Modélisation numérique du brassage dans un bain de silicium

1
Modélisation numérique du brassage dans un bain de silicium
F. B. Santara, Y. Delannoy
Laboratoire SIMaP/EPM (CNRS) -ENSEEG
BP 75 domaine universitaire 1340 rue de la piscine
38402 Saint Martin D’hères
Résumé
Le silicium (Si) fait partie des matériaux les plus répandus sur terre (deuxième après l’oxygène, près de 28% de
l’écorce terrestre). On le retrouve sous forme d’oxyde dans le sable, le quartz… C’est un semi-conducteur dont
les propriétés lui valent d’être utilisé comme composant en électronique (transistors, diodes…) et dans le
photovoltaïque (cellules solaires). De son état naturel (SiO2) à l’état final (modules photovoltaïques), le silicium
passe par plusieurs étapes : la réduction au four (métallurgie), la purification, la cristallisation et la mise en forme
des « wafer » (plaques de silicium servant à la fabrication des cellules solaires photovoltaïque). Aujourd’hui, on
part de silicium de moins en moins pure à cause de la pénurie qui sévi sur le marché d’où le besoin d’améliorer
la ségrégation lors de la cristallisation.
La présente étude a pour objectif de modéliser le brassage électromagnétique au sein d’un creuset de 20cm de
diamètre et 5cm de haut à l’aide du logiciel fluent ainsi que d’un module d’induction, développé au laboratoire,
afin d’améliorer la ségrégation et de concevoir une expérience. Nous utilisons un inducteur qui a pour objectif de
créer une force électromagnétique provoquant d’une par un brassage à l’intérieur du creuset et d’autre part un
chauffage par effet joule.
1. Introduction
La majeure partie du silicium destiné au solaire est cristallisée à l’aide de procédés de fabrication dits « en bloc »
(620MW produits en 2003 [1]). Il s’agit des procédés Czochralsky, la fusion de zone, Bridgman, solidification
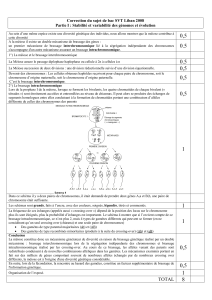
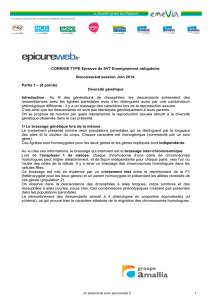
directionnel en creuset (ou four à gradients, Figure1.), la coulée continue. Pour le procédé de solidification
directionnel en creuset qui nous intéresse ici, on part de silicium de moins bonne qualité (que le procédé
Czochralsky par exemple) d’où le besoin d’améliorer la ségrégation interfaciale qui a lieu lors de la solidification
grâce à un brassage électromagnétique. L’objectif de ce travail est de modéliser le brassage dans un bain de
silicium fondu afin d’avoir une idée de son évolution en fonction de la fréquence et du courant imposés dans
l’inducteur.
2. Méthode numérique
2.1. Ségrégation
Lors de la solidification, les espèces chimiques étrangers présents dans le système sont rejetés au sein du liquide,
d’où une différence de composition entre le solide formé et le liquide : c’est le phénomène de ségrégation défini
par la relation
)exp()1(
D
v
KK
K
K
HD
segseg
seg
eff
, Keff est le coefficient de ségrégation effectif [2].
L
S
seg C
C
Kest le
coefficient de ségrégation propre au matériau : Cs est la composition du silicium solide, CL celle du silicium
liquide, D le coefficient de diffusion, v la vitesse de solidification et δHD l’épaisseur de la couche limite
hydrodynamique. Pour améliorer Keff, le seul paramètre sur lequel on peut jouer est δHD qui est égale à D/vd, [3]
Figure1. : Schéma de principe du four à gradients
Résistor haut
Creuset
Inducteur en Cu
Si solide
TC
TF =1410°C
TF
Enceinte adiabatique
Si liquide
Interface liquide/solide
Résistor bas et système de
refroidissement
MSAS'2008
80

2
vd étant la vitesse de diffusion. En effet, le brassage électromagnétique permet d’augmenter la vitesse dans le
fluide quand on diminue la fréquence de l’inducteur, d’où une diminution de δHD et donc une augmentation de
Keff. Pour cela, on utilise un creuset cylindrique entouré d’un inducteur en cuivre. Lorsqu’il est parcouru par un
courant, l’inducteur crée un courant induit dans la charge jBrot 0
(loi d’ampère) qui a pour conséquence la
création d’une force électromagnétique provoquant un brassage à l’intérieur du creuset d’une part et d’autre part
une puissance volumique de chauffage.
