Ficheuse - SFA Poitiers - Université de Poitiers

Université de Poitiers sfa.univ-poitiers.fr/automation
- 1 / 6 -
Ficheuse
1 Présentation du système
Un cadre de fenêtre comporte des fiches, ou paumelles, permettant la rotation de l’ouvrant par rapport au
dormant.
La société Parveau commercialise des machines à commande numérique, appelées ficheuses, qui réalisent
automatiquement la pose de fiches sur des menuiseries PVC.
L’opération de pose d’une fiche sur un cadre de la fenêtre (dormant ou fermant) comprend deux opérations :
perçage d’un avant-trou et vissage de la fiche.
Ces deux opérations sont réalisées au moyen d’une tête de fichage qui comporte deux mandrins : un mandrin
de perçage et un mandrin de vissage des fiches. La pose d’une fiche achevée, la tête de fichage est ensuite
translatée pour poser la fiche suivante.
2 Déterminer le temps total de pose des fiches
La cadence de production envisagée par le client impose de réaliser 40 grands cadres à l’heure.
La plus grande dimension d’un cadre à équiper est de 2650 mm.
Données : Entraxe maxi entre deux fiches : a = 600 mm
Position de la première fiche par rapport au haut du cadre : b = 80 mm
Position de la dernière fiche par rapport au bas du cadre : c = 80 mm
Déterminer le nombre de fiches à placer sur ce cadre. En déduire la distance entre deux fiches.
Données :
- Les opérations manuelles d’approvisionnement (chargement et déchargement) durent 22 s.
- Le maintien et la libération du cadre durent 0.5 s chacun.
- La mise en place (chargement automatique) de la fiche dans le mandrin de vissage dure 0.5 s.
- L’extrémité du foret est située à 10 mm de la paroi du cadre (course d’approche).
- L’extrémité de la fiche en position dans la tête de vissage est située à 10 mm de la paroi du cadre (course
d’approche).
- La vitesse d’avance et de recul de la tête de perçage est de 0.2 m/s.
- Le perçage à une profondeur de 40 mm.
- Le déplacement vertical des deux têtes dure 1s.
- La fréquence de rotation du moteur entraînant la tête de vissage est de 750 tr/min.
- La transmission de mouvement de rotation entre la tête de vissage et son moteur est de type poulie courroie
de rapport de réduction ½.
- Le pas du filet de la fiche est de 1 mm.
- La longueur du filet de la fiche est de 40 mm.
- L’avance de la tête de vissage est ajustée de manière à ce qu’elle soit identique à l’avance de la fiche due à
son filet.
- La vitesse de recul de la tête de vissage est de 0.2 m/s.
Décrire, à partir de schémas présentant les déplacements des outils, les différentes opérations élémentaires.
Déterminer le temps de l’opération de perçage. Déterminer le temps de l’opération de pose de la fiche
(chargement plus vissage).

Université de Poitiers sfa.univ-poitiers.fr/automation
- 2 / 6 -
3 Vérifier la cadence de production
Données et hypothèses :
- Le servomoteur TRANSTECHNIK à courant continu (fréquence de rotation nominale : 1500 tour/min) est
associé à un réducteur TRANSTECHNIK BGT 800 (rapport de réduction 1/12). L’ensemble est lié à la tête de
fichage.
- La transmission du mouvement s’effectue avec un système pignon crémaillère, la crémaillère est liée au bâti
de la machine.
- Le pignon monté sur l’arbre du réducteur a pour caractéristiques : Z= 24 dents, module m= 2.5 mm, rayon
primitif (R = m.Z/2) : R = 30 mm.
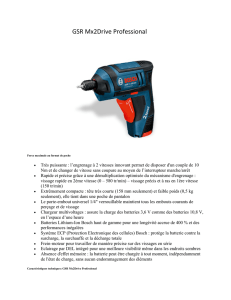
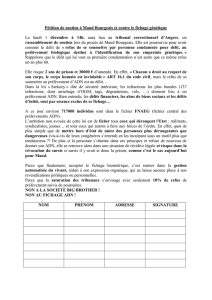
- Le diagramme de mise en vitesse envisagé pour l’ensemble de la tête de perçage et de fichage (masse voisine
de 100 kg) est de type trapézoïdal comme l’indique la figure ci-dessous.
Déterminer la vitesse V (m/s) du déplacement longitudinal de la tête de fichage durant la phase de déplacement
à vitesse constante.
Déterminer le temps total mis pour un déplacement.
Vérifier si le temps de production du plus grand cadre, imposé dans le cahier des charges par le client, est
respecté. Justifier votre réponse.
Que proposez-vous pour respecter la cadence de production prévue ?
t (s)
0.25 s
td – 0.25s td
V (m/s)
0

Université de Poitiers sfa.univ-poitiers.fr/automation
- 3 / 6 -
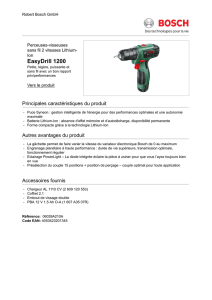
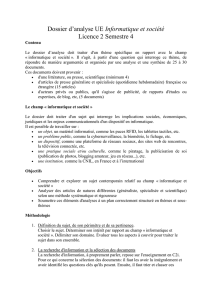
DT1 Présentation générale
Cadre de fenêtre
Mise en référence
Vérin de maintien du
cadre
Mandrin de vissage
des fiches
Mandrin de perçage
2 Contact fin de course

Université de Poitiers sfa.univ-poitiers.fr/automation
- 4 / 6 -
DT2 Vue extérieure de la ficheuse pour cadres PVC

Université de Poitiers sfa.univ-poitiers.fr/automation
- 5 / 6 -
DT3 Grafcet de coordination des tâches fonctionnelles
Description des tâches fonctionnelles
Tâches
Temps
Description
T1
MAINTENIR LE CADRE
0,5s
Immobilisation du cadre par les vérins presseurs
T2
PERCER LE CADRE
A calculer
Mise en rotation, avance du mandrin de perçage et retour
en situation initiale
T3
DEPLACER LES MANDRINS
VERS LE BAS
1s
Déplacement vertical de l’ensemble de la tête de fichage
pour placer le mandrin de vissage face à l’avant-trou
pratiqué sur le cadre
T4
CHARGER / POSER LA FICHE
A calculer
Mise en place de la fiche dans le mandrin de vissage, mise
en rotation et avance du mandrin de vissage puis retour en
situation initiale
T5
DEPLACER LES MANDRINS
VERS LE HAUT
1s
Déplacement vertical de l’ensemble de la tête de fichage
pour replacer le mandrin de perçage face au cadre à percer
T6
DEPLACER
LONGITUDINALEMENT LA
TETE DE FICHAGE
A calculer
Déplacement longitudinal de l’ensemble de la tête de
fichage pour se mettre en position de placer la fiche
suivante
T7
LIBERER LE CADRE
0,5s
Relâchement de l’action des vérins presseurs
 6
6
1
/
6
100%