Mesure de température par thermocouples : Guide pratique

1/6 www.ni.com
Mesure de températures par thermocouples: Guide
pratique
1.
2.
3.
4.
5.
6.
7.
Table des matières
Présentation des thermocouples
Fonctionnement d'un thermocouple
Considérations pour des mesures de thermocouples précises
Connecter un thermocouple à un instrument
Visualisation des mesures : NI LabVIEW
Matériels et logiciels recommandés
Présentations vidéo, tutoriaux et autres ressources sur les thermocouples
Présentation des thermocouples
Qualitativement, la température d'un objet est déterminée par la sensation de chaud ou de froid
ressentie en le touchant. Techniquement, la température est une mesure de l'énergie cinétique
moyenne des particules dans un échantillon de matière, exprimée en degrés sur une échelle
standard. Il est possible de mesurer la température de plusieurs façons différentes qui se
distinguent par le coût des équipements et la précision. Le thermocouple est l'un des capteurs les
plus couramment utilisés pour la mesure de températures, car il est relativement peu onéreux, tout
en étant précis, et peut fonctionner dans une large gamme de températures. Visionnez une vidéo d'une minute sur la façon d’effectuer une mesure par thermocouple.
Les principes fondamentaux des thermocouples ont été établis par Thomas Johann Seebeck en 1821, date à laquelle il a découvert qu'un conducteur génère une tension lorsqu'il est soumis à un
gradient de température. La mesure de cette tension nécessite l'utilisation d'un second matériau conducteur générant une tension différente pour un même gradient de température. Si le même
matériau est utilisé pour la mesure, la tension générée par le conducteur qui effectue la mesure annule tout simplement celle du premier conducteur. La différence de potentiel généré par les deux
matériaux de natures différentes peut être mesurée et associée au gradient de température correspondant. En s'appuyant sur le principe de Seebeck, il est clair que les thermocouples ne peuvent
mesurer que des différences de température et qu'ils nécessitent une température de référence connue pour obtenir une valeur.
L'effet Seebeck décrit la force électromotrice (FEM) ou la tension induite par le gradient de température le long du fil. La variation de la force électromotrice du matériau par rapport à une variation
de température est appelée coefficient de Seebeck ou sensibilité thermoélectrique. Ce coefficient est généralement une fonction non linéaire de la température.
Cependant, pour de petites variations de température sur la longueur d'un conducteur, la tension est à peu près linéaire, ce qui peut être représenté par l'équation suivante où est la variation de
tension, S le coefficient de Seebeck, et la variation de température :
(1)
Un thermocouple est créé lorsque deux métaux de natures différentes entrent en contact au niveau de l'une de leurs extrémités et que l'on effectue une mesure au niveau de leur autre extrémité,
créant ainsi une faible tension en circuit ouvert qui correspond à différence de température entre le point de contact et le point de mesure. La tension mesurée depuis le thermocouple est
équivalente à la différence entre la tension de Seebeck aux bornes de chaque conducteur, représentée par l'équation ci-dessus. S varie en fonction de la température, ce qui rend les tensions de
sortie des thermocouples non linéaires sur leurs gammes de fonctionnement.
Il existe plusieurs types de thermocouples, désignés par des lettres capitales indiquant leur composition conformément aux conventions ANSI (American National Standards Institute). Un
thermocouple de type J, par exemple, est constitué d'un conducteur en fer et d'un autre en constantan (alliage de cuivre et de nickel). Vous trouverez une liste exhaustive des thermocouples dans
le Tableau n°1.
Type de
thermocouple
Conducteurs – Positifs Conducteurs – Négatifs
B
Platine rhodié à 30 % Platine rhodié à 6 %
E
Alliage nickel/chrome Alliage cuivre/nickel
J
Fer Alliage cuivre/nickel
K
Alliage nickel/chrome Alliage nickel/aluminium
N
Alliage nickel/chrome/silicone Alliage nickel/silicone/magnésium
R
Platine rhodié à 13 % Platine
S
Platine rhodié à 10 % Platine
: Type de document Tutorial
: oui Supporté par NI
: 21 févr. 2012 Date de publication

2/6 www.ni.com
Tcuivre Alliage cuivre/nickel
Tableau n°1. Compositions et lettres désignant les thermocouples normalisés
Fonctionnement d'un thermocouple
Pour mesurer la température à l'aide d'un thermocouple, il ne suffit pas de connecter le thermocouple à un voltmètre ou à un autre dispositif de mesure, car la tension mesurée est proportionnelle à
la différence de température entre la jonction principale et la jonction au niveau de laquelle la tension est mesurée. Par conséquent, pour connaître la température précise à l'extrémité du
thermocouple, il faut également connaître la température présente à la jonction du thermocouple qui est connecté au matériel de mesure.
