guide d`achat sur les testeurs de cartes électroniques

MESURES 798 - OCTOBRE 2007 - www.mesures.com
76
INSTRUMENTATION ÉLECTRONIQUE
Les testeurs de cartes
Les testeurs de cartes font rarement la
une de l’actualité. La faute en incombe
bien sûr au marché, avec les délocalisa-
tions des usines de production hors des
pays “dits” industrialisés. Malgré tout, il
leur faut sans cesse relever de nouveaux
défis pour raccourcir les temps de test
et surtout répondre aux nouvelles don-
nes des cartes électroniques, avec des
composants toujours plus rapides et
toujours plus complexes, de moins en
moins accessibles.
Les applications de l’électronique se
multiplient à une vitesse vertigi-
neuse, les technologies des com-
posants sont en évolution perma-
nente : avec ces deux ingrédients, le test des
cartes électroniques devrait être à la fête. Et
pourtant, ce n’est pas le cas. En France, et
plus généralement dans l’ensemble du
monde occidental, les constructeurs et leurs
représentants locaux déplorent les délocali-
sations massives de la production électroni-
que, avec son cortège d’usines qui réduisent
leurs effectifs, voire qui ferment.
Il reste que le test de cartes doit en perma-
nence relever des nouveaux défis. Les tech-
niques traditionnelles que sont le test in situ
(ICT, In-Circuit Test) et le test fonctionnel
(FT, test fonctionnel), malgré leurs gros pro-
grès, ne peuvent plus tout faire et elles n’ont
pu résister à l’arrivée de nouvelles techni-
ques telles que l’inspection optique automa-
tique (AOI, Automatic Optical Inspection) et
l’inspection radiographique automatique
(AXI, Automatic X-Ray Inspection). Si cha-
cune de ces techniques a pu s’imposer, c’est
évidemment parce qu’elle permet de mettre
en évidence des défauts qu’une autre tech-
nique ne verra pas. Et si elle n’a pas supplanté
les autres techniques, c’est que parce qu’elle
a elle-même ses propres limitations. Face à
toutes ces techniques, la définition de la stra-
tégie optimale dépend du type de carte à
tester et des priorités que l’on s’assigne. Il
faut forcément faire un compromis entre les
G
uide d’achat
doc SPEA/Antycip

MESURES 798 - OCTOBRE 2007 - www.mesures.com 77
coûts d’exploitation, les coûts d’investisse-
ment, le taux de couverture, la cadence de
test, la résolution du diagnostic, la rapidité
du retour d’informations des processus et la
fiabilité à long terme recherchée pour les
produits testés.
Par exemple, les méthodes optiques et à
rayons X (AOI et AXI) permettent de mettre
en évidence des micro-défauts et de les lo-
caliser très en amont du processus de fabri-
cation, dès le report des premiers compo-
sants sur la carte. Les résultats des tests servent
à prévenir les dérives des machines et peau-
finer les réglages. Lorsqu’elles sont implan-
tées en amont de la chaîne de production,
l’AOI et l’AXI sont donc très utiles pour amé-
liorer le processus de production. Mais l’AOI
et l’AXI ont un handicap majeur, qui est de
ne pas faire de test électrique et donc de ne
donner aucune indication quant au fonc-
tionnement effectif de la carte.
Pour le test fonctionnel, c’est strictement
l’inverse. Il ne fait que du test électrique et il
est placé à l’autre bout de la ligne (à la sortie
des cartes). C’est le seul à garantir le bon
fonctionnement de la carte dans son ensem-
ble. Par contre, s’il y a un problème, la loca-
lisation du défaut qui en est responsable est
souvent longue et difficile.
Le test in-situ, plus présent
que jamais
Et puis il y a le test in-situ (ICT). Comme le
testeur fonctionnel, le testeur in-situ ne fait
que du test électrique. Il accède aux diffé-
rents nœuds de la carte (et aux broches des
composants), ce qui permet de tester indi-
viduellement chaque composant. Par sa ma-
nière de procéder, le testeur ICT localise
immédiatement le composant défectueux.
Si le test révèle que tous les composants pris
un par un fonctionnent normalement, si les
interconnexions entre les composants ne
présentent pas de défaut, il y a de bonnes
chances que la carte fonctionne correcte-
ment. Un test fonctionnel sommaire et ra-
pide (de type go/no go) placé en bout de
ligne permettra de s’assurer que la carte
fonctionne.
