banc de controle industriel

769786881
Christophe Jaunay Page 1 17/04/2017
BANC DE CONTROLE INDUSTRIEL
SUPPORT
Banc de Contrôle industriel
CAPACITES ATTENDUES
Réaliser les représentations graphiques nécessaires
On donne :
On attend :
Cahier des charges
Analyse fonctionnelle de l’installation
Données techniques du variateur et de
l’automate
De rédiger un schéma électrique, répondant à la
demande du client, conforme aux normes et règles de
l’art.
Choisir l’automate
On donne :
On attend :
Les caractéristiques spécifiques imposées par le
cahier des charges sur les plans fonctionnel et
d’exploitation
De rédiger un bon de commande comportant la
désignation commerciale du matériel
Rédiger le programme
On donne :
On attend :
Le cahier des charges
Le Guide des Modes de Marche et
d’Arrêt
La nomenclature des :
Capteurs
Pré actionneurs
Actionneurs
De coder le programme dans un language structuré
De documenter ce programme pour en faciliter la lecture
De vérifier ce programme et sa conformité au cahier des charges
CONTENUS D’ENSEIGNEMENT
La chaîne de commande des moteurs :
Représentations graphiques
Différents principes et choix des matériels :
Appareillage de variation de vitesse.
Le traitement de l'information :
Équipements programmables industriels (API ) ;
Langages de programmation utilisés dans les automates programmables ;
Outils de description de fonctionnement normalisés du type : Grafcet

769786881
Christophe Jaunay Page 2 17/04/2017
DOCUMENTATION
BANC DE CONTROLE INDUSTRIEL
Fonctionnement
Guide des Modes de Marche et d'Arrêt
Nomenclature des Entrées/Sorties
AUTOMATE
Guide de choix
Fiche de configuration TSX
VARIATEUR DE VITESSE V.N.T.A.
Bornier
Description des paramètres
CONDITIONS DE REALISATION
situation : travail en binôme avec remise d’un compte-rendu en fin de séance

769786881
Christophe Jaunay Page 3 17/04/2017
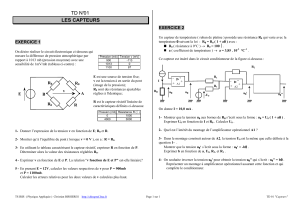
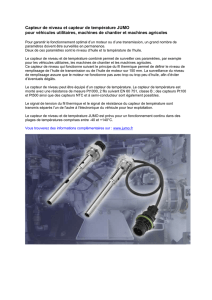
FONCTIONNEMENT DU BANC DE CONTROLE INDUSTRIEL
Le Banc de Contrôle Industriel est conçu pour réaliser un processus de tri, d'assemblage et de vérification de
composants.
Ces composants sont de deux sortes :
- une embase d'aluminium avec un évidement sur sa partie supérieure,
- un anneau de plastique à emboîter dans l'évidement de l'embase.
Ces composants sont d'abord véhiculés sans tri jusqu'au sommet du convoyeur à
chaîne. A cet endroit, les pièces hautes sont différenciées des pièces basses par
formation d'une porte "ET" entre les signaux issus des deux capteurs à infrarouge situés
dans la zone de tri.
L'anneau de plastique est éjecté par un solénoïde dans une glissière d'assemblage. L'embase continue son
chemin jusqu'à ce qu'une butée la fasse chuter dans une rampe pour l'amener sur le convoyeur à bande.
En zone d’assemblage, un solénoïde rotatif commande le chargement en anneau de plastique du magasin
d'assemblage. Lorsque l'embase d'aluminium se présente au-dessous du magasin, l'anneau de plastique bascule
automatiquement sur l'évidement prévu. Les deux pièces sont assemblées.
La pièce montée est transportée par le convoyeur à bande. La pièce passe devant :
un capteur inductif (détection métallique),
une association capteur capacitif (détection anneau) et capteur à infrarouges (détection embase),
un capteur à infrarouge en zone de rejet (présence pièce)
une barrière à infrarouges (comptage),
Les pièces non assemblées correctement sont évacuées par le solénoïde d'éjection dans une boite à rebut. Les
pièces assemblées sont rangées.
capteur I.R. haut
capteur I.R. bas
convoyeur à chaîne
convoyeur à bande
solénoïde zone de tri
solénoïde zone de rejet
solénoïde
zone
d’assemblage
embases et anneaux
pièces assemblées