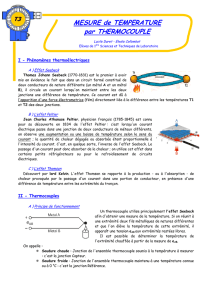
Figure n°1. Thermocouple de type J
La Figure n°1 représente un thermocouple de type J qui se trouve dans la flamme d'une bougie dont on souhaite mesurer la température Les deux fils du thermocouple sont connectés aux
terminaux en cuivre d'un matériel d'acquisition de données. Le circuit comporte trois jonctions métalliques de natures différentes : J1, J2 et J3. Cela se traduit par une tension de Seebeck entre J3
et J2 proportionnelle à la différence de température entre J1, qui est la température de la flamme de la bougie, et J2 et J3. J2 et J3 doivent être assez proches pour qu'on puisse partir du principe
qu'ils partagent la même température. Comme le fil en cuivre est connecté à la fois à J2 et J3, il n'y a pas de contribution de tension supplémentaire entre la différence de température de la
jonction J2/J3 et le point où la tension est mesurée par le matériel d'acquisition de données. Afin de déterminer la température au niveau de J1, vous devez connaître les températures des
jonctions J2 et J3. Vous pouvez ensuite utiliser la tension mesurée et la température connue de la jonction J2/J3 pour déduire la température au niveau de J1.
Les thermocouples ont besoin d'une température de référence pour compenser l'effet des soudures froides. La méthode la plus courante consiste à mesurer la température à la jonction de
référence avec un capteur de température à mesure directe, puis à appliquer cette mesure de température de soudure froide à la valeur de la tension pour déterminer la température mesurée par
le thermocouple. Ce processus est appelé compensation de soudure froide (CSF). Comme la finalité de la CFS est de compenser la température connue de la soudure froide, une autre méthode
moins courante consiste à porter la jonction du métal du thermocouple avec le cuivre à une température connue, par exemple 0 ºC, en l'immergeant dans un bain de glace, puis en connectant le
câble de cuivre de chaque jonction à un matériel de mesure de tension. Si vous utilisez la première méthode, vous pouvez simplifier le calcul de la compensation de soudure froide en tirant parti
des caractéristiques de thermocouples suivantes.
En ayant recours à la loi des métaux intermédiaires et en posant quelques hypothèses simples, vous constaterez que la tension mesurée dépend du type et de la tension du thermocouple, ainsi
que de la température de la soudure froide. La tension mesurée est indépendante de la composition des fils de mesure et des soudures froides, J2 and J3.
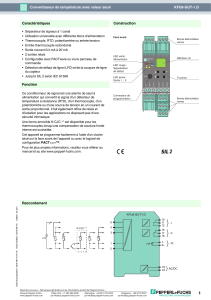
D'après la loi des métaux intermédiaires, illustrée par la Figure n°2, l'insertion de n'importe quel type de fil dans un circuit de thermocouple n'a aucune influence sur la sortie tant que les deux
extrémités de ce fil sont à la même température, c'est-à-dire isothermes.
Figure n°2. Lois des métaux intermédiaires
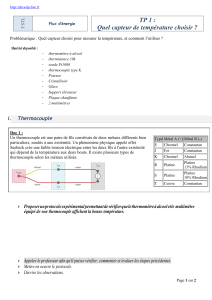
Le circuit de la Figure n°3 est semblable à celui décrit précédemment dans la Figure n°1, mais un fil de constantan est inséré juste avant la jonction J3, et les jonctions sont supposées être
maintenues à des températures identiques. En supposant que les jonctions J3 et J4 se trouvent à la même température, la loi des métaux intermédiaires indique que le circuit de la Figure n°3 est
équivalent d'un point de vue électrique au circuit de la Figure n°1. Par conséquent, tout résultat provenant du circuit de la Figure n°3 s'applique également au circuit de la Figure n°1.
