Transparents

INSTALLATION ET RÉGLAGE DU RFQ SPIRAL2
Journées accélérateurs 2015 Olivier Piquet CEA Saclay

Principe et design du RFQ SPIRAL2
Installation au GANIL
Réglages RF
Systèmes annexes
Conclusions

Principe de fonctionnement d’un RFQ
3 Fonctions
Focalisations radiale du
faisceau
Regroupement du faisceau en paquets de particules à la fréquence RF
Accélération du faisceau

Points importants du design
Dynamique faisceau
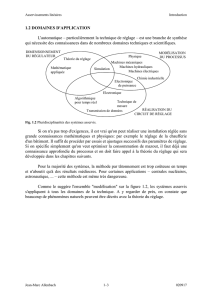
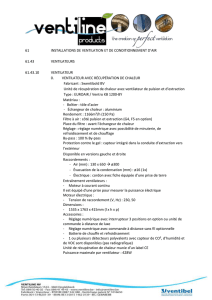
Quadrant #1 tuner position limits (mm)
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
-50
0
50
100
150
Quadrant #2 tuner position limits (mm)
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
-50
0
50
100
150
Quadrant #3 tuner position limits (mm)
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
-50
0
50
100
150
Quadrant #4 tuner position limits (mm)
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
-50
0
50
100
150
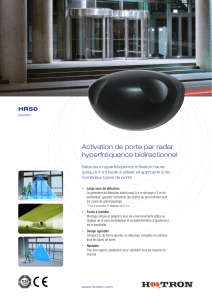
i2(z)
L'22
i3(z)
L'33
i1(z)
L'11
v1(z)
L'12
L'23
L'13
v2(z)
v3(z)
Ca
Cb
U4
U2
U3
1
3
2
4
U1
z
z+dz
v2(z+dz)
v3(z+dz)
v1(z+dz)
i2(z+dz)
i3(z+dz)
i1(z+dz)
L1
C1
L2
C2
L3
C3
L4
C4
Défauts mécaniques: perturbation des capacitances
Courses des pistons: modification des inductances Course de 140mm pour les 40 pistons pour une
tolérance de fabrication de 90µm:
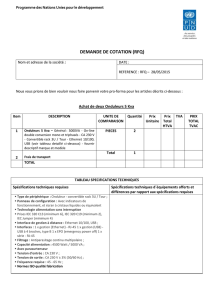
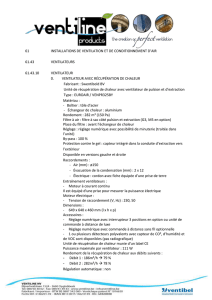
QVoltage vs. abscissa
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
1
1.02
1.04
1.06
1.08
1.1
1.12
1.14x 105
•Loi de tension
•Type de modulation
Design RF et mécanique
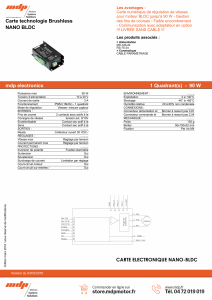
Les simulations RF permettent d’obtenir la géométrie transverse de la cavité puis les paramètres électriques
du modèle de ligne quadrifilaire du RFQ.
Ce modèle permet de réaliser l’étude de tolérancement mécanique du RFQ
En fonction des tolérances d’usinage, on peut définir la course des pistons d’accord
Compromis entre précision d’usinage et consommation de puissance RF

fréquence 88.0525 MHz
courant max 5mA
longueur 5 m
tension 100 à 113 kV
puissance RF installée 240 kW CW
Le RFQ de SPIRAL2
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
1
/
28
100%