- johnson

Nitinol – Janvier 2008
JMB OVERVIEW Metal
Joining
Jewellery
& Watches
Chemicals
& Noble Metals
Refining
Historique
Page 2
Propriétés
Page 4
Applications
Page 9
Transformation
Page 14

Nitinol Janvier 2008
2
HISTORIQUE
La mémoire de forme est une propriété de certains matériaux déjà connue dans
l’antiquité, dans le cas de pots en argile. Lors de leur fabrication, lorsqu’un défaut
apparaissait, comme une déformation en creux, et était corrigé alors que l’argile res-
tait encore malléable, cela n’améliorait pas beaucoup le résultat car le défaut faisait
à nouveau son apparition après la cuisson.
Il a fallu attendre le vingtième siècle pour constater que des alliages métalliques
présentent un effet comparable. La transformation de la microstructure, qui provo-
que les caractéristiques de mémoire de forme, a été découverte en 1932 à partir
d’un alliage or-cadmium. Une transformation compatible a été également observée
en 1938 avec un alliage à base de laiton.
Mais c’est seulement en 1951 que l’effet mémoire de forme a pu être constaté même
dans un lingot composé d’un alliage or-cadmium, par Read et ses collaborateurs.
En 1962, au Naval Ordinance Laboratory (NOL), Buehler et al.2 découvrirent un
alliage de nickel-titane qui présentait également un effet de mémoire de forme.
En faisant varier le pourcentage de nickel, il était possible de régler la température
à laquelle se produisait la transformation de la microstructure de moins de 0 °C
à 100 °C. Ce groupe des alliages nickel-titane reçut alors l’appellation NiTiNOL
d’après les symboles de ses constituants ainsi que l’abréviation de l’institut.
Bien que plusieurs autres alliages à mémoire de forme aient été découverts depuis
lors, le nitinol est resté le plus répandu et utilisé. Cela vient du fait, d’une part, que
cet alliage est composé de constituants facilement disponibles et de coûts raison-
nables, et d’autre part que le nitinol fait preuve d’un effet de mémoire de forme
nettement plus marqué par rapport à d’autres alliages comparables. De plus, il ré-
siste mieux à la surchauffe, et il peut subir un nombre considérablement plus impor-
tant de cycles de déformation sans déperdition de l’effet de mémoire de forme.
Tableau 1: Caractéristiques techniques et économiques d’importants alliages
à mémoire de forme
Paramètres NiTi CuZnAl CuAlNi
Densité [g/cm3] 6.4 ... 6.5 7.8 ... 8.0 7.1 ... 7.2
Résistance à la traction [Mpa] 800 ... 2000 400 ... 700 700 ... 800
Tension admissible adm [Mpa] 250 75 100
Allongement à la rupture [%] 40 ... 50 10 ... 15 5 ... 6
Temp. As max. [°C] 120 120 170
Résistance à la surchauffe [°C] 400 160 300
Effet unidirectionnel max. ⑀1 [%] 8 4 5
Effet bidirectionnel max. ⑀2 [%] 4 1 1.2
Nombre de cycles [n] 100 000 10 000 1000
Affaiblissement de l’intensité de l’effet [%] 0 env. 10 env. 10
1 L.C. Chang and T.A. Read, Trans. AIME, 1951, v. 191, p. 47
2 W.J. Buehler, J.V. Gilfrich, R.C. Wiley, J. Applied Physics, v. 34, 1963, p. 1475