Le test in-situ reste la technique la plus ré-
pandue. Avec la réduction de la taille des
composants, le rapprochement des intercon-
nexions, la difficulté voire l’impossibilité
physique d’accéder à certains points de test
(en particulier les composants BGA, dont les
contacts sont placés sous la puce) ont bien
sûr diminué le taux de couverture des fautes.
Du fait de cette réduction du taux de cou-
verture des fautes, qui ne pouvait que s’ac-
centuer, certains ont cru pouvoir annoncer
(à tort…) la fin prochaine du test ICT.
On rappellera que ce n’est pas la première
fois que l’avenir du test in-situ pose ques-
tion. A ses débuts, il testait les composants à
leur vitesse de fonctionnement réelle. La fré-
quence de travail d’un testeur ICT, tout autant
que le nombre de points de test, était un
critère de choix important. Puis quand, les
fréquences de travail des composants ont
augmenté, les testeurs in-situ se sont efforcés
de suivre mais on a vite compris que l’on ne
pourrait pas continuer indéfiniment comme
ça parce que le câblage des lits à clous (gros-
ses quantités de fils entremêlés) ne permet-
trait plus de transmettre des signaux “pro-
pres” (du fait des effets inductifs et capacitifs).
Alors, on a renoncé à tester les composants
à vitesse réelle : ils sont testés à une fré-
quence plus faible que leur fréquence de
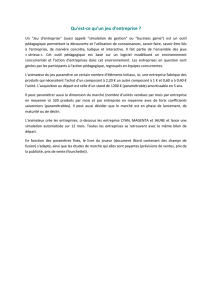
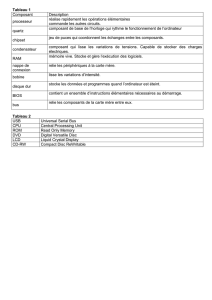
Comparatif des techniques de tests
IVS SPI AOI AXI FPT MDA ICT FCT
Court-circuit ●✔●✔●✔ ✔ ●
Circuit ouvert ●● ● ✔● ● ● ●
Fiabilité de la soudure ●● ● ✔● ● ● ●
Composant erroné ● ● ✔●✔✔✔●
Composant manquant ●●✔✔✔✔✔●
Composant défectueux ●●●●●●✔ ✔
Composant dans le mauvais sens ●●✔●✔✔✔●
Fiabilité fonctionnelle ●●●●●●●✔
IVS : Inspection visuelle
SPI : Contrôle de dépôt de pâte à braser
AOI : Contrôle optique automatique
AXI : Contrôle par RX automatique
FPT : Test à sondes mobiles
MDA : Analyseur de défauts de fabrication
ICT : Test in situ
FCT : Test fonctionnel
travail effective et on fait la présomption que
s’ils fonctionnent correctement à cette fré-
quence, ils fonctionneront à la fréquence de
travail pour laquelle ils sont prévus. Tout le
monde s’en est accommodé, et cette appro-
che a largement fait ses preuves, au grand
dam des constructeurs de testeurs, qui
auraient aimé que les industriels renouvel-
lent plus fréquemment leur parc de tes-
teurs.
Le défi des basses tensions
Mais il y a des défis qui ne peuvent être re-
levés sans une remise en cause du testeur. Un
de ces défis, et c’est sans doute le plus gros
défi actuel, réside dans la diminution de la
tension d’alimentation des composants élec-
troniques. Avec la génération des appareils
portables en tous genres (PDA, téléphones
● Couverture proche de 0
● Couverture moyenne
✔ Bonne couverture
Les testeurs in-situ classiques utilisent des lits à clous pour accéder
aux nœuds de la carte à tester. Les architectures internes évoluent.
Les testeurs adoptent les architectures “pure pin” (non
multiplexées), ce qui accroît les performances et simplifie
l’utilisation (le développement de l’interface de test est simplifié).
G
uide d’achat
doc.Aeroflex
➜

MESURES 798 - OCTOBRE 2007 - www.mesures.com
78
G
uide d’achat
mobiles, lecteurs MP3, etc.), les fabricants
de composants sont invités à réduire la con-
sommation, afin de ménager la batterie. Cela
passe par une diminution de la tension d’ali-
mentation. Par ailleurs, la diminution de la
consommation des composants permet de
réduire les besoins en ventilation des com-
posants et d’augmenter la fréquence de tra-
vail. Ceci a permis en quelques années d’ob-
tenir des augmentations phénoménales de
la puissance de traitement des cartes électro-
niques (et des PC en particulier).
