new test requirements and standards
have to be generated for the development, evaluation, and
acceptance of these systems. Within this work, several
anti-corona systems were developed, tested and applied to
thousands of production coils.
2
EXPERIMENTAL SET-UP AND
TESTING
Three groups of corona-suppression systems were de-
veloped and investigated; (a) cell (that portion of the sys-
tem within the
slot)
conducting paint and stress-grading
paint (paint-paint), (h) cell conducting paint and stress-
grading tape (paint-tape) and (c) cell conducting tape and
stress-grading tape (tape-tape). It is worth mentioning that
all tapes and paints used in this project are either silicon
carbide, graphite, or silicon carbide and graphite based.
In the mixing stages, necessaly amounts of graphite are
added to control the paint resistivity.
2.1
DEVELOPMENT TESTING
Mixing the ingredients to the required viscosity and low
voltage surface resistivity range is the primer of develop-
ing corona-suppression systems. Normally, those are pre-
pared into flat rectangular samples, which are usually left
to dry at the ambient temperature in case of paint or
oven-cured
in
case of tapes. After taking multiple resistiv-
ity measurements, a mean value is usually checked against
the required design range. The process may be repeated
with adjustments
if
deemed necessaly. It
is
quite normal
that measuring
on
flat samples may yield different results
from that along the corner of a finished coil. Perhaps this
may be attributed
in
part to the non-uniform application
of the material
in
addition to the difficulty of mounting
the measuring probe over the coil surface. Therefore, it is
important to take measurements
on
finished coils and es-
tablish a range of surface resistivity for the corona-sup-
pression system.
Nevertheless, visual inspection of the corona-suppres-
sion systems on the slot portion and the end-grading zone
is of considerable importance during the development
stage and before undergoing electrical testing. Surface
roughness, foreign material, and local damage of coatings
and tapes can lead to electric field intensification and
SUI-
face discharge. Based on the extent of the system irregu-
larities, a simple touch up repair or reapplication of the
system maybe performed before proceeding into further
testing.
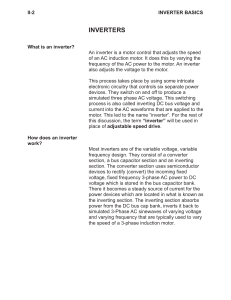
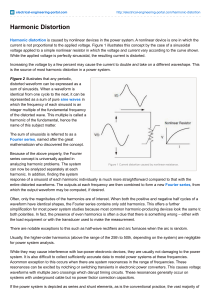
Although, it is evident that the immediate part of the
stress-grading zone next to the overlap area plays the most
decisive part in the grading process, it is insightful to as-
sess the potential distribution along the whole grading
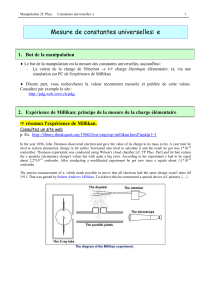
area. Figure
1
shows a schematic of the end-grading zone
of a HV coil. The potential distribution along a paint sys-
tem
is presented
in
Figure
2.
The
potential
distribution
along the stress-grading system was measured using a small
sphere contact probe tied
to
a standard
100
kV electro-
static voltmeter
[l].
The effect of stray capacitance was
significant on the measured potential distribution along
the stress-grading system. .~
2.2
EVALUATION AND ACCEPTANCE
TESTING
A set of sample coils of each system are prepared for
both evaluation and acceptance testing phase. Moreover,
each coil with stress-grading system applied
on
all corners
V
f
Ground
+tress-grading
systev
Copper
conductor
(HV
electrode)
Figure
1.
Schematic
of
the
end-turn
region
of
a
high
voltage
ma-
chine.

IEEE
Transactions
on
Dielectrics and Electrical Insulation
I
0
2
4
6
Msvurlng
pdrd
fmm
sk4
an
I
I
Figure
2.
Measured potential distribution
along
the stresr-grading
of
a
13.8
kV
coil
at room temperature
Ill.
can he treated
as
a
sample
of
four test specimens pro-
vided that consistency was maintained through the appli-
cation process and
a
minimum leads’ clearance does exist.