Janvier 2008
3
Nitinol
Au cours des quelques années suivant la découverte du nitinol, d’autres alliages
présentant un effet de mémoire de forme ont été découverts. Comme le montre le
tableau 2, il s’agit en partie de métaux onéreux ou exotiques, voire même toxiques.
Par conséquent, en plus du nitinol, seuls les alliages contenant du cuivre sont inté-
ressants du point de vue commercial.
Tableau 2: Alliages à mémoire de forme
Alliage Composition Gamme de températures Hystérésis [°C]
de transformation [°C] env.
AgCd 44 ... 49 % at. Cd –190 ... –50 15
AuCd 46.5 ... 50 % at. Cd 30 ... 100 15
CuAlNi 14 ... 14.5 % pond. Al –140 ... 100 35
3 ... 4.5 % pond. Ni
CuSn env. 15 % at. Sn –120 ... 30
CuZn 38.5 ... 41.5 % pond. Zn –180 ... –10 10
CuZnX (X = Si, Sn, Al) qques % pond. X –180 ... 200 10
InTl 18 ... 23 % at. Tl 60 ... 100 4
NiAl 36 ... 38 % at. Al –180 ... 100 10
NiTi 49 ... 51 % at. Ni –50 ... 110 30
FePt env. 25 % at. Pt env. –130 4
MnCu 5 ... 35 % at. Cu –250 ... 180 25
FeMnSi 32 % pond. Mn, 6 % pond. Si –200 ... 150 100
Des alliages nickel-titane ont surtout été fabriqués au cours des années 1960–
1970 par de nombreuses entreprises. Néanmoins, le succès était souvent mitigé.
Un grand nombre de brevets a été déposé pour des produits possibles, mais la
plupart d’entre eux ne furent jamais suivis d’applications. La toute première utili-
sation commerciale a été lancée par la Foxboro Instruments Company, qui a mis
au point un actuateur à goupille pour un enregistreur à papier déroulant. En 1969,
la Raychem Corporation de Menlo Park a élaboré un produit qui est resté jusqu’à
aujourd’hui la principale application du nitinol: Cryofi t®, un manchon de couplage
pour les circuits hydrauliques.
Des millions de ces manchons ont été utilisés sans la moindre panne. Environ à
la même époque, le nitinol a fait également son apparition en orthodontie car, en
raison de ses caractéristiques de superélasticité, il convenait parfaitement aux ap-
pareils dentaires. Au cours des années quatre-vingt, le Japon et la Russie se sont
également lancés dans la mise au point d’alliages de nitinol. La commercialisation
des nouveaux produits reposait surtout sur les caractéristiques de superélastici-
té. Jusqu’au début des années quatre-vingt-dix, un nombre croissant d’entreprises
fabriqua des produits à base de nitinol. La société Shape Memory Applications Inc.,
rachetée en 2001 par Johnson Matthey, fabrique une gamme étendue d’alliages à
base de nitinol disponibles sous de nombreuses formes, ou comme produits fi nis.
Ces alliages sont fabriqués principalement pour des applications médicales, mais
d’autres secteurs industriels ont également découvert le nitinol.
Manchons de couplage Cryofit®

Nitinol Janvier 2008
4
PROPRIÉTÉS DU NITINOL
Les tableaux 1 et 2 présentent de petits synoptiques des caractéristiques méca-
niques des alliages à base de nickel-titane. Néanmoins, leurs propriétés les plus in-
téressantes sont l’effet de mémoire de forme et la superélasticité. D’où proviennent
ces effets et comment pouvons-nous les expliquer?
L’effet de mémoire de forme
Il est le résultat de transformations de la structure réticulaire du métal. A tempéra-
ture normale, la structure métallique est présente dans la structure martensitique.
Lorsque la température est plus élevée, un changement de phase se produit dans la
structure austénitique. Ce type de changement de phase se retrouve dans différents
métaux et alliages métalliques. Cependant, la manière dont ces transformations
se produisent est inhabituelle dans le cas du nitinol, ou des alliages à mémoire de
forme en général. D’une part, elles sont réversibles sans que des défauts de plasti-
cité n’interviennent, et d’autre part elles se déroulent sans diffusion, ce qui signifi e
que les atomes ne changent pas de place dans la structure réticulaire. De surcroît,
les transformations martensitiques se produisent sans modifi cation de volume, con-
trairement au cas de l’acier, pour lequel une modifi cation considérable du volume
intervient. La raison pour laquelle le volume reste identique pendant le changement
de phase est que les nouvelles structures réticulaires peuvent se produire par sim-
ple déformation de cisaillement. Cela s’accompagne d’une disposition jumelée bien
ordonnée des mailles élémentaires.
Pour résumer encore une fois, l’effet de mémoire de forme repose sur la modifi cation
de phase sans diffusion et réversible des structures austénitique et martensitique,
sans modifi cation de volume. Au contraire, les atomes des mailles élémentaires se
placent selon une disposition jumelée par simple déformation de cisaillement.
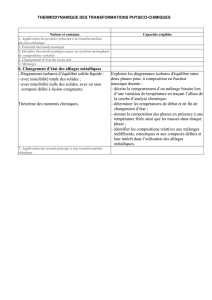
Schéma 1: Modifications des structures dans les alliages à mémoire de forme
Si nous déformons une pièce, par exemple un fi l métallique qui, lorsqu’il est droit,
dispose de la structure décrite plus haut (schéma 1[a]), seule la disposition
jumelée de certains cristaux est modifi ée (schéma 1[b]). L’opération ne requiert
pas de forces importantes, et la déformation est apparemment durable. On parle
également ici de pseudoplasticité. Si nous chauffons ce fi l métallique déformé, la
Déformation
T [°C]
(a) (b)
(c)