Figure n°3. Insertion d'un fil supplémentaire dans la zone isotherme
Dans la Figure n°3, les jonctions J2 et J4 sont du même type (cuivre-constantan). Comme ils sont tous les deux dans la zone isotherme, J2 et J4 sont aussi à la même température.
Les tableaux de référence de thermocouples NIST sont générés avec la jonction de référence maintenue à 0 °C, par conséquent, pour déterminer la température sur la jonction du thermocouple,
vous pouvez démarrer avec l'équation 2 ci-dessous, où V est la tension mesurée par le matériel d'acquisition de données et V (T – T ) est la tension de Seebeck créée par la différence
MEAS TC TC ref
entre T (la température sur la jonction du thermocouple) and T (la température à la jonction de référence) :
TC ref
Équation 2 : V = V (T – T )
MEAS TC TC ref

3/6 www.ni.com
Vous pouvez réécrire l'équation 2 sous la forme de l'équation 3 dans laquelle V (T ) est la tension mesurée par le thermocouple en supposant une température de jonction de référence de 0
TC TC
°C, et V (T ) est la tension qui serait générée par le même thermocouple à la température de référence actuelle en supposant une jonction de référence de 0 °C :
TC ref
Équation 3 : V = V (T ) - V (T )
MEAS TC TC TC ref
Équation 4 : V (T ) = V + V (T )
TC TC MEAS TC ref
Dans l'équation 4, la tension calculée du thermocouple suppose une jonction de référence de 0 °C. Par conséquent, en mesurant V et T et en connaissant le rapport tension/température du
MEAS ref
thermocouple, il est possible de déterminer la température au niveau de la soudure principale du thermocouple.
Deux techniques permettent de mettre en œuvre la compensation de soudure froide lorsque la jonction de référence est mesurée avec un capteur à lecture directe : la compensation matérielle et
la compensation logicielle Un capteur à lecture directe possède une sortie qui ne dépend que de la température du point de mesure. Des capteurs de type semi-conducteurs, des thermistances ou
des RTD sont couramment utilisés pour mesurer la température de la jonction de référence. Par exemple, plusieurs matériels de mesure par thermocouple de National Instrument intègrent des
thermistances de haute précision situées à proximité des borniers à vis de connexion des fils du thermocouple.
Avec la compensation matérielle, une source de tension variable est insérée dans le circuit pour annuler l'influence de la température de soudure froide. La source de tension variable génère une
tension de compensation en fonction de la température ambiante, ce qui permet à la température d'être calculée en supposant une valeur constante pour V (T ) dans les équations 3 et 4. Avec
TC ref
la compensation matérielle, il n'est pas nécessaire de connaître la température au niveau des terminaux du système d'acquisition de données lors du calcul de la température du thermocouple.
Cela simplifie l'équation de mise à l'échelle. Le principal inconvénient de la compensation matérielle est que chaque type de thermocouple doit être doté d'un circuit de compensation indépendant
pour ajouter la tension de compensation appropriée. Cela renchérit considérablement le coût du circuit. En général, une compensation matérielle est aussi moins précise qu'une compensation
logicielle.
La deuxième méthode consiste à utiliser une compensation de soudure froide logicielle. Après la mesure de la température de la jonction de référence par un capteur à lecture directe, le logiciel
peut ajouter la valeur de tension appropriée à la tension mesurée pour compenser la température de la soudure froide. L'équation 3 indique que la tension mesurée, V , est égale à la
MEAS
différence entre les tensions au niveau de la soudure chaude (thermocouple) et au niveau de la soudure froide.
Les tensions de sortie du thermocouple sont fortement non linéaires ; quant au coefficient de Seebeck, il peut varier d'un facteur de trois, voire davantage, sur la gamme de températures de
fonctionnement de certains thermocouples. Pour cette raison, vous devez, soit approximer la courbe de tension/température du thermocouple à l'aide de polynômes, soit utiliser une table de
référence. Les polynômes sont de la forme suivante où v est la tension du thermocouple en volts, T est la température en degrés Celsius et a à a sont des coefficients spécifiques à chaque type
0 n
de thermocouples :
Équation 5 : T = a + a v + a v + ... + a v
0 1 2 2nn
Considérations pour des mesures de thermocouples précises
En règle générale, les signaux de sortie d'un thermocouple sont situés dans la gamme des millivolts et ont une sensibilité très basse de la température par rapport à la tension, ce qui signifie que
vous devez faire très attention aux sources d'erreurs susceptibles d'influencer la précision de vos mesures. Les principales sources d'erreurs à prendre en considération dans le cadre des mesures
par thermocouples sont le bruit, les erreurs de gain et d'offset, la précision de la compensation de soudure froide, et les erreurs de thermocouple.