This phase
of
testing consists mainly of the high voltage
blackout test and the accelerated aging voltage endurance
test
[13,21-301.
All
tests are performed at room tempera-
ture. Systems with reproducible results
of
the high voltage
blackout test on
all
samples under similar conditions are
subjected to the accelerated aging voltage endurance test.
The integrity
of
the anti-corona systems under elevated
thermal and electric stresses can he assessed through the
study of several parameters and characteristics. This in-
cludes in particular, the recording of amount
of
discol-
oration and powder generation
as
well
as
any surface dis-
charge or arcing spotted on the corona suppression sys-
tem with reference to location and elapsed time under
test.
It
is
hoped that
a
following paper that will shed some
light on the interdependence
of
thermal and electric
stresses and the dynamic nature
of
degradation process in
the end-turn zone
of
HV
machines will he available to the
reader towards the conclusion
of
this project.
3
MODELING AND ANALYSIS
The model is based on numerical solution of the hound-
aly
value problem governing the electric.field distribution
along the end-turn region using the finite difference
method (FDM)
[31-331.
It
is
worth mentioning that
al-
though the model
is
not meant to provide extensive analy-
sis
of the corona-suppression system,
it
provides some
necessary guidelines throughout the design process. Re-
ferring to Figure
1,
x-, y-. and z-coordinates extend along
the axial coil length outside the slot, the coil height, and
the coil width, respectively.
To
simplify the modeling pro-
cess, the following assumptions are made:
(1)
Electric field
is
not z-dependent which reduces the model
to
a
2-dimen-
Vol.
9,
No.
4;
August
2002
571
sional problem.
(2)
The stress-grading system is approxi-
mated by a linear resistive layer
of
finite thickness.
(3)
No
free charge exists at the interface between the gradient
system and the adjacent media.
The electrostatic field distribution
is
obtained by solv-
ing the boundary-value problem formulated in the region
under consideration
V.(
a*)
=
0
(1)
.I=
iE
(2)
where,
6
is the electric potential and
2
is
the complex
permitivity
of
the medium, which is given by
where
p
is the volume resistivity
of
the medium.
The potential solution is unique when
Jr
satisfies a set
of
specified boundary conditions. Referring to Figure
1,
Dirichlet boundary condition must be imposed on the
copper conductor where the voltage
is
given by the nomi-
nal line to ground value,
V
*=V
(4)
Similarly, on the grounded screen, Figure
1,
the potential
boundary condition is given by
*=0
(5)
In the absence
of
a
perfect conductor, no surface cur-
rent exists at the insulation-stress grading, insulation-air,
or the stress grading-air interface. Using the complex
perimitivity notation given by equation
(3),
the Neumann
boundary condition applies at
all
interfacial boundaries.
At the interface between the
ith
and
kth
medium
Extending the modeled region between
(x
=
0)
which is
located at nearly
4“
deep inside the slot, Figure
1,
to
the
end
of
the corona-suppression system
(x
=
L), the hori-
zontal component
of
the electric field across both ends
(x
=
0,
x
=
L)
can be ignored and the boundary condi-
tions
on
both sides
of
the insulation may be approximated
by
-=
0
dX
(7)
Considering the geometrical complexity
of
the domain
and the type
of
boundary Conditions, the solution
of
this
boundary-value problem can only he obtained numeri-
cally. In this study FDM with non-uniform grid
is
used to
calculate the electric potential and field distribution along
the modeled end-turn portion
of
a
high voltage coil, Fig-

572
El-Kishky
et
al.:
Experience With Development and Evaluation
of
Corona-Suppression Systems
ure
1,
A
versatile
FORTRAN.90
program was built
for
analysis of the problem under consideration. The program
is capable of simulating both linear and non-linear resis-
Surface
resistance
of
end-grading system
tive stress-grading systems, however, only the results of a
simple resistive grading system are presented here. In a
system coating
0.5kV
1.0kV
250Gn
SOGR
20.0 to
3.5
to
k
Qsq
300Gn.
80GR
Table
1.
