Génération de surfaces enveloppes pour l`usinage de pièces en

Génération de surfaces enveloppes pour
l'usinage de pièces en Bois avec des outils de
forme
Stéphanie Chevalier*, Jean-Noël Felices**, Walter Rubio***
* Alma Sapex 65350 Lizos
** Université de Toulouse – INSA, UPS ; LGMT (Laboratoire de Génie Mécanique de
Toulouse)
1 rue Lautréamont, F-65 016 Tarbes
*** Université de Toulouse – INSA, UPS ; LGMT
118 route de Narbonne, F-31 077 Toulouse
Sections de rattachement : 60
Secteur : Secondaire
RÉSUMÉ. Dans le cadre de l'usinage 5-axes en roulant de pièces en bois avec des outils de
forme, nous nous intéressons à la génération et la modification de surfaces enveloppes gauches
obtenues à partir d'une trajectoire. A partir d'une bibliographie sur l'usinage avec des outils
cylindriques et coniques, nous présentons un algorithme générant une surface enveloppe en
fonction d'un outil de forme et d'une trajectoire. Le développement de cet algorithme dans un
logiciel de FAO, permet de connaître la pièce usinée exacte et de créer la contre-forme. Par une
méthode de propagation de points dans une matrice 3D, nous détectons les zones de la surface
enveloppe en interférence. Cette méthode conserve un lien entre la surface générée et le couple
trajectoire/outil. Nous finirons en présentant les possibilités et les perspectives qu'apporte cette
méthode comme la modification des trajectoires et le raccordement des surfaces enveloppes.
MOTS-CLÉS : bois, usinage en roulant, machine 5 axes, surface enveloppe
1. Introduction
Dans cet article, nous nous intéressons à l’usinage en roulant par outil de forme de
pièces en bois sur machines outils à commande numérique cinq axes. La méthodologie
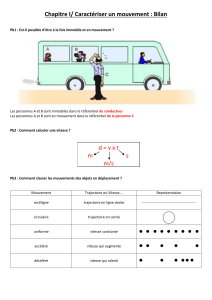
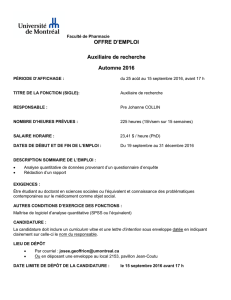
d’obtention de ces pièces est la suivante : à partir d'un prototype, on numérise une
trajectoire à l'aide d'un bras numérique avec à son extrémité la forme géométrique de
1

l’outil (Cf. fig. 1). Cette trajectoire nous permet de calculer la surface réellement
obtenue et de détecter des écarts.
Le prototype est défini à partir de formes gauches que l’on peut obtenir soit par de
l’usinage en bout soit par un usinage en roulant. Etant donné les faibles pressions
spécifiques de coupe dans l’usinage de pièces en bois, les usineurs programment en
roulant afin d’enlever un maximum de matière en une seule opération qui a un rôle
d’ébauche et de semi-finition. L’opération de finition est ensuite toujours réalisée par
polissage. Le choix de l’usinage en bout dans certaines pièces est nécessaire à cause de
la visibilité ou des risques d’interférences globales.
Nous nous intéressons ici uniquement à l’usinage en roulant. Nous supposons que
cinématiquement toutes les surfaces sont accessibles et sans risque d’interférences
globales (le porte-outil ne peut pas être en collision avec un élément).
L’usinage en roulant de surfaces gauches a été traité par de nombreux chercheurs
mais spécifiquement sur les surfaces réglées. (Liu 1995) cherche 2 points de l'axe de
l'outil à ¼ et ¾ de la règle. Dans (Redonnet et al., 1998), le positionnement de l'outil est
calculé à partir de 2 points de tangence sur les directrices tout en conservant un point de
contact sur la règle concernée. Dans (Monies et al., 2002), cette méthode est étendue
aux outils coniques. Dans (Bedi et al., 2003), le positionnement de l'outil est calculé
dans les 2 plans osculateurs aux extrémités de la règle. (Menzel et al., 2004) reprennent
cette méthode et minimisent sur quelques points, l'écart entre l'outil et la surface. Ces
différentes approches cherchent à améliorer les trajectoires afin de se rapprocher de la
surface nominale définie par la CAO. Elles portent toujours sur des géométries d’outils
élémentaires (cylindriques et coniques) contrairement à notre étude qui privilégie la
complexité des géométries et l'allure générale de ces pièces en bois sur la précision.
1.1. Définition de l'outil
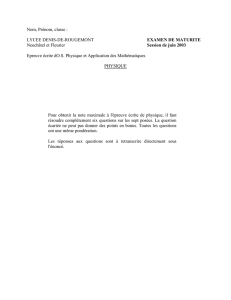
Dans les pièces à usiner, nous devons limiter le nombre d’opérations et donc choisir
des outils qui permettront d’obtenir rapidement la pièce. Le choix de la géométrie
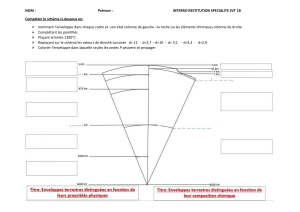
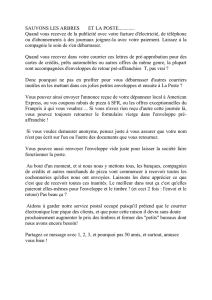
d’outil se fera à l’aide d’une section caractéristique de la pièce (Cf. fig. 2) et celui des
opérations, en fonction des différents posages de pièce dans l’espace de la machine.
Figure1. Palpage d'un dossier de chaise Figure 2. Récupération du profil de l'outil
2

