lasm a ech - Castolin Eutectic

Système de Revêtement Universel
• Système de revêtement universel pour pièces
symétriques rotationnellement
• Garantissant une précision reproductible pour
les assemblages, les revêtements par plasma
et le brasage
• Cellule clé en main pour une plus haute pro-
ductivité
• Entièrement modulaire pour une configura-
tion immédiate et sur mesure et une adapta-
EuTronic GAP UniCoating V2.0
PlasmaTech
Stronger with…
Castolin Eutectic

EuTronic GAP
www.castolin.com www.eutectic.com
Avec tous ces avantages, le procédé GAP convient particulièrement aux travaux exigeant une plus grande précisi-
on, une faible génération thermique et une distorsion minimale. La technologie GAP assure également une pureté
et une qualité exceptionnellement élevées du cordon de soudure dès la première passe.
La combinaison de la haute efficacité du procédé, du contrôle précis de l'épaisseur du dépôt et des cordons lisses de
soudure se traduit par d'importantes économies de coûts opérationnels et de consommables de soudure.
Exemples d'application :
• Réparations d'aciers à outils, reconstruction de fils,
forge, matrices d'estampage, moules d'injection en
aluminium
• Réparations de fonte, moules de verre
• Réparations de vis d'alimentation
• Rechargement dur d'outils de perforation, sièges de
soupapes et soupapes, machines de mines, outils
de perforation
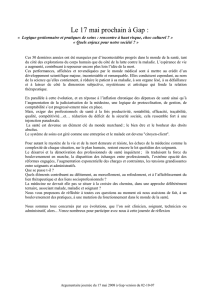
Commandé de manière précise, l'arc plasma focalisé donne comme
résultat une basse dilution, un revêtement de surface lisse et des
cordons de soudure libres de projections, ce qui permet de réduire les
Castolin Eutectic a introduit le soudage Plasma à Arc
Transféré (PTA) sous la marque commerciale EuTronic
GAP (Gas Arc Process) sur le marché du brasage en 1972.
Depuis, les avancées techniques se sont multipliées.
A partir de la Technologie de Poudre Plasma pour appli-
cations de revêtement, Castolin dispose dans sa gamme
de tous les différents procédés plasma. Applications
plasma de revêtement, assemblage et brasage.
Dans le procédé GAP, le plasma est concentré et conduit
à travers une anode thermorésistante, ce qui crée une
considérable augmentation de la densité de l'arc, de
l'énergie et de la température.
Le procédé PTA peut s'amorcer au moyen de l'usage pré-
liminaire de l'arc pilote intérieur. L'arc pilote est allumé
entre l'électrode de tungstène cathodique refroidi par
gaz et l'anode en cuivre refroidie par liquide.
L'alliage du métal d'apport, soit sous forme de poudre
atomisée et transportée par gaz, soit par fil froid, est
transporté jusqu'au bain de soudure où le gaz pro-
tecteur le protège de l'atmosphère. L'arc plasma et
l'apport de chaleur peuvent être mieux maîtrisés qu'un
arc électrique conventionnel et l'énergie est appliquée
quasiment directement à la fusion du métal d'apport,
La technologie GAP offre une large gamme d'atouts en
comparaison avec les procédés de soudage à l'arc con-
ventionnels :
Principales caractéristiques :
• Densité énergétique élevée dans un arc extrême-
ment focalisé
• Haute performance de fusion pour des temps de
soudage courts
• Revêtements homogènes, sans porosités ni inclusi-
ons
• Le mélange, l'apport de chaleur, la distorsion et les
zones affectées par la chaleur sont moins impor-
tants que pour tout autre procédé de soudage à
l'arc
• Pureté et qualité maximales de l'alliage appliqué, y
compris dès le premier dépôt
• Possibilité de surcouches en multipasse
• Surface plus lisse pour besoins moindres d'usinage
• Contrôle précis de l'épaisseur du dépôt