Low
voltage resistivity measurement
of
corona-suppression
coatings at
room
temperature.
Resistancc
of
cell
conducting
..
s,,$~~s~~n
nonlinear resistive grading system, the resistivity can he
Paint-paint
1-5.0
15.0 to 2.0 t"
expressed empirically
as
a
function of both the electric
dated each iteration using the most recent value of the
Taoe-taoe
1-40
20
to
3.5
to
kW2/sq
Paint-tape
1-5.0
field and temperature,
p
=
f(E,T).
The resistivity is up-
L1
electric field and temperature. If
$PI,
Ef",
ppl,
TP'
and
k
n/sq
300Gn
80GR
*:+I,
El""',
pl"+'),
Tpt"
are
the
corresponding values
.
..
.
..
.
of the electric potential, field, and temperature at node
k
after iterations
n
and
n
+
1,
respectively, this iterative
process can he given by
Table
2.
Experimental test resuits
of
corona-suppression systems
on
13.8
kV Epoxy coils. Voltaee
Both electric field and thermal analysis of nonlinear re-
sistive grading systems are yet to he presented in a
manuscript under preparation.
4
RESULTS
AND DISCUSSION
C0rO"a.
suppression
ac
high voltage
system black out test
Paint-oaint
no
visual
systcm-11 corona spotted
3
four-coils
at 16kV
samples
Paint-paint
no
visual
system-l
corona
spotted
3
four-coils
at 16kV
I
endurance test at
30kY
and
100°C
dctcrioratian
spotted
in
a
2" wide
zone
next to the
overlap
area
after
130
Hrs
no
deterioration
spotted after
400Hrs
I
samples
Paint-tane
no
visual
no
deterioration
r~
~ ~~~~~~ ~~~
The project
was
focused on developing corona suppres-
6
four-coils
corona spotted spatted
after
sion systems for both Epoxy and Polyester vacuum pres-
samples at 22kV
470
Hrs
sure impregnated (VPI) coils taking into consideration the
Tape-tape
no visual
not applied
variation in the design and manufacturing process
of
both
systems such as the average electric stress in the insula-
tion
or
volts-per-mil (VPM) and the curing cycle require-
ments.
Figure
2
shows the measured potential distribution
along the stress grading system of a
13.8
kV, Epoxy Coil at
room temperature. The salient non-hearity may be at-
2 four-coils
corona
spotted
samplcs at 12kV and
(12kV and 16kV
level
I6 kV level)
for
the accepted anti-corona systems according to the cri-
terion mentioned above.
tributed to the electric field intensification in the region
adjacent to the slot exit.
Both conducting and stress grading paints and tapes are
classified according to the supplier and the initial resistiv-
ity level. Several samples of each group were manufac-
tured and the low voltage surface resistivity at
500
V and
1000
V
(0.5
and
1.0
kV/cm) levels was measured at differ-
ent locations along the stress-grading zone as well
as
on
the cell portion. The average low and average high values
are used to determine the range of variation of surface
resistivity. Samples with anti-corona systems' surface resis-
tivity values drastically different from the established range
are corrected or reworked.
All
samples are subjected to ac
high voltage blackout test, then only passing systems in
which no sign of visual corona during black-out of repeti-
tive samples are subjected to accelerated aging through
voltage endurance test.
Table
1
shows the average measured surface resistance
along the cell portion and along the stress-grading zone
The results of the ac HV blackout and voltage en-
durance testing on Epoxy coils with different corona sup-
pression systems are displayed in Table
2.
Although some
of the systems showed better performance than others,
generally, all the anti-corona systems were able to meet
the basic requirements of application on high voltage ro-
tating machines rated
6.6
kV and above. Despite the fact
that it is economic and easier to apply and repair, the
paint-paint system suffers from application inconsistency
which may he attributed to low-skilled workmanship in
addition to its vulnerability to different levels of visual
damage and its volatility during installation. On the other
hand, anti-corona systems based on B-stage tapes showed
better consistency, durability and discharge resistance.