1.2. Définition de la trajectoire
Le bras numérique équipé d'un outil factice nous fournit une trajectoire (ensemble de
points/orientations). Pour rectifier les erreurs dues à la manipulation, le traitement
(filtrage, lissage) de ces données est effectué. L’intérêt de ce palpage est de nous fournir
rapidement une trajectoire « par excès de matière » à partir de l’outil choisi.
1.3. Détermination de la surface enveloppe
Il est important de connaître à l’issue de cette opération de balayage du prototype
quelle est réellement la géométrie de la pièce obtenue. Celle ci pourra être différente si
le palpeur n’accède pas à toutes les zones du prototype. De plus, rien ne nous assure
qu'il est possible de reproduire la surface du prototype à l'identique avec le profil d'outil
récupéré précédemment. D'où l'importance de calculer la surface enveloppe qui
correspond à la trace laissée par l’outil en prenant en compte le déplacement de l’outil
(Sheltami et al., 1998). En effet, définir la surface enveloppe est primordial car la
surface usinée est le conjugué géométrique défini par la surface enveloppe (Chiou et al.,
1999). Enfin connaître la surface pièce usinée, permet de créer la contre-forme de la
pièce utilisée pour le montage d'usinage des phases suivantes.
2. Création de la surface enveloppe
(Senatore et al,. 2005) définissent une surface enveloppe à partir d'une trajectoire et
d'un outil cylindrique. Notre étude consiste à extrapoler cette méthode à des outils de
forme. La trajectoire est un ensemble de couples point/vecteur. Le point définit la
position du centre outil et le vecteur, l'orientation de l'axe.
Soient ptD le centre outil et ptE le point de l'axe à l'autre extrémité de l'outil. Soient
VD et VE les vitesses respectives des points ptD et ptE.
Pour chaque position de l'outil, nous définissons le repère local suivant :
ℜ1 :
ptD , x1=VDproj VEproj
∥VDproj VEproj
∥,y1=z1∧x1,z1=PtEPtD
où VDproj=z1∧VD∧z1
VEproj=z1∧VE∧z1
Les vitesses VDproj et VEproj sont les vitesses projetées des vitesses VD et VE sur le
plan normal à z1. Cette définition permet d'avoir dans le repère
ℜ1
:
{
vDx0, vEx0
vDy
⋅vEy0
}
avec
VDℜ1=
VDx
VDy
VDz
et
VEℜ1=
VEx
VEy
VEz
L'outil de forme est défini dans le repère
ℜ1
par :
T , s=
Rscos
Rssin
s
avec
{
s∈[−lgOut , 0],∈[0, 2]
Rs: profil del ' outil
lgOut:longueur del ' outil
}
3