2.2. Modélisation du brassage
Des modélisations ont été réalisées pour concevoir le modèle de brassage, en utilisant le logiciel Fluent (qui
permet de modéliser des écoulements) et un module ‘induction 2D’ développé au laboratoire [4] pour calculer
l’électromagnétisme. Le module d’induction résout les problèmes en 2D axisymétrique (plan x, r) en calculant le
potentiel vecteur
A
du champ magnétique ( ArotB ) à partir de l’équation de l’induction qui est la relation qui
relie le champ magnétique au champ de vitesse [5] obtenu à partir de la loi d’ohm (
t
A
Bugradj ^
), la
loi d’Ampère ( jBrot 0
) et l’expression de
A
on arrive à l’expression de l’équation de l’induction en termes
de potentiel vecteur [6], [7].
t
A
r
rA
r
u
x
A
uG
r
A
Ar
x
²
φ étant le potentiel scalaire et Gθ sa composante suivant θ. (Ce
vecteur ne possède qu’une seule composante, suivant dans cette approximation axisymétrique).
La force magnétique créée par la bobine, connue sous le nom de force de Laplace-Lorentz [6], [7] s’exprime
comme suit : BjF EM ^ (N/m3) où j est la densité de courant induit en A/m² et
B
le champ magnétique
inducteur en Tesla (T). Ce champ de force se compose d'une partie rotationnelle et d'une partie irrotationelle. En
effet, Hrotj (Maxwell-Ampère) et
0
B
H
B
B
rotF ^
0
ce qui donne finalement
00 2
²
.
B
gradBgrad
B
FEM
.
Le premier terme a pour effet de mettre le fluide en mouvement et le second terme représente le gradient de la
pression magnétique Pm. L’induction magnétique crée également une puissance volumique
²j
en W/m3 [3]
au sein du creuset. Les différentes grandeurs électromagnétiques sont des fonctions sinusoïdales du temps, dont
on représente l'amplitude et la phase par leur amplitude complexe. Leurs effets (force de Laplace-Lorentz f=j^B
et puissance de chauffage =j2/) ont pour moyenne des valeurs réelles calculées à partir des amplitudes
complexes:
f
= Re(j^B*)/2 et
=j.j*/2.
Dans les problèmes de magnétohydrodynamique, les équations qui régissent l’écoulement contiennent des
termes supplémentaires afin de tenir compte du couplage des champs magnétique
B
et de vitesse u. Ainsi,
l’équation de quantité de mouvement dans notre cas s’écrit EMg FFpuugradu
1
).( ureprésente le
champ de vitesse dans le creuset (m/s), ν la viscosité cinématique du silicium liquide (m²/s), ρ sa masse
volumique (kg/m3), g
F la force volumique de pesanteur et EM
F la force de Laplace en (N/m3). L’équation de
l’énergie s’écrit : 0
²
)( v
j
Tgradkdiv
avec k la conductivité thermique du conducteur (W/m/K), j la densité de
courant (A/m²), la conductivité électrique (Ω-1m-1), et v
la puissance dissipée par viscosité [7], [8].