Erreurs causées par la compensation de soudure froide
Les erreurs dues à la compensation de soudure froide (CSF) représentent la différence entre la température réelle au point de connexion entre le thermocouple et le matériel de mesure
(température de soudure froide), et la température mesurée par le matériel. L'erreur due à la CSF est souvent l'un des critères les plus déterminants pour la précision globale. L'erreur due à la
compensation de soudure froide comprend l'erreur causée par le capteur de température de la CSF (le plus souvent une thermistance) utilisé pour mesurer la température de soudure froide,
l'erreur générée par le matériel mesurant le capteur de la CSF, et le gradient de température entre la soudure froide et le capteur de la CSF. De ces trois erreurs, le gradient de température entre
la soudure froide et le capteur de la CSF est généralement le plus important, et c'est d'ordinaire lui qui varie le plus. L'erreur générée par le capteur de la CSF peut être déterminante dans de
nombreux matériels ; cependant, les thermistances haute précision ou les capteurs de température à résistance (RTD) avec de petites erreurs sont courants dans de nombreux équipement haut
de gamme pour des mesures par thermocouple.
L'erreur provenant du gradient de température entre la soudure froide et le capteur CSF est celle sur laquelle vous avez généralement le plus de contrôle. Bien souvent, un dispositif à
thermocouple bien conçu peut considérablement minimiser cette erreur ; cependant, l'amplitude de cette dernière dépend de l'environnement dans lequel le thermocouple est utilisé. Étant donné
que l'erreur provient de la différence de température entre la soudure froide et le capteur de la CSF, tout ce qui peut introduire un gradient au niveau du dispositif de mesure par thermocouple
influence cette erreur. Maintenir votre dispositif dans un environnement stable avec une variation de température minimale et une faible circulation d'air est la meilleure façon d'améliorer la
précision de la CSF. Des sources de chaleur adjacentes, comme d'autres instruments, peuvent également avoir des répercussions sur la précision de la CSF. Certains dispositifs ont un seul
capteur de CSF pour plusieurs voies, tandis que d'autres ont plusieurs capteurs de CSF. De manière générale, les dispositifs avec un faible rapport voies/capteurs de CSF sont moins sujets aux
erreurs provenant de gradients de température. Reportez-vous à la documentation du matériel pour en savoir plus sur la précision de la CSF et trouver des conseils pour améliorer la précision de
CSF globale.
Erreurs de gain et d'offset
Étant donné que les thermocouples génèrent souvent des signaux très proches de 0 V et ont une gamme d'entrée complète mesurée en millivolts, les erreurs d'offset provenant du matériel de
mesure peuvent contribuer grandement à la précision globale. Plusieurs dispositifs intègrent une fonction de mise à zéro automatique qui mesure automatiquement l'offset interne du circuit. Si un
dispositif supporte la mise à zéro automatique, c'est souvent le meilleur moyen de compenser les erreurs d'offset et la dérive d'offset dans le dispositif de mesure. Consultez la documentation du
matériel pour savoir s'il supporte la mise à zéro automatique. Si la mise à zéro automatique n'est pas supportée, prêtez une attention particulière à la contribution de la spécification de l'erreur
d'offset sur la précision globale du dispositif de mesure, et assurez-vous que le matériel est régulièrement étalonné.
Les erreurs de gain sont proportionnelles à la tension d'entrée ; c'est pourquoi elles ont généralement un impact plus grand lorsque les thermocouples mesurent des températures à la limite de la
gamme supportée.
Erreurs dues au bruit
Les signaux de sortie d'un thermocouple sont généralement situés dans la gamme des millivolts, ce qui les rend sensibles au bruit. Le bruit peut être introduit soit par l'environnement externe, soit
par le matériel de mesure. Des filtres passe-bas sont couramment utilisés dans les systèmes d'acquisition de données par thermocouples pour éliminer efficacement le bruit haute fréquence dans
ce type de mesures. Par exemple, les filtres passe-bas sont utiles pour éliminer le bruit généré par les lignes électriques à 50 et 60 Hz, présent dans de nombreuses installations de laboratoires et

4/6 www.ni.com
d'usines.