D'après (Lartigue et al., 2003) pour définir la surface enveloppe à partir d'un outil et
de sa trajectoire, nous devons au préalable définir la courbe enveloppe pour chaque
position de l'outil. Un point M de la surface de l'outil appartient à la courbe enveloppe
s'il vérifie la condition :
nM⋅VM=0
où nM est la normale au point M à la surface de l'outil
VM est la vitesse (ou vecteur direction) du point M
2.1. Calcul de la normale à un point M de l'outil dans le repère R1
On pose
T=∂T
∂ , set Ts=∂T
∂s , set R' s= dR
ds s
Pour calculer R'(s), il est nécessaire que le profil R(s) soit une fonction continue
dérivable. Hors le profil de l'outil est un ensemble d'éléments : droites ou arcs de
cercles. Pour chaque élément, la fonction R(s) est continue dérivable. Mais à la jonction
entre 2 éléments, la fonction n'est pas toujours continue C1 donc pas dérivable. Pour
avoir une continuité C1 entre les éléments de l'outil, nous avons rayonné les jonctions
avec des rayons négligeables. Ainsi le profil de l'outil n'est pas modifié et la fonction
R(s) est toujours dérivable.
nM=T∧Ts
∣T∧Ts
∣où T=
−Rssin
Rscos
0
et Ts=
R' scos
R'ssin
1
On obtient :
nM=1
1R' ²s
cos
sin
−R's
vecteur normal à l'outil au point (θ,s)
2.2. Calcul de la vitesse d'un point M de l'outil dans le repère R1
Dans le repère
ℜ1
, les points ptD et ptE et leurs vitesses respectives VD et VE
sont définis de la manière suivante :
ptDℜ1=
0
0
0
,ptEℜ1=
0
0
zE
,VDℜ1=
VDx
VDy
VDz
et VEℜ1=
VEx
VEy
VEz
VM=VDMPtD∧avec =
La vitesse de rotation instantanée de l'outil Ω peut être déterminée de la manière
suivante :
VE=VDPtEPtD∧
.On en déduit alors :
=VDy −VEy
zE
,=VEx −VDx
zE
4
La vitesse d'un point M de l'outil VM peut être calculée à partir de la vitesse VD du
point ptD par la relation du torseur cinématique :

2.3. Détermination de la courbe enveloppe
On travaille dans le repère
ℜ1
.
nM⋅VM=0⇔nM
⋅VDMPtD∧=0 ⇔nM⋅VDnM∧MPtD⋅=0
⇔acos bsin = c où
{
a=[VDxRsR ' ss]
b=[VDy− RsR ' ss]
c=R' s∗VDz
}
Rechercher la courbe empreinte revient à trouver le θ solution de l'équation ci-
dessus pour un s donné.
Pour (a,b)≠(0,0), on pose :
cos−= c
a2b2
avec ψ tel que
{
cos= a
a2b2,sin= b
a2b2
}
⇒ solution s=±arccos
c
a2b2
Pour (a,b)=(0,0) :
Comme
a=VDxRsR ' ss, a=0 ∀s⇔ =0 et V Dx=0⇔VDx=0 et V Ex=0
Comme
b=VDy − RsR ' ss, b=0 ∀s⇔=0 et V Dy=0⇔VDy=0 et V Ey=0
Quand (a,b)=(0,0), l'outil est soit immobile, soit en position de perçage, ce qui n'a
pas de sens pour l'usinage en roulant.
En reportant le résultat dans T(θ,s), on trouve l'équation de la courbe enveloppe :
CEs=
Rscos solution s
Rssin solution s
s
L'ensemble de ces courbes enveloppes obtenues à différentes positions le long de la
trajectoire, nous donne la surface enveloppe.
3. Traitement de la surface enveloppe
Nous souhaitons déterminer la trace laissée sur la pièce usinée. Il est indispensable
de détecter les auto-intersections, car la trace laissée par certaines courbes enveloppes
peut être effacée par la trace d'autres courbes enveloppes. Nous récupérons la surface
englobante de la surface enveloppe qui donne la pièce réellement obtenue. Les points à
l'intérieur de la surface englobante n'apparaissent pas sur la pièce usinée.
(Redon et al., 2004) traitent les collisions entre un objet et son environnement. Nous
souhaitons détecter les zones de la surface enveloppe en interférence. (Seong et al,.
2006) proposent des algorithmes d'auto-intersections par résolution d'équations à
plusieurs variables. Ces méthodes sont très complexes et n'aboutissent pas forcément.
Nous proposons une adaptation d'une solution (Peternell et al., 2005) par propagation de
points dans une matrice 3D.
5
 6
7
8
6
7
8
1
/
8
100%