Entraînements élec- triques de puissance: la révolution de la

26 Revue ABB 1/2001
ouvrant des puissances de 2 MW à
15 MW, la nouvelle gamme est destinée
à remplacer les entraînements à turbine à gaz
des compresseurs, pompes, soufflantes et bancs
d’essais tournant à des vitesses comprises entre
3800 et 15000 tr/min. Les entraînements
électriques pour compresseurs iront de 5 MW/
15000 tr/min à 15 MW/10 000 tr/min, et ceux
pour pompes atteindront 7,5 MW et 7500 tr/min.
Actuellement les entraînements à turbine à
gaz constituent la technologie de référence pour
ces applications; toutefois, le recours aux entraî-
nements électriques réduira de manière significa-
tive les coûts et l’impact sur l’environnement.
Les systèmes d’entraînement HISPIN sont
constitués d’un moteur asynchrone à grande
vitesse et d’un convertisseur de fréquence (de la
gamme ACS 6000), tous deux des produits stan-
dards, donc simples et rapides à mettre sur le
marché. Ce qui différencie essentiellement les
nouveaux entraînements de puissance des
systèmes à turbine à gaz qu’ils seront amenés à
remplacer est l’utilisation de paliers magnétiques
en lieu et place des paliers à huile.
Les paliers magnétiques sont pratiquement
exempts de frottement du fait de l’absence de
contact entre l’arbre et les roulements. Dans un
système à turbine à gaz, ces composants sont en
contact étroit, n’étant séparés que par l’huile.
Avec un frottement minimal, les moteurs de ces
entraînements à grande vitesse accusent moins
la fatigue et l’usure, et sont, par conséquent,
plus fiables. Par ailleurs, les pertes énergétiques
sont également fortement réduites.
Les systèmes à huile sont aussi plus lourds,
leur fonctionnement nécessitant un certain nom-
bre d’auxiliaires. Citons, par exemple, la centrale
d’huile qui sert à la circulation et au maintien de
la pression du lubrifiant dans les différents
paliers de la machine, sans oublier les pompes
et la tuyauterie redondantes.
Ces auxiliaires augmentent donc la masse et
l’encombrement des systèmes à turbine à gaz. Ils
sont un facteur de surcoût à la construction,
l’installation, l’exploitation et la maintenance ; ils
compliquent également la commande à distance.
Enfin, la présence d’huile contribue aux risques
d’incendie.
Autre avantage des paliers magnétiques: ils
peuvent être commandés et surveillés, et leur
réglage être optimisé. A l’opposé, les paliers à
Entraînements élec-
triques de puissance: la
révolution de la grande
vitesse
Plus rapides, plus économiques, plus
écologiques – tels seront les critères qui
guideront à l’avenir la conception et le
choix des entraînements à courant
alternatif (c.a.). Parallèlement, ces mêmes
entraînements c.a. constitueront pour les
industriels – toujours plus dépendants des
moteurs, compresseurs, pompes,
soufflantes et bancs d’essais – un facteur
de progrès et de profit. Pour accélérer
cette évolution, ABB lance une nouvelle
gamme d’entraînements électriques à
grande vitesse baptisée HISPIN.
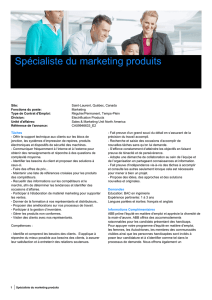
C
Moteur à grande vitesse de 10 MW, 12 000 tr/min de la gamme HISPIN

Revue ABB 1/2001 27
huile sont des dispositifs passifs et impossibles à
commander.
Les nouveaux systèmes à grande vitesse sont
beaucoup moins bruyants que les turbines à
gaz, avec des niveaux sonores inférieurs de
30 décibels en moyenne. Ils sont également plus
respectueux de l’environnement. Ne produisant
aucune émission polluante comme l’oxyde
d’azote, il n’y a aucun rejet sur le site d’exploita-
tion. Enfin, l’absence d’huile signifie qu’il n’y a
pas de risque de fuite ; ils peuvent donc être
implantés à proximité, voire au sein des zones
urbaines.