Yet, the lack of bonding of anti-corona tapes to the
ground-wall insulation could he
a
major problem, which
may he attributed to the lack of resin contents in the B-
stage tape
in
addition to other factors such
as
pressure
and other curing cycle parameters. Repair of such systems

IEEE Transactions
on
Dielectrics and Electrical lnsulotion
Vol.
9,
No.
4;
August
2002
573
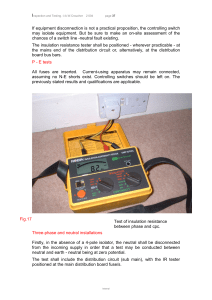
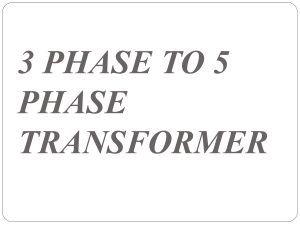
Figure
3.
Stress-grading paint deterioration under elevated electri-
cal and thermal strcsses.
is difficult and may become even impossible without dam-
aging the upper most layers of the ground insulation.
Figure
3
shows one of the coil samples that passed a
16
kV ac HV blackout test undergoing the voltage endurance
test
[21].
There
is
an obvious discoloration across a
5
cm
wide area of the stress-grading system past the overlap
zone. The discoloration may be attributed to relatively high
discharge activity developed
in
the region after about
130
h
in
voltage endurance, which demanded intenention to
repair the paint.
Systems based on cell conducting paint along with
B-
stage stress-grading tapes have shown the best perfor-
mance through the ac HV blackout test on Epoxy coils,
Table
2.
Test voltages exceeding
22
kV line to ground were
applied with no trace of visual corona along the anti-
corona system. Figures 4a and 4b show the B-stage
stress-grading system applied on a
13.8
kV Epoxy coil be-
fore and after the voltage endurance test. No visual corona
or
damage of the stress-grading system was detected within
or after the voltage endurance test, Figures 4a and 4b.
Moreover, the surface resistivity of the stress grading
structure remained within the established design range,
Table
1,
after exposure
to
elevated thermal and electrical
stresses for more than 400 hours. Nonetheless, no deterio-
ration was noticed on the end-grading portion of the
anti-corona system after taking the coils out of the voltage
endurance test, Figures 4a and 4b. This may be attributed
in
part to the inherent capability of the resin in the B-stage
tape to withstand elevated thermal stresses. Therefore, we
recommend the paint-tape system for application on ma-
chines with up rated windings or running under non-
favorable environmental conditions.
According
to
a contract between National Electric Coil
and one of its customers, the paint-tape system applied on
the customer's 13.8 kV coils has to be tested by an inde-
pendent laboratoty selected by the customer in addition
to all contract testing performed at National Electric
Coil's
(b)
Figure
4.
(a)
Paint-tape
corona
suppression system before voltage
endurance testing;
(b)
Paint-tape
corona
suppression system after the
voltage
endurance
testing.
HV testing facility. The system has to pass a voltage level
of
16
kV in the high potential blackout test with no visual
corona and also pass the voltage endurance test with no
repairs on the system. Two 10-coils samples of the paint-
tape anti-corona system were sent
to
a Canadian indepen-
dent testing laboratoty for evaluation of the new system
along with the assessment
of
the integrity
of
the ground-
wall insulation. Sensitive night vision cameras were used
throughout the high potential blackout test where no vi-
sual corona was spotted at a level of 16 kV. The labora-
tory reported
no
repairs done on the system through the
voltage endurance test.
The tape-tape corona suppression system applied on
Epoxy coils showed good performance under ac HV
blackout test where
two
stress-grading system designs were
made to meet a minimum of blackout test requirements of
12
kV and
16
kV, respectively. The main experience was
the difficulty of controlling the surface resistance of the
cell tape as well as adherence of the tape to the ground-
wall insulation. The latter may depend to some extent
on
the porosity of the tape as well as on the
VF'I
cycle pa-
rameters.
Table
3
shows the results of testing Polyester coils with
tape-tape corona suppression systems. Cell conducting
tapes as well as stress grading tapes from different suppli-
 6
7
8
6
7
8
1
/
8
100%