L'armoire de contrôle-commande renferme les éléments
suivants :
• Alimentation plasma
• Alimentation de l'arc pilote
• Commande électronique du gaz plasma, avec plage
de réglage : 0,1 - 5 l/min
• 2 Débitmètres pour le gaz protecteur et le gaz
alimentateur de poudre. Plage de réglage du gaz
protecteur : 2 - 20 l/min Plage de réglage du
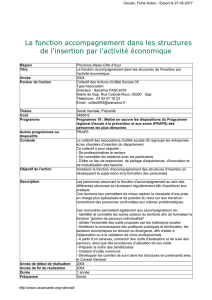
L'unité EuTronic GAP Unicoating est une
machine de revêtement PTA pour appli-
www.castolin.com www.eutectic.com
CARACTÉRISTIQUES :
• Construction du bâti en profilés aluminium
• Table tournante avec rainures, inclinable +/- 110º
(manuelle au moyen d'une molette), diamètre : 400
mm, poids maxi. : 200kg
• Unité oscillante de 400 mm de course, commandée
par moteur pas à pas
• Axe vertical de 400 mm de course, commandé par
moteur pas à pas
• Contrôle de la tension de l'arc sur l'axe vertical
• Rideau de soudure à manoeuvre pneumatique
• Torche à poudre plasma E52
• Chariot 3 axes, manuel
• Alimentateur de poudre EP-2
• Refroidissement GAP pour la torche
• Écran tactile portable de 5,7“ pour la configuration
et l'affichage.
• Mémoire de travaux de soudure et mouvement des
axes
EuTronic GAP® UniCoating V2.0 ESC: 757008
Alimentation en air comprimé : 6 bar
Alimentation en gaz : 2,5 bar
Tension d’alimentation : 3x400V+N 50/60Hz
Fusible réseau : 32 A
Puissance absorbée maxi. : 20 kVA
Classe de protection : IP 21 S
Tension à vide courant principal conver-
tisseur :
85V CC
Tension à vide pilote convertisseur : 100V CC
Courant de soudage maxi. (cycle de
travail 100%)
160 A
Courant de soudage maxi. (cycle de
travail 40%)
250 A
Courant pilote maxi. (cycle de travail
100%)
30 A
Plage de réglage pour soudage plasma : 6 ÷ 250 A
Pourquoi choisir EuTronic GAP
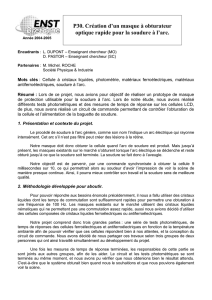
L'unité GAP UniCoating V2.0 de Castolin Eutectic incor-
pore tous les composants nécessaires au sur-soudage de
pièces rondes. Elle convient particulièrement au secteur
du Moulage de Verre, et plus précisément pour les dé-
flecteurs et plaques de fond. Elle s'avère aussi très ef-
ficace pour la soudure de matrices de forge et moules,
ainsi que des soupapes de moteurs. Avec une table de
200 kg, la machine est en mesure de manipuler des
pièces allant des plus petites à d'autres modérément
grandes.
La GAP UniCoating V2.0 incorpore une alimentation
Plasma complète. Cette unité fait appel à la technologie
de soudage plasma la plus avancée. Avec ses paramètres
entièrement programmables pour le gaz, la configurati-
on de l'arc pilote, l'alimentation en poudre et le courant
de soudure, la GAP UniCoating est en mesure d'effectuer
des surcharges de soudure entièrement reproductibles
avec la technologie la plus précise. Les pièces peuvent
être rechargées en un seul cycle de soudure avec une
seule couche ou avec diverses couches (également avec
décalage vertical/horizontal).
L'alimentation est entièrement intégrée dans le régula-
teur d'oscillation et de longueur d'arc pour pouvoir tra-
vailler avec la table tournante basculante et obtenir ain-
si un réglage aisé et rapide des paramètres de soudage.
La machine se manoeuvre au moyen d'un écran tactile
portable pour la programmation et l'affichage.
Tous les paramètres se programment en utilisant les

Castolin Eutectic développe et fabrique ses unités de soudure
GAP et leurs accessoires selon diverses déclinaisons et tailles, en
modules standard et en modèles spéciaux.
Notre équipe technique est en mesure de développer la solution la
plus rentable en fonction de l'application pratique du client.
De l'alimentation jusqu'aux dispositifs de manipulation et aux
automates en passant par l'équipement d'alimentation/transport
et les torches de soudure, nous nous char-
geons de tous les détails.
Laissez-vous étonner par la capacité d'écoute
de nos spécialistes. D'ailleurs, nous ne par-
lons jamais de produits mais d'applications
et de solutions pour résoudre les besoins et
les exigences du client.
www.castolin.com www.eutectic.com
Castolin Eutectic fabrique et propose une gamme large et complète d'alliages, dispo-
nibles sous différents formats, qui couvrent pratiquement toutes les applications et
procédés de soudage plasma :
• Poudres micro-atomisées avec base Ni, Co, Fe ou Cu pour revêtements résistants
à l'usure.
• Poudres micro-atomisées avec base Ni enrichies de carbures de tungstène pour
une résistance maximale à l'abrasion et à l'érosion.
• Fils laser, baguettes laser et TIG pour soudure micro-plasma et soudure manuelle.
• Baguettes pleines et tubulaires avec noyau décapant
Consommables PTA de Castolin
Votre partenaire pour les solutions de pro-
www.castolin.com/contact
Caractéristiques en option de l'équipement GAP UniCoating V2.0:
• Basculement automatique de la table tournante : ufcatid= s'utilise pour un basculement automatique de la
table tournante
• Contrôle électronique du gaz protecteur
• Contrôle électronique du gaz d'alimentation en poudre
• 4 axes avec course de 100mm: Le capot frontal des axes consiste en une plaque d'aluminium
avec rainures en T pour la fixation de la torche. Les pièces mobiles des axes sont couvertes et
protégées.
• GAP Chiller de refroidissement : Remplacement du refroidissement GAP standard par le GAP
Chiller pour de meilleures prestations de refroidissement
• Couvercle avec adaptateur pour le raccordement de la sortie de fumées :ufcatid= plaque
latérale fixe et portes doubles avec interrupteur de sécurité et regard d'inspection ; sert
de couvercle et au raccordement de la sortie de fumées
Orienté applications
1
/
4
100%