Part 2 - Mastercam

Généralités sur la CAO/FAO/CN
Manuel d’auto-formation Mastercam Version 8 2-1
2Généralités sur la CAO/FAO/CN
Bienvenue dans le monde de la CAO/FAO (Conception Assistée par Ordinateur/Fabrication Assistée par Ordinateur). Les
systèmes de CAO/FAO ont révolutionné les techniques de conception et de fabrication. Les concepteurs n’ont désormais
plus à résoudre d’équations mathématiques pour calculer des tangences, des intersections, des positions, ou des
surfaces complexes. L’utilisation d’ordinateurs pour la conception géométrique et la génération de programmes de
commande numérique (CN) procure une réalisation et des modifications quasi-immédiates.
La C.A.O/F.A.O fait gagner du temps, des ressources, et des coûts de production grâce à sa souplesse et à sa précision.

Chapitre 2
2-2 Manuel d’auto-formation Mastercam Version 8
Définitions
Avant de commencer, il est important de bien comprendre ce qu'est la CAO, la FAO et la CN.
La CAO (Conception assistée par ordinateur) consiste à dessiner sur un ordinateur une géométrie 2D ou 3D, et d’en sortir
des plans de détail.
La FAO (Conception assistée par ordinateur) consiste à définir des parcours d’outil (usinages) sur une géométrie créée
en CAO, en précisant les outils et paramètres d’usinage nécessaires. L’avantage de cette méthode est d’éliminer la
plupart des erreurs de programmation grâce aux fonctions évoluées de vérification des usinages (simulation, vérification
solide).
La CN (Commande numérique) utilise le programme d’usinage généré par le système de CAO/FAO pour usiner la pièce
sur une Machine Outil.

Généralités sur la CAO/FAO/CN
Manuel d’auto-formation Mastercam Version 8 2-3
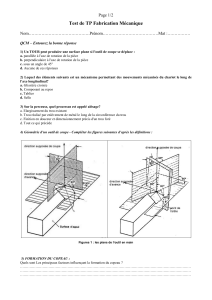
CAO
Quand vous créez des géométries dans Mastercam, il faut leur donner un nom. L’extension MC8 est ajoutée
automatiquement. Si vous avez nommé la pièce "PIECE1", elle sera stockée sous le nom PIECE1.MC8 sur le disque dur.
Les dimensions de la pièce sont ensuite automatiquement reconnuess par le système de FAO.
Géométrie CAO
FAO
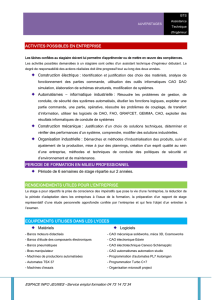
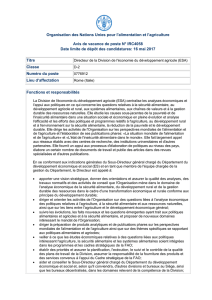
La géométrie sert à définir des formes, ou à définir des profils que l’outil devra suivre. Le fait de sélectionner une
géométrie s’appelle le chaînage, parce que la plupart du temps il s’agit d’entités liées les unes aux autres. Dans l’exemple
ci-dessous, seul le rectangle intérieur est chaîné. Toutes les autres lignes ne sont pas utilisées pour l’instant, même si
elles sont affichées à l’écran. Seules les lignes chaînées sont utilisées pour calculer le chemin d’outil.
Pièce avec géométrie chaînée
Quand le chaînage est terminé, il faut encore indiquer à l'ordinateur les paramètres de l'outil utilisé et les conditions de
coupe nécessaires (vitesse d'avance, rotation de la broche,…). Toutes ces informations seront utilisées pour créer le
parcours d'outil.