L’augmentation de la densité des compo-
sants n’aurait pas pu se faire sans une dimi-
nution de leur tension d’alimentation. Par
exemple, pour les technologies CMOS, plus
les structures des transistors sont fines, plus
les couches de semi-conducteurs et d’oxydes
sont fines. Et plus elles sont fines, plus elles
sont sensibles aux champs électrostatiques,
donc aux tensions d’alimentation (l’intensité
du champ étant proportionnelle à la tension
d’alimentation). Par exemple, lorsque l’on a
pu maîtriser la technologie de fabrication à
0,25 µm, il a fallu descendre la tension d’ali-
mentation à 2,5 Vcc de façon à être sûr que
le composant fonctionne correctement. Le
mouvement de baisse de la tension d’ali-
mentation est inexorable : en une dizaine
d’années, elle est passée progressivement de
5 V à 0,8 V et elle pourrait continuer de di-
minuer encore un peu dans les années qui
viennent.
Cette diminution des tensions a des consé-
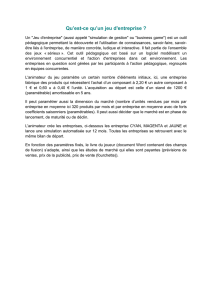
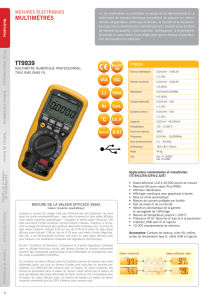
Attention au forçage
Idéalement, si le driver avait une impédance nulle, la tension de forçage programmée serait
effectivement appliquée aux points de test. En fait, les drivers présentent une impédance de sortie
et ils introduisent une chute de tension proportionnelle au courant appliqué. Pour compenser
cette chute de tension, la tension de forçage théorique Vprog est augmentée de 1,2 V à 1,7 V.
Le but est ici de forcer l’entrée du composant U2 sous test au niveau bas, ce qui nécessite
d’appliquer un niveau supérieur à Vih min.
• La tension de 1,7 V à l’entrée du driver produit 1,12 V sur la broche du composant testé U2 (DUT).
• U2 peut alors être testé car la tension est supérieure à Vih min (0,78 V).
• Il n’y a pas besoin de forçage sur l’entrée U1, donc les 1,7 V programmés donnent 1,6 V sur U1.
• U1 risque d’être endommagé car il subit une tension (1,6 V) supérieure à Vih max.
Pour compenser l’erreur de tension sur le forçage et obtenir le niveau désiré (ici, 1,12 V), les programmeurs augmentent le niveau de
tension du driver (ici, 1,7 V). On résout un problème, mais on en crée un autre : en effet, le niveau de tension de forçage appliqué sur le
circuit U1 pour porter son entrée au niveau haut atteint un niveau trop élevé (ici, 1,48 V), risquant d’endommager le circuit.
Pour éviter ces inconvénients, il faut utiliser des “drivers” à basse impédance de sortie
Les testeurs à rayons X permettent de tout voir, même ce qui est
caché et est inaccessibles aux autres techniques de test. Réservés
au départ à la mise au point des process de production, ils sont
devenus des testeurs de production à part entière.
quences très importantes pour le test ICT.
Pour tester un par un les composants de la
carte, le test ICT fait appel à des techniques
de désactivation et d’inhibition afin d’isoler
le composant sous test des effets électriques
indésirables produits par les composants qui
l’entourent. Pour réaliser le test des compo-
sants numériques, le testeur utilise des dri-
vers/sensors, capables de forcer les états lo-
giques requis en entrée et de lire les états
logiques résultants en sortie. Les drivers nu-
mériques sont des sources de courant basse
impédance destinées à forcer temporaire-
ment les nœuds de la carte aux niveaux lo-
giques exigés par le test. Cette technique
consistant à suralimenter momentanément
les sorties d’un composant afin de forcer un
nœud à son état logique opposé est connue
sous le nom de “forçage”. Avec l’arrivée des
technologies basse tension, les “drivers/sen-
sors” utilisés sur les testeurs classiques trou-
vent leurs limites. Ils sont trop imprécis pour
fournir les tensions logiques haute et basse
(nécessaires au forage) attendues sur bro-
ches d’entrée du composant. Le problème
vient de l’impédance de sortie du “driver” :
plus celle-ci est élevée, plus la chute de ten-
sion qui en résulte est élevée et plus faible
est la tension effectivement appliquée sur la
broche du circuit intégré. Pour compenser
les erreurs de tension, les programmeurs
augmentent les tensions de test mais les ris-
ques de surtension sont alors plus élevés,
avec le risque de détruire les composants…
Au niveau des “sensors”, c’est un peu la
même chose : s’ils sont trop imprécis, ils ne