Automatisation d`une cellule robotisée

I.SI.M – UMII
Projet MEA3 :Reynald PETIT - 1 -
Automatisation d'une cellule robotisée
L’objectif du projet a été de mettre en œuvre dans sa globalité le pilotage d’une cellule
robotisée sur un réseau local industriel. Doté d’équipements industriels de dernière
génération, il s’inscrit dans un projet pédagogique dédié aux travaux pratiques MEA2 de
l’institut des Sciences de l’ingénieur de Montpellier (I.S.I.M).
L’ambition de notre entreprise a été de réaliser l’ensemble de l’automatisme système
via la programmation des automates, la création de la commande du robot industriel KUKA et
la création du système de supervision.
La réalisation de l’installation a nécessité la mise en oeuvre de l’ensemble de
l’instrumentation (capteurs, actionneurs, automates, modules d’entrées / sorties, station de
terrain), la mise en place du câblage électrique, la conception du réseau local industriel FIPIO
et du réseau Ethernet.
Le matériel utilisé est basé sur des équipements industriels dotés des technologies les
plus avancé utilisées dans les systèmes de production actuels. L’atelier flexible est constitué
de deux automates premium SCHNEIDER, de modules d’entrées / sorties (directs ou
déportés), de deux robots industriels IBM et KUKA et d’un ensemble de cinq stations de
terrain assurant le système d’identification codage.
Le contrôle de la cellule robotisée repose sur une architecture multi–réseau
comprenant d’une part, un réseau local industriel (RLI) type FIPIO et d’autre part un réseau
local Ethernet. Le réseau local industriel FIPIO connecte les 2 automates, les modules
d’entrées / sorties déportés et les stations de terrain. Le réseau Ethernet connecte les 2
automates et le poste de supervision. Les robots industriels SCARA et KUKA sont connectés
au réseau local FIPIO via les modules d’entrées / sorties déportés.
Les automates Premium seront programmés via le logiciel PL7 PRO et le superviseur
sous MONITOR PRO.Ces logiciels, de Schneider automation, sont très utilisés dans le monde
industriel notamment dans l’industrie automobile et offrent de part leurs fonctionnalités de
nombreuses possibilités d’applications. Deux documentations techniques, relatives à ces
logiciels ont également été réalisées lors du projet.
Nous verrons d’une part, la description de la cellule flexible robotisée d’un point de vue
système et fonctionnement, la description de l’architecture multi-réseau (FIPIO et Ethernet),
, la conception de l’automatisme , la mise en œuvre de la supervision et d’autre part, la
réalisation de la commande des robots industriels SCARA (IBM) et KUKA.

I.SI.M – UMII
Projet MEA3 :Reynald PETIT - 2 -
Table des matières
Chapitre 1 Description de la cellule flexible automatisée
Présentation……………………………………………………………… 3
Description du système……………………………….…….……………. 4
Description de l’instrumentation………………………………………….. 6
Description de l’architecture multi-réseau…………….…………………. 9
Description du fonctionnement : Cahier des charges……………………. 11
Fonctionnement des modes manuel et automatique…………………… 12
Fonctionnement du poste approvisionnement automatique……………… 14
Fonctionnement du poste approvisionnement manuel…………………… 16
Fonctionnement du poste de reconnaissance…………………………….. 17
Fonctionnement du poste superviseur……………………….……………. 18
Chapitre 2 Réseau local FIPIO
Présentation………………………………………………………………. 16
Introduction au réseau local FIPIO………………………………………. 20
Description de l’architecture du réseau local FIPIO…………………….. 21
Configuration matérielle des automates………………………………….. 22
Configuration logicielle des automates sous PL7………………………… 24
Configuration matérielle des modules d ‘entrées / sorties……………….. 31
Configuration logicielle des modules d ‘entrées / sorties………………… 32
Configuration matérielle des stations de terrain…………………………. 33
Configuration logicielle des stations de terrain………………………….. 37
Fonctionnement des stations de terrain…………………………………… 38
Chapitre 3 Réseau local Ethernet
Présentation………………………………………………………………. 42
Introduction au réseau Ethernet sous ETHWAY…………………………. 43
Description de l’architecture du réseau local Ethernet ……………………45
Configuration matérielle des automates…………………………………... 47
Configuration logicielle des automates…………………………………… 48
Configuration du poste de supervision…………………………………….50
Chapitre 4 Mise en œuvre de l’automatisme
Présentation……………………………………………………………… 55
Introduction de l’automatisme sous PL7…………………………………. 56
Architecture de la programmation………………………………………... 60
Réalisation de la programmation…………………………………………. 61
Chapitre 5 Mise en œuvre de la supervision
Présentation………………………………………………………………. 74
Introduction à la supervision sous Monitor pro…………………………... 75
Réalisation de la supervision……………………………………………... 76
Chapitre 6 Conclusion
Présentation……………………………………………………………….. 74
Synthèse………………………………………………………………….. 84
Evolution……………………………………………………. …………… 85