2.3. Conditions de calcul
Nos modélisations se font en régime permanent. On travaille à courant (alternatif) imposé et à une fréquence
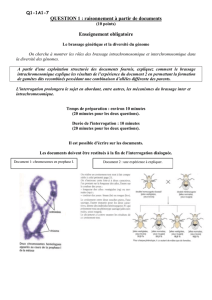
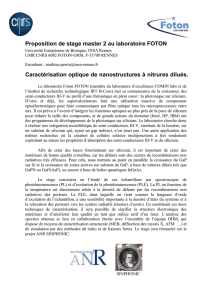
donnée f. Le creuset modélisé est un cylindre de 20cm de diamètre avec une épaisseur de parois de 5mm et
rempli de silicium sur 5cm de haut. La spire est placée à 1mm en dessous ou au dessus du creuset (au dessous sur
la Figure 2.3.1). Le tout est placé dans un domaine possédant les propriétés de l’atmosphère (Figure2.3.1.). La
densité de courant induit dans le conducteur diminue, au fur et à mesure que l’on s’éloigne du bord du creuset
exposé au champ magnétique, suivant une épaisseur appelée épaisseur de peau. C’est un phénomène non
négligeable en magnétohydrodynamique puisqu’il dépend de la fréquence de l’inducteur et de la résistivité du
matériau. En effet, l’épaisseur de peau est définie par
0
2
, µ0 est la perméabilité du vide (4π×10-7H/m), σ
81
MSAS'2008

3
la conductivité électrique du matériau (1,25.106 Ω-1m-1 pour le silicium liquide) et ω = 2πf la fréquence
angulaire de l’inducteur. Il est important de tenir compte de cette valeur dans la construction du maillage pour un
calcul plus précis de l’électromagnétisme par le module d’induction. C’est pourquoi on a resserré le maillage
dans la zone d’existence de l’épaisseur de peau. L’image ci-dessous (Figure2.3.2.) représente le coin gauche du
creuset exposé aux lignes de champ. Le maillage a été resserré sur 1mm (pour 100kHz)
Figure2.3.1. : Le maillage Figure2.3.2. : Mailles resserrées dans la zone d’épaisseur de peau. Figure2.3.3. : Le dispositif expérimental
3. Résultats et discussion
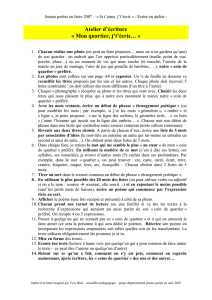
Nous avons modélisé le brassage pour différentes valeurs de courant et 3 valeurs de fréquence : 30, 100 et
300kHz.On a pu estimer l’amplitude du brassage selon la fréquence et l’intensité imposée dans l’inducteur
(Figure3.1). La vitesse est mesurée à une distance de 200µm, 500µm et 1mm du bas du creuset.
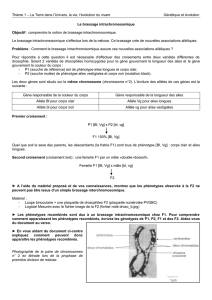
Le brassage est plus important quand la fréquence est plus faible et il augmente linéairement avec l’intensité
jusqu’à environ 1300At. Au-delà de cette valeur, pour les hautes fréquences (100 et 300 kHz), on observe un saut
et/ou un changement de pente. On serait tenté de croire que ce changement d’évolution du graphique est dû à
l’effet de peau électromagnétique puisque c’est apparemment lié à la valeur de la fréquence, mais ce n’est pas le
cas puis que pour les trois cas, la vitesse est mesurée à l’intérieur de l’épaisseur de peau (respectivement 2.5, 1.4
et 0.8mm pour 30, 100 et 300kHz ), de plus, cette épaisseur de peau ne dépend pas du courant dans la bobine. On
pense plutôt à un phénomène de transition laminaire/turbulent puisque les lignes utilisées pour moyenner la
vitesse (à 200µm, 500µm, 1mm du fond), sont parfois dans la sous-couche visqueuse, parfois en dehors. Ceci
reste donc un point à éclaircir.L’intensité du brassage mesuré à 1mm du fond du creuset pour les trois valeurs de
fréquence est représentée sur la graphique ci-dessous (Figure3.1).
Evolution de la vitesse de brassage en fonction de l'intensité dans la bobine
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100
intensité (A)
Vitesse(m/s)
30kHz 100kHZ 300kHz
Evolution de la puissance de chauffage dans le creuset en fonction de I
3735,8184
5145,885
7167,875
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
22000
24000
26000
28000
30000
32000
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100
I (A)
P (W)
30kHz 100kHz 300kHz
Figure3.1. : vitesse de brassage dans le creuset mesurée à 1mm du fond Figure 3.2. Puissance joule mesurée dans le creuset
Le graphique représenté sur la Figure3.2.montre l’évolution de la puissance volumique de chauffage en fonction
de l’intensité pour les 3 fréquences. Elle croit évidemment avec l’intensité. On peut remarquer également que
pour une même valeur d’intensité du courant dans la bobine, la puissance Joule est plus élevée pour la grande
valeur de fréquence (300kHz) et plus faible pour la petite valeur (30kHz).