Des essais ont montré qu’en terme de rende-
ment, ils sont plus performants que les turbines
à gaz ou autres entraînements électriques à base
d’huile. Les valeurs mesurées atteignent 98,5%
pour le rendement électrique et 96,5% pour le
rendement du moteur. Le rendement thermique
de l’entraînement à grande vitesse est de 5%
supérieur à celui d’une turbine à gaz à cycle
simple.
Autre point important, ces nouveaux systè-
mes sont beaucoup plus économiques en termes
d’investissement, d’exploitation et de maintenan-
ce, ne nécessitant aucun des accessoires et
auxiliaires requis par les entraînements à turbine
à gaz. ABB estime que le budget de maintenan-
ce annuel de ses nouvelles machines représente
un quart de celui d’un système équivalent à
turbine à gaz.
Une phase très importante du développement de la gamme
HISPIN, comme pour de nombreux autres produits ABB, est
l’analyse du cycle de vie (ACV).
L’analyse du cycle de vie décrit et quantifie l’impact sur
l’environnement d’un produit à chaque étape de son exis-
tence (extraction des matières premières, fabrication, utilisa-
tion et traitement en fin de vie). Chez ABB, une ACV est
réalisée pour développer des composants et systèmes
respectueux de l’environnement. Ceux-ci contiennent des
matériaux réutilisables et recyclables, et sont fabriqués selon
des méthodes non polluantes et efficaces. Les gains écolo-
giques les plus marquants sont, cependant, réalisés par des
produits aux rendements élevés sachant que, dans le cas
des produits électriques, c’est la phase d’exploitation et son
faible niveau de rendement qui pèsent le plus sur l’environ-
nement au cours de la durée de vie du produit.
L’ACV est née aux Etats-Unis à la fin des années 80.
Il s’agit d’un outil de gestion destiné à comparer aux moins
deux produits de technique équivalente.
Le cycle de vie d’un produit comporte cinq grandes
étapes: extraction des matières premières (ex., minerai et
pétrole), transformation (ex., du minerai en acier), fabrication,
utilisation et élimination.
Lorsque le produit parvient au terme de sa vie utile, ses
constituants sont réutilisés et ses matériaux recyclés, les
déchets ultimes pouvant finir en décharge. Le transport, qui
intervient entre chaque étape, joue également un rôle dans
les effets du produit sur l’environnement.
Lorsqu’il s’agit de développer de nouveaux produits, le
respect de l'environnement doit être aussi primordial que le
souci du progrès technique et de la croissance économique.
Dans cette optique, deux conditions s'imposent: les maté-
riaux utilisés ne devront en aucun cas nuire au milieu de vie
et de travail de l’homme; les matériaux rares seront exploités
avec la plus grande parcimonie.
L’un des objectifs de cette approche consiste à «produire
propre». Il faut donc rationaliser la consommation d’énergie
du produit, en réduire la maintenance au strict minimum et
optimiser le transport.
La qualité des sous-traitants est une priorité, leur respon-
sabilité ne s’arrêtant pas au seuil de l’usine. Après utilisation
d’un produit, il faut pouvoir démonter les constituants et
recycler les matériaux, sources potentielles d’énergie.
Pour répondre à ces exigences, l’analyse du cycle de
vie doit intervenir le plus en amont possible: c’est l’éco-
conception. En aval, les résultats de l’ACV peuvent aussi
servir de base solide pour étayer les stratégies marketing et
les déclarations environnementales sur le produit.
L’ACV est un des fondements du programme de gestion
environnementale d’ABB, certifié ISO 14040.
Un éco-bilan établi sur la base d’une ACV
1
/
2
100%