Pour des matériels de mesure avec une large gamme d'entrée, vous pouvez également améliorer les performances de votre système en matière de bruit en amplifiant les tensions bas niveau
provenant d’un thermocouple à proximité de la source de signaux pour correspondre à la gamme de sortie des thermocouples. Comme les niveaux de tension de sortie d'un thermocouple sont très
faibles, il convient de choisir un gain ou une gamme d'entrée pour le matériel qui optimise les limites d'entrée du convertisseur analogique/numérique (CAN). La gamme de sortie de tous les types
de thermocouples est située entre -10 mV et 80 mV.
Une autre source de bruit est due au montage ou à la soudure des thermocouples directement à un matériau conducteur, tel que l'acier, ou à leur immersion dans des liquides conducteurs tels que
l'eau. Lorsqu'ils sont connectés à un matériau conducteur, les thermocouples sont particulièrement sensibles au bruit de mode commun et aux boucles de masse. L'isolation permet d'empêcher la
survenue de boucles de masse et peut considérablement améliorer la réjection du bruit de mode commun. L'isolation est nécessaire lorsque la tension de mode commun est importante, en effet
les amplificateurs non isolés ne peuvent pas mesurer des signaux présentant de telles tensions.
Erreurs causées par les thermocouples
Ces erreurs sont introduites par le thermocouple. La tension générée par le thermocouple est proportionnelle à la différence de température entre le point de mesure de la température et son point
de connexion au matériel. Les gradients de températures à travers le fil du thermocouple peuvent introduire des erreurs dues aux impuretés dans les métaux, qui peuvent être importantes en
fonction ??? des matériels de mesure. Reportez-vous à la documentation sur les thermocouples pour comprendre l'incidence de sa précision sur la mesure globale.
Connecter un thermocouple à un instrument
Les mesures par thermocouples sont courantes mais les exigences des applications peuvent considérablement varier. C'est pourquoi National Instruments propose de nombreuses options
permettant de mesurer des températures allant d'une à plus de 1000 voies.
Les mêmes procédures s'appliquent pour connecter un thermocouple à différents instruments. Pour cette section, prenons un exemple utilisant un châssis ou et unNI cDAQ-9178 NI cDAQ-9174
module thermocouple de la Série C ou .NI 9211 NI 9213
Les matériels suivants sont requis :
un châssis Hi-Speed USB à huit emplacements ou à quatre emplacements pour NI CompactDAQNI cDAQ-9178 NI cDAQ-9174
un module d'entrée de thermocouple quatre voies, 14 kéch./s, 24 bits, ±80 mV NI 9211
Ou
un module d'entrée de thermocouple 16 voies, 1200 éch./s (total), 24 bits, ±78 mV NI 9213
un thermocouple (de type J, K, T, E, N, B, R ou S)
Figure n°4. Système NI CompactDAQ avec module thermocouple NI 9211 ou NI 9213
Le module est doté d'un bornier à vis amovible à 10 terminaux qui permet de connecter quatre voies d'entrées de thermocouple. Chaque voie a un terminal auquel peut être connecté le filNI 9211
positif du thermocouple, TC+, et un autre auquel peut être connecté le fil négatif du thermocouple, TC–. Le est également pourvu d'un terminal commun, COM, connecté de manièreNI 9211
interne à la référence à la masse isolée du module. Reportez-vous à la Figure n°5 afin de connaître l'affectation des terminaux pour chaque voie.

5/6 www.ni.com
Figure n°5. Affectation des terminaux 9211
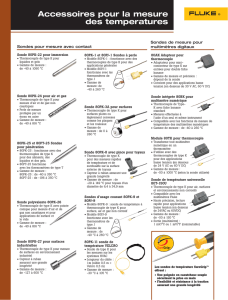
Pour un nombre de voie plus élevé et une fréquence d'échantillonnage plus rapide, le module NI 9213 intègre un connecteur à ressorts amovible à 36 terminaux pour 16 connexions de
thermocouple. Reportez-vous à la Figure n°6 pour l'affectation des terminaux et à la Figure n°7 pour un schéma des connexions.
Figure n°6. Affectation des terminaux 9213
Figure n°7. Schéma des connexions du module NI 9213
Visualisation des mesures : NI LabVIEW
 6
6
1
/
6
100%