outils pratiques - CTTC | Centre de transfert de technologies

1
CENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUESCENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUES
Au travers de ce catalogue, nous avons essayé
de rendre accessible le plus simplement possible
l’ensemble des analyses et essais que le CTTC
est susceptible de proposer.
Ceux-ci sont regroupés par type de propriétés
(mécanique, thermique, …) et chaque analyse
fait référence à une norme ou un protocole
interne pour sa réalisation afin de garantir
la qualité des résultats.
La première partie du catalogue présente
quelques notions sur les caractérisations
des matériaux céramiques dans le but de
préciser quel type d’information les différentes
analyses permettent d’obtenir et comment
exploiter les résultats.
Vous trouverez également à la fin du catalogue,
quelques outils pratiques et définitions
afin que ce dernier devienne un véritable
outil de travail.
Soyez assurés de l’engagement du CTTC
pour la qualité de ses résultats,
la réactivité de son personnel et l’écoute
de vos besoins.
Christophe CHAPUT
Directeur Général du CTTC
Édito
Édito
Le CTTC
Le CTTC
Le Centre de Transfert de Technologies Céramiques
constitué sous forme associative loi 1901,
a pour mission d’entreprendre toutes actions
de nature à créer, favoriser, aider, promouvoir
et développer les entreprises céramiques
ou utilisatrices grâce à un transfert de technologies.
Sa plate-forme technologique est dédiée
aux céramiques techniques et principalement
aux procédés céramiques, ainsi qu’à la caractérisation
des matériaux.
Les secteurs concernés sont par exemple
l’environnement, l’électronique, la métallurgie,
l’automobile… Le CTTC compte parmi ses références
des grands groupes comme l’Air Liquide, Snecma,
Cogema, EADS, Alcatel, Framatome,…
ainsi que de nombreuses PME/PMI.

1
CENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUESCENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUES
Au travers de ce catalogue, nous avons essayé
de rendre accessible le plus simplement possible
l’ensemble des analyses et essais que le CTTC
est susceptible de proposer.
Ceux-ci sont regroupés par type de propriétés
(mécanique, thermique, …) et chaque analyse
fait référence à une norme ou un protocole
interne pour sa réalisation afin de garantir
la qualité des résultats.
La première partie du catalogue présente
quelques notions sur les caractérisations
des matériaux céramiques dans le but de
préciser quel type d’information les différentes
analyses permettent d’obtenir et comment
exploiter les résultats.
Vous trouverez également à la fin du catalogue,
quelques outils pratiques et définitions
afin que ce dernier devienne un véritable
outil de travail.
Soyez assurés de l’engagement du CTTC
pour la qualité de ses résultats,
la réactivité de son personnel et l’écoute
de vos besoins.
Christophe CHAPUT
Directeur Général du CTTC
Édito
Édito
Le CTTC
Le CTTC
Le Centre de Transfert de Technologies Céramiques
constitué sous forme associative loi 1901,
a pour mission d’entreprendre toutes actions
de nature à créer, favoriser, aider, promouvoir
et développer les entreprises céramiques
ou utilisatrices grâce à un transfert de technologies.
Sa plate-forme technologique est dédiée
aux céramiques techniques et principalement
aux procédés céramiques, ainsi qu’à la caractérisation
des matériaux.
Les secteurs concernés sont par exemple
l’environnement, l’électronique, la métallurgie,
l’automobile… Le CTTC compte parmi ses références
des grands groupes comme l’Air Liquide, Snecma,
Cogema, EADS, Alcatel, Framatome,…
ainsi que de nombreuses PME/PMI.

3
CENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUES
2
NOTIONS SUR LES CARACTERISATIONS
DES MATERIAUX CERAMIQUES 4
CARACTERISATION PHYSIQUE DES POUDRES
Densité par pycnométrie à hélium 13
Analyse granulométrique par diffraction laser 14
Surface spécifique (BET) par adsorption gazeuse 15
Ecoulement d’une poudre 16
CARACTERISATION THERMIQUE
Résistance au choc thermique par trempe 17
Analyse Thermogravimétrique (ATG) 18
Analyse Thermique Différentielle (ATD) 18
Mesure de la perte au feu 19
Analyse dimensionnelle (dilatation/retrait) 20
CARACTERISATION MECANIQUE
Détection des fissures et autres défauts de surface par ressuage 21
Résistance mécanique en flexion 3 ou 4 points 22
Résistance mécanique en compression 23
Analyse statistique de Weibull 24
Module élastique (module d’Young) par flexion 25
CARACTERISATION MICROSTRUCTURALE
Densité apparente par pesée hydrostatique 26
Porosité ouverte par intrusion de mercure 27
Porosité ouverte par pesée hydrostatique 28
Analyse par microscopie optique conventionnelle (MO) 29
Analyse par microscopie électronique à balayage (MEB) 29
CARACTERISATION CHIMIQUE
Composition chimique par analyse X dispersive en énergie (EDS) 30
CARACTERISATION RHEOLOGIQUE
Ecoulement 31
Paramètres viscoélastiques 31
Thixotropie 31
Autres paramètres 31
MISE EN FORME - PRESTATIONS
Broyage 33
Sélection 34
Granulation – Atomisation 35
Pressage 36
Cuisson 37
OUTILS PRATIQUES
Classification périodique des éléments 39
Grandeurs physiques de céramiques 40
Outils de conversion 42
Conversion US mesh-Microns 44
Formules 45
Thermocouples (types et codes couleur) 46
Lexique technique 47
CONDITIONS GENERALES DE VENTE 52
Sommaire
Sommaire
CENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUES

3
CENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUES
2
NOTIONS SUR LES CARACTERISATIONS
DES MATERIAUX CERAMIQUES 4
CARACTERISATION PHYSIQUE DES POUDRES
Densité par pycnométrie à hélium 13
Analyse granulométrique par diffraction laser 14
Surface spécifique (BET) par adsorption gazeuse 15
Ecoulement d’une poudre 16
CARACTERISATION THERMIQUE
Résistance au choc thermique par trempe 17
Analyse Thermogravimétrique (ATG) 18
Analyse Thermique Différentielle (ATD) 18
Mesure de la perte au feu 19
Analyse dimensionnelle (dilatation/retrait) 20
CARACTERISATION MECANIQUE
Détection des fissures et autres défauts de surface par ressuage 21
Résistance mécanique en flexion 3 ou 4 points 22
Résistance mécanique en compression 23
Analyse statistique de Weibull 24
Module élastique (module d’Young) par flexion 25
CARACTERISATION MICROSTRUCTURALE
Densité apparente par pesée hydrostatique 26
Porosité ouverte par intrusion de mercure 27
Porosité ouverte par pesée hydrostatique 28
Analyse par microscopie optique conventionnelle (MO) 29
Analyse par microscopie électronique à balayage (MEB) 29
CARACTERISATION CHIMIQUE
Composition chimique par analyse X dispersive en énergie (EDS) 30
CARACTERISATION RHEOLOGIQUE
Ecoulement 31
Paramètres viscoélastiques 31
Thixotropie 31
Autres paramètres 31
MISE EN FORME - PRESTATIONS
Broyage 33
Sélection 34
Granulation – Atomisation 35
Pressage 36
Cuisson 37
OUTILS PRATIQUES
Classification périodique des éléments 39
Grandeurs physiques de céramiques 40
Outils de conversion 42
Conversion US mesh-Microns 44
Formules 45
Thermocouples (types et codes couleur) 46
Lexique technique 47
CONDITIONS GENERALES DE VENTE 52
Sommaire
Sommaire
CENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUES

4 5
Ces deux techniques calculent généralement un diamètre équivalent de particules sphériques.
Dans le cas de particules sphériques ou équiaxes, la valeur calculée est donc proche de la valeur
réelle, par contre, dans le cas de particules anisotropes, il s'agit d'une valeur théorique approchée.
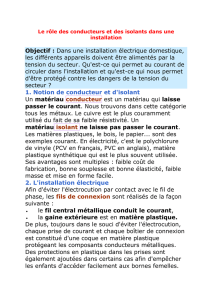
Exemple de répartition
granulométrique obtenue
sur une poudre d’alumine
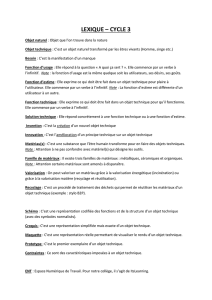
Outre leur taille, les particules se différencient également par leur forme. Celle-ci est dictée par la
nature du réseau d'atome (maille cristalline) et par les procédés d'obtention des poudres. Les par-
ticules peuvent ainsi être sphéroïdales, équiaxes, se présenter sous forme de plaquettes, de fibres
ou d'aiguilles. On peut définir un cœfficient d'anisotropie, qui correspond au rapport de la plus
grande dimension de la particule sur la plus petite. La microscopie optique conventionnelle ou
électronique à balayage
(voir p.29)
permet d'observer la forme et de caractériser l'anisotropie
des particules. Des particules à cœfficient d'anisotropie élevé présentent une faible aptitude à
l'empilement (structure poreuse) et conduisent à un comportement des suspensions rhéoépaissis-
sant pour de faibles concentrations en poudre. Les techniques d’analyse d’images permettent de
quantifier ce type de paramètres.
Exemples d’observation de poudres au microscope électronique à balayage
Surface spécifique
La surface spécifique d'une poudre correspond à la surface développée par unité de masse, poro-
sité ouverte comprise. Elle rend compte de la forme des particules et de la rugosité de leur surfa-
ce. La comparaison de la surface spécifique et de la taille mesurée des particules renseigne sur
l'état d'agglomération de la poudre. La technique de mesure granulométrique verra l'agglomé-
rat poreux tandis que la mesure de surface spécifique verra la surface des particules constituant
ces agglomérats. La surface spécifique peut varier de quelques dizaines de cm2/g à quelques cen-
taines de m2/g, la valeur moyenne des poudres céramiques couramment employées étant com-
prise entre 3 et 15 m2/g.
Plus la surface spécifique d'une poudre est élevée, plus la tendance à l'agglomération est forte,
mais plus la réactivité au frittage est importante.
La surface spécifique est classiquement mesurée par adsorption d’un gaz dans des conditions
sèches
(p.15).
Une technique utilisant l’adsorption moléculaire sélective dans des suspensions
aqueuses est parfois rencontrée.
Le calcul de la surface spécifique utilise la méthode BET 5 points.
ÉCOULEMENT DES POUDRES
Parmi les procédés de mise en forme des céramiques, le pressage requiert un bon écoulement de
la poudre et un remplissage homogène de la matrice ou du moule afin d’obtenir des densités uni-
formes de façon reproductible.
Afin de déterminer cette coulabilité, on utilise une méthode normalisée
(voir p.16).
NOTIONS SUR LES CARACTÉRISATIONS
DES MATÉRIAUX CÉRAMIQUES
Quelque soit le procédé de mise en forme utilisé, l’élaboration d’une pièce céramique implique
une séquence d'opérations qui modifie les caractéristiques chimiques et physiques du système.
L’amélioration des propriétés de l’objet final et de leurs reproductibilités (fiabilité), nécessite donc
l'identification de ces caractéristiques, à chaque étape du procédé.
Les poudres céramiques présentent des caractéristiques chimiques et physiques très diverses qu'il est
nécessaire de contrôler pour fabriquer des pièces aux propriétés désirées et de façon reproductible.
Ainsi, la taille et la répartition en taille des particules, leur forme et leur état d'agglomération,
leur surface spécifique, leur degré de pureté et la nature chimique de leur surface ont une
influence déterminante.
CARACTÉRISTIQUES CHIMIQUES
Elles concernent principalement le degré de pureté des poudres et la nature de la surface des par-
ticules. La pureté est liée à la provenance des matières premières et aux procédés de transforma-
tion qui entraînent la présence d'impuretés (fer, métaux lourds, sels, carbone...). Elle va condi-
tionner en grande partie la réactivité au frittage, avec la formation éventuelle d'une seconde
phase intergranulaire, et les propriétés finales de la pièce (mécaniques, chimiques, électriques...).
Les propriétés de surface des particules contrôlent les mécanismes d'adsorption d'espèces et les
mécanismes de dissolution. Elles vont gouverner les propriétés de dispersion, d'homogénéité et le
comportement rhéologique des suspensions et des pâtes céramiques.
CARACTÉRISTIQUES PHYSIQUES
Les caractéristiques physiques d'une poudre sont, i) la masse volumique, ii) la taille et la forme des
particules, iii) la surface spécifique.
Masse volumique
La masse volumique théorique correspond à la masse par unité de volume du matériau dense ou
des particules denses sans porosité. Elle est calculée.
La masse volumique apparente d’un matériau tient compte de sa porosité ouverte et fermée. Elle
peut être mesurée et il est souvent intéressant de la connaître avant mise en forme de la poudre.
Cette analyse est effectuée avec un pycnomètre à hélium
(voir p.13).
Taille et forme des particules
La granulométrie des particules céramiques peut varier fortement suivant la finalité des produits.
Dans le cas des matériaux pour le réfractaire ou l'industrie du bâtiment, la taille des particules
varie entre un micromètre et quelques millimètres. A l'opposé, certaines poudres synthétisées par
voie chimique ont une taille voisine de la dizaine de nanomètres. De façon générale, l'échelle
varie de quelques microns à quelques dizaines de micromètres dans le cas des céramiques tradi-
tionnelles, tandis qu'elle est comprise entre 0,1 et 100 µm pour les céramiques techniques.
Une poudre est caractérisée par l'étendue de la distribution en taille des particules et par le dia-
mètre médian (notée d50), taille pour laquelle 50% de la population de particules a une taille
inférieure à d50 (figure ci-contre). De même, on définit un d90 et un d10.
Ces caractéristiques peuvent être déterminées par différentes techniques mais les plus souvent
rencontrées en céramique sont la méthode de sédimentation (détection par absorption des RX)
ou, comme au CTTC, la méthode de diffraction laser
(voir p.14).
CENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUESCENTRE DE TRANSFERT DE TECHNOLOGIES CERAMIQUES
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
1
/
54
100%