Coupe du bois : État de surface et pas d'usinage

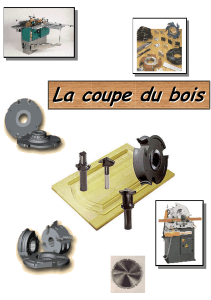
La coupe du bois
La coupe du bois

IV. ETAT DE
IV. ETAT DE
SURFACE
SURFACE

Qu’est ce que l’état
de surface?
L’état de surface est
l’aspect géométrique laissé
par l’action de l’arête
tranchante.


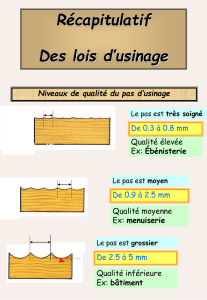
Son indicateur s’appelle:
Le pas
Le pas
d
d’
’usinage
usinage
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
/
31
100%