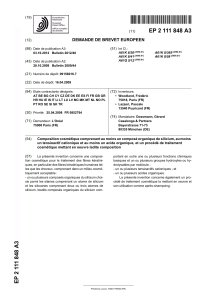
On a également pu observer deux sens de brassage différents selon la position de la bobine par rapport au
creuset : au dessus ou en dessous du bas du creuset (Figure3.3.)
Axe de symétrie
creuset
inducteur
atmosphère
MSAS'2008
82

4
Figure3.3.: Illustration des sens de brassage pour deux positions de la bobine.
Ceci s’explique par le fait que la force électromagnétique définie plus haut pousse le fluide au niveau des parois.
Elle décrit une gaussienne dont le maximum se situe au niveau de la bobine. Le fluide a tendance à être pousse
des zones de faible force vers celles de grande force.
Les résultats des modélisations pour les deux cas de figure sont représentés ci-après.
Figure3.4. : champ de vitesse 100kHz, 1300At Figure3.5. : lignes de courant 100kHz, 1300At
Les graphiques ci-dessus (Figure3.4. et Figgure3.5.) représentent respectivement le champ de vitesse et les
lignes de courant obtenus pour la modélisation en 2D axisymétrique d’un creuset entouré d’une spire décalée de
1mm au dessus du bas du creuset.
Figure3.6. : champ de vitesse 100kHz, 1300At Figure3.7. : lignes de courant 100kHz, 1300At
Les Figure3.6. et Figure3.7. représentent le champ de vitesse et les lignes de courant pour le cas de la bobine placée
en bas du creuset. On observe deux boucles: la première est très petite et localisée juste au niveau de la sortie,
elle correspond à une recirculation du fluide (Figure3.7.). Sa présence est due à la position de la bobine sur le coin
du creuset : la force électromagnétique est maximale sur la diagonale et décroît vers les deux côtés. la seconde
est beaucoup plus importante et est celle qui donne le sens du brassage.
4. Conclusion
La modélisation a permis de connaître l’amplitude du brassage selon la fréquence et l’intensité et d’avoir une
idée sur le sens de brassage selon la position de la bobine. Il vaut mieux se placer à des fréquences moyennes
(30kHz), pour lesquelles le chauffage par effet joule reste acceptable (3kW pour un creuset de diamètre 200mm
et un courant de 1400A dans l’inducteur) si on veut arriver à cristalliser, la puissance Joule induite s’ajoutant au
flux de chaleur à extraire pour solidifier. Les vitesses de brassage restent raisonnables (0.1m/s) à cette fréquence.
Les résultats nous ont permit de lancer une première expérience à l’étain ((Sn), ce métal ayant une conductivité
électrique voisine de celle du silicium, Si=1,25. 106Ω-1m-1 et Sn=2.106Ω-1m-1) pour des raisons de facilité
thermique (température de fusion à 230°C, donc pas besoin d’isolants d’où la possibilité de voir l’intérieur du
creuset pendant l’expérience), Figure2..3..3.).
83
MSAS'2008

5
References
[1] H.J. Môller, C. Finke, M. Rinio and S. Scholz, Multicristalline silicon for solar cells, thin solid films 487
(2005) 179-187
[2] C. Trassy, cours de photovoltaïque master Energétique Physique, 2005
[3] R. N. Hall, segregation of impurities during crystal growth of Ge and Si, 1953
[4] Y. Delannoy, Module Induction 2D pour Fluent V6, document interne, Avril 2005
[5] Y. Delannoy, C. Alemany, K. –I Li et C. Trassy, Plasma-refining process to provide solar grade silicon, Solar
energy Material and solar cells, 2002
[6] Y. Delannoy, D. Pelletier, J. Etay et Y. Fautrelle, “Stirring and mass transfer in a 1-phase induction system”,
2002
[7] R Moreau, Magnetohydrodynamics, Kluwer Academic Publishers, 1990.
[8]T.G. Cowling, Magnétohydrodynamique, monographies Dunod, 1960
MSAS'2008
84
1
/
5
100%