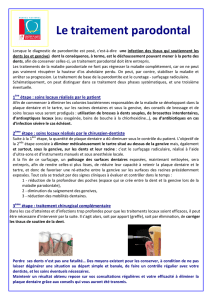
Étude et compréhension des procédés de surfaçage en vue d

1
Étude et compréhension des
procédés de surfaçage en vue
d'améliorer les composants optiques
pour lasers de puissance
Cédric Maunier
CEA-Cesta
Département lasers de puissance
Laboratoire des procédés optiques
CEA/Cesta Étude et compréhension des procédés de surfaçage 16-17/06/2011
Journées polissage optique
Laboratoire d'Astrophysique de Marseille
16 –17 juin 2011

2
Sommaire
•Contexte
•Fabrication des grands composants optiques
>des surfaces de haute qualité optique
>une problématique particulière : l'endommagement laser
>bien comprendre le surfaçage pour améliorer la fabrication
•Étude du procédé de surfaçage
>bonne connaissance des produits abrasifs
>influence des paramètres machine
•Caractérisation des états de surface générés
>taux d'enlèvement matière
>rugosité
>fractures sous-surfaciques
•Applications et perspectives
CEA-Cesta Etude et compréhension des procédés de surfaçage 16-17/06/2011

3
Contexte
•Lasers de puissance pour la fusion par confinement inertiel
>LMJ : jusqu'à 240 faisceaux, ~ 40 optiques par faisceau
>de grands composants de surface 40 x 40 cm2
>grande qualité optique requise pour préserver le front d'onde et la tache focale
polariseur CP
M1 FST
FSC
1mJ -1J
à 1
7,5 kJ
à 3
MT 1
KDP doubleur
R 1
LdP
hublot
LAE
R 3
DKDP tripleur
MT 2,3 ...
15 kJ
à 1
Source
ampli de
transport
ampli de
cavité
KDP PEPC
•Les fortes fluences peuvent limiter le fonctionnement :
>fluences élevées sur de grandes surfaces : 10 à 20 J.cm-2, quelques ns
>amplification à 1053 nm (1ω), interaction laser –cible à 351 nm (3ω)
>problème principal : endommagement de la surface des optiques "3ω"
40 cm
profil spatial du
faisceau à 1ω
CEA-Cesta Etude et compréhension des procédés de surfaçage 16-17/06/2011
hublot de chambre après
plusieurs mois sur la LIL

4
Fabrication des grands composants optiques (1/3)
•Objectif double lors de la fabrication des composants optiques :
>bonne qualité optique pour ne pas dégrader le front d'onde transmis
>bonne résistance au flux laser
•Quatre étapes pour obtenir des surfaces de haute qualité optique :
>conformité de la forme (planéité, forme locale)
>faible rugosité (diffusion de l'énergie et surintensités laser)
doucissage polissage
forme générale planéité, rugosité
abrasifs
> 100 µm liés
à une meule (diamant)
planéité, rugosité
abrasifs
10-50 µm en
suspension dans de l'eau
(diamant, Al2O3, SiC, B4C, …)
abrasifs
~ 1 µm en
suspension dans de l'eau
(CeO2, ZrO2, …)
ébauchage
CEA-Cesta Etude et compréhension des procédés de surfaçage 16-17/06/2011
finition
rugosité
abrasifs
1 nm-1 µm
pré-suspendus
(REO2, SiO2, …)
+ éventuellement retouche locale

5
Fabrication des grands composants optiques (2/3)
•Problème spécifique aux laser de puissance : la tenue au flux laser
>fortes densités d'énergie + longueur d'onde
dans le domaine de l'UV
>on observe l’apparition aléatoire de dommages
à la surface des composants
>les fractures sous-surfaciques (SSD) générées lors du surfaçage sont
fortement suspectées d'être à l'origine de l'endommagement surfacique [1, 2].
fractures
sous-surfaciques
après ébauchage
~200 µm
silice non fracturée
surface
CEA-Cesta Etude et compréhension des procédés de surfaçage 16-17/06/2011
zone avec micro-
fractures (SSD)
silice massive
couche de polissage
l'étape de surfaçage N+1 doit
enlever au moins l'épaisseur
fracturée par l'étape N générer peu de fractures, aussi
peu profondes que possible
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
1
/
20
100%