Janvier 2008
5
Nitinol
transformation résultant en une structure austénitique se produit à partir d’une cer-
taine température, dans la plupart des cas nettement au-dessous de 100 °C
(schéma 1[c]). Comme cette structure a pratiquement les mêmes dimensions
macroscopiques que celles de la forme jumelée d’origine, le matériau reprend aussi
sa forme de départ. Dans cet exemple, le fi l métallique se redresse donc pour
redevenir droit. La force sous l’effet de laquelle il reprend sa forme initiale est alors
considérable. Si le fi l se refroidit sans tension externe, la transformation de structure
a lieu dans la martensite, sans modifi cation de forme et avec la confi guration de la
structure jumelée ordonnée (schéma 1[a]). Nous nous retrouvons alors à nouveau
au début du cycle.
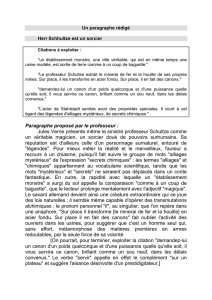
Températures auxquelles intervient la modifi cation
Comme nous l’avons mentionné plus haut, la modifi cation de phase de martensite
en austénite et inversement se produit à certaines températures. Les plus impor-
tantes sont la température du début et celle de la fi n de la modifi cation de martensite
en austénite, qui sont désignées par As pour le départ de l’austénite et Af pour la fi n
de l’austénite, ainsi que les températures de transformation inverse d’austénite en
martensite, qui sont désignées par Ms pour le départ de la martensite et Mf pour la
fi n de la martensite. Les températures de départ et de fi n divergent considérable-
ment, ce qui conduit à une hystérésis thermique.
Schéma 2: Températures de transformation et hystérésis
Pour que l’effet de mémoire de forme soit conservé, les transformations doivent
avoir lieu sans diffusion. La condition pour cela est que les températures de modi-
fi cation de phases ne dépassent pas 300 °C. Si des alliages à mémoire de forme
sont chauffés à plus de 400 °C, ils modifi ent ou perdent leurs caractéristiques de
mémoire.
Sur le plan technique, les températures de la gamme de l’eau liquide, comprises
donc entre 0 et 100 °C, sont intéressantes. Une autre température marquante est
celle du corps humain, de 37 °C, qui joue un rôle important pour les pièces en
alliages à mémoire de forme utilisées dans des applications médicales, car leur
température de transformation doit être inférieure à la température corporelle si la
transformation inverse doit avoir lieu à l’intérieur du corps; inversement, elle doit être
nettement supérieure quand aucune transformation inverse ne doit s’effectuer dans
le corps. Un exemple du premier cas de fi gure est représenté par les instruments
chirurgicaux qui sont introduits au moyen d’un cathéter en position repliée, avant de
se déplier ensuite à l’intérieur du corps.
Ms
As
Mf
Af
Température
0
100
% austénite
 6
7
8
9
10
11
12
13
14
15
16
6
7
8
9
10
11
12
13
14
15
16
1
/
16
100%