769786881
Christophe Jaunay Page 4 17/04/2017
GESTION DES MODES DE MARCHE ET D'ARRET
Cinq cycles peuvent être appelés depuis le pupitre de commande :
F1 production normale (CONT ou DCY)
F3 marche de clôture (ACY)
D1 arrêt d'urgence (AU)
A1 arrêt dans état initial
A6 mise de la partie opérative dans l'état initial (INIT)
L’action sur l’Arrêt d’Urgence provoque l’arrêt immédiat de tous les actionneurs du système.
En production normale :
en mode continu, les pièces sont produites en permanence,
en mode cycle par cycle, les pièces sont produites par paquet de dix à chaque activation du bouton
poussoir Départ Cycle.
Les grafcets esclaves : « différentiation embase anneau », « alimentation en anneaux de la zone
d’assemblage », « gestion des convoyeurs », « rejet des pièces défectueuses » sont gérés par le grafcet de conduite
de la production normale.
MOTORISATION
Le déplacement des pièces du Banc de Contrôle Industriel est réalisé au moyen de deux convoyeurs. L'un
- le convoyeur à chaîne- est motorisé avec un moteur triphasé asynchrone à cage alimenté directement par le
réseau. L'autre - le convoyeur à bande- est motorisé avec un moteur à cage alimenté par un variateur de vitesse.
Le moteur du convoyeur à bande est un moteur à 4 pôles. En "production normale", la vitesse du moteur
est de 1000tr/min; lors des "marches de clôture" et lors de la "mise P.O. dans état initial", la vitesse du moteur
est de 1500tr/min. L'accélération et la décélération de ce moteur doit se faire avec une pente de 100tr.min-1 /s.
La commande manuelle de chaque actionneur se fera hors automate par action maintenue sur le bouton
poussoir correspondant. En mode manuel, la vitesse du convoyeur à bande est contrôlée par le clavier; en
mode automatique, elle est contrôlée par la sortie 0/10V d'un automate. Le passage fonctionnement manuel,
fonctionnement automatique se fera par l'intermédiaire d'un commutateur.
Contacteurs du circuit de puissance
K3 Moteur Convoyeur à Chaîne
K4 Moteur Convoyeur à Bande
K5 solénoïde en zone de TRI
K6 solénoïde en zone d’ASSemblage
K7 solénoïde en zone de REJET
K9 mise sous tension de la partie opérative
Capteurs
I0,1 Capteur à I.R. (zone tri)
I0,2 Capteur à I.R. (zone tri)
I0,3 Capteur inductif
I0,4 Barrière à infra-rouge (comptage)
I0,5 Capteur capacitif
I0,6 Capteur à I.R.
I0,7 Capteur à I.R. en zone rejet

769786881
Christophe Jaunay Page 5 17/04/2017
Pupitre de commande
BP Mise hors tension
BP Mise sous tension
Commutateur AUTO/MANU
BP Départ CYcle
BP Arrêt Cycle
BP INITialisation
BP marche de CLOTure
BP marche en CONTinu
BP Marche Convoyeur à Chaine
BP Marche Convoyeur à Bande
BP solénoide zone de TRI
BP solénoide zone ASSemblage
BP solénoide zone de REJET
Arrêt d’Urgence
Correspondances Circuit commande / Automate
Pupitre de
commande
AU
DCY
ACY
INIT
CLOT
CONT
MCC
MCB
TRI
ASS
REJET
Automate
I0,9
I0,11
I0,12
I0,13
I0,14
I0,15
O1,3
O1,4
O1,5
O16
O1,7
Référence
contacteur
K3
K4
K5
K6
K7
Nomenclature schéma électrique
B1
Capteur I.R. bas en zone de tri
S1
Arrêt d’Urgence
B2
Capteur I.R. haut en zone de tri
S2
BP mise sous tension
B3
Capteur inductif
S3
BP mise hors tension
B4
Barrière à infra-rouge (comptage)
S4
Commutateur AUTO/MANU
B5
Capteur capacitif
S5
BP mMarche Convoyeur à Chaine
B6
Capteur à I.R. en zone d’assemblage
S6
BP Marche Convoyeur à Bande
B7
Capteur I.R. en zone de rejet
S7
BP solénoide zone de TRI
S8
BP solénoide zone ASSemblage
K3
Moteur Convoyeur à Chaîne
S9
BP solénoide zone de REJET
K4
Moteur Convoyeur à Bande
S10
BP acquittement défaut variateur
K5
solénoïde en zone de TRI
S11
BP Départ CYcle
K6
solénoïde en zone d’ASSemblage
S12
BP Arrêt Cycle
K7
solénoïde en zone de REJET
S13
BP INITialisation
K9
mise sous tension de la partie opérative
S14
BP marche de CLOTure
H1
Voyant défaut variateur
S15
BP marche en CONTinu
 6
7
8
9
6
7
8
9
1
/
9
100%