Chapitre 2
2-4 Manuel d’auto-formation Mastercam Version 8
Parcours d‘outil dans Mastercam
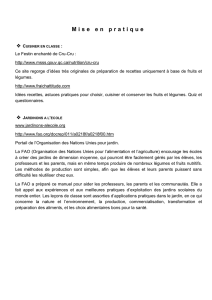
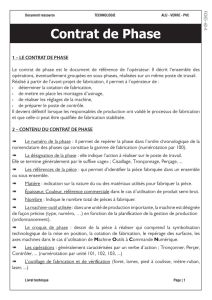
Le parcours d'outil est constitué de lignes et d'arcs, qui représentent le déplacement de l'outil.
Voir ci-dessous dans quel sens l’outil se déplace.
Déplacement d‘outil constitué de lignes
Vous pouvez observer qu'il y a un mouvement d'entrée et un mouvement de rétraction. Le parcours d'outil commence au
dessus de la pièce, et descend à la profondeur du contour. La fraise usine alors le contour proprement dit (la géométrie
chaînée) puis remonte en avance rapide. Un mouvement en avance rapide est un mouvement effectué à la vitesse
maximum possible par la machine.
Dans Mastercam, les parcours d'outil portent l'extension NCI. En général, ils sont appelés des fichiers NCI. Dans le cas
du fichier PIECE1.MC8 , le fichier NCI serait PIECE1.NCI.
Il se peut que la profondeur de la pièce soit trop importante et que l'usinage en une seule passe détèriore l'outil où la
pièce. Dans ce cas, il faut réaliser cet usinage en plusieurs passes et/ou avec plusieurs outils.
Pour que la machine-outil de fraisage puisse utiliser le parcours d'outil issu du fichier NCI, celui-ci doit être traduit dans un
langage compréhensible par la machine-outil. Dans Mastercam, cette traduction est réalisée par un post processeur. Un
post processeur est un programme qui convertit un fichier NCI en fichier de commande numérique. (Fichier CN). Chaque
post processeur est adapté spécifiquement à chaque machine-outil du fait de la grande variété de commandes
numériques existantes. Dans le cas du fichier PIECE1.NCI, le fichier CN obtenu serait PIECE1.NC.

Généralités sur la CAO/FAO/CN
Manuel d’auto-formation Mastercam Version 8 2-5
Voici quatre exemples de fichiers CN différents obtenus à partir du même fichier NCI, selon le post processeur utilisé.
Notez les différences :
D&M
G90
G70
G00
SPEED 2000
FEED 10
MOVE
X0.85 Y0.375 RAPID
ABS
Z0.6 FEED ABS
MOVE
Z-0.1 FEED ABS
Y2.125 FEED ABS
X1.475 FEED ABS
Y0.375 FEED ABS
X0.85 FEED ABS
MOVE
Z0.6 RAPID ABS
MOVE
X0. Y0. Z0. RAPID ABS
SPEED 0
M30
DYNA MECHTRONICS
001 START INS 01
002 FR XY = 10.
003 SETUP>ZCXYU
004 SPINDLE ON S2000
005 FR XYZ = 30.
006 GO X .85
007 GO Y .375
008 GO Z .6
009 FR Z = 5.
010 GO Z -.1
011 FR XY = 10.
012 GO Y 2.125
013 GO X 1.475
014 GO Y .375
015 GO X .85
016 FR XYZ = 30.
017 GO Z .6
018 SPINDLE OFF
019 END NEWPART
FANUC
%%
N001G90G80G40G00
N002M06T1H1
N003M03
N004G0X.85Y.375
N005G43H1Z.6
N006G1Z-.1F5.
N007Y2.125F10.
N008X1.475
N009Y.375
N010X.85
N011G0Z.6
N012G28M05
N013M30
%
LIGHT
N001G90G00M03
N002Z.6
N003G0X.85Y.375
N004G1Z-.1F5.
N005Y2.125F10.
N006X1.475
N007Y.375
N008X.85
N009G0Z.6
N010M05
N011X0.Y0.
N012M02
En Résumé:
Fichier de géométrie *******.MC8
Parcours d’outil *******.NCI
Fichier CN *******.NC
Le fichier CN obtenu est maintenant prêt à être envoyé à la machine-outil.
CN
L'appareil qui pilote la machine-outil à commande numérique est appelée une armoire CN. Cet appareil analyse les
données CN et les transforme en signaux électriques qui coordonnent les moteurs pour chaque mouvement sur la
machine. En bref, la machine-outil reçoit des ordres lui indiquant de se déplacer d'une position à une autre à une vitesse
donnée.
Par exemple, si la machine reçoit un code Z-5, elle va l’analyser et faire en sorte que le moteur de déplacement selon Z
provoque une descente de 5 mm (programmation relative).
La machine-outil va suivre ce processus pour tous les mouvements contenus dans le fichier CN jusqu'à ce que la pièce
soit entièrement usinée.
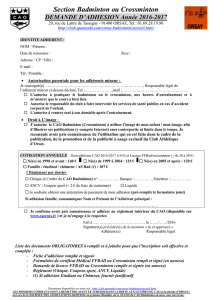
Passage de la CAO à la CN
 6
7
8
9
10
6
7
8
9
10
1
/
10
100%