I.SI.M – UMII
Projet MEA3 :Reynald PETIT - 3 -
Description de la cellule flexible
automatisée
Présentation
Description du système……………………………….…….……………. 4
Description de l’instrumentation………………………………………….. 6
Description de l’architecture multi-réseau…………….…………………. 9
Description du fonctionnement : Cahier des charges……………………. 11
Fonctionnement des modes manuel et automatique…………………… 12
Fonctionnement du poste approvisionnement automatique……………… 14
Fonctionnement du poste approvisionnement manuel…………………… 16
Fonctionnement du poste de reconnaissance…………………………….. 17
Fonctionnement du poste superviseur……………………….……………. 18

I.SI.M – UMII
Projet MEA3 :Reynald PETIT - 4 -
Description de la cellule flexible automatisée
Description du système
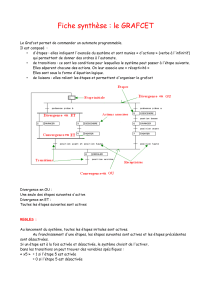
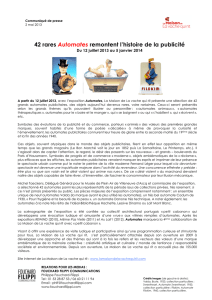
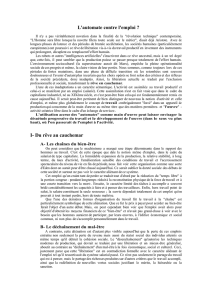
Présentation Le système est une cellule automatisée basée sur une structure en
anneau sur lequel se déplacent des palets. Le sens de rotation du tapis
lié au convoyeur est unidirectionnel (figure 1).
Figure 1 : La cellule de flexible robotisée
Accumulateur
Poste
Approvisionnement
Automatique
Poste
Reconnaissance/Tri
Poste
Approvisionnement
Opérateur

I.SI.M – UMII
Projet MEA3 :Reynald PETIT - 5 -
Description de la cellule flexible automatisée
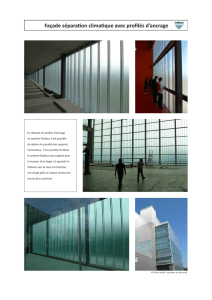
La cellule flexible automatisée est équipée d’un convoyeur, d’un robot
SCARA (I.B.M) situé à l’intérieur de l’anneau, d’un robot KUKA situé
à l’extérieur et d’un poste de vision.
Les palets véhiculés sur le tapis roulant peuvent transporter au plus une
seule pièce. Sur chaque palet est disposé une étiquette à code évolutif
permettant de réaliser leur identification et leur caractérisation via des
stations de terrain disposées sur chacun des ancrages.
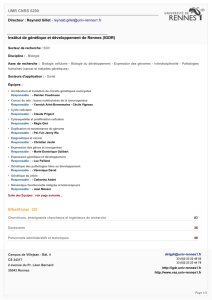
Les points d’arrêt du système agissant directement sur les palets sont les
5 ancrages et les 2 poussoirs. Aussi, le système est équipé de nombreux
capteurs assurant la détection des palets sur le convoyeur (figure 2)
Postes de Le système automatisé est constitué de trois postes de travail : un poste
travail de vision et deux postes d’approvisionnement automatique et manuel.
Le poste de vision positionné à l’ancrage 3 permet l’identification des
pièces et donc réalise le système de reconnaissance sur lequel s’appuie
le tri. Selon le résultat du traitement de la vision plusieurs phases
d’évolution sont mises en œuvre. L’approvisionnement en pièces et
palettes est réalisé de façon automatique par le robot KUKA (à
l’ancrage 1) et manuellement grâce à la présence d’un poste opérateur
(à l’ancrage 5).
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
1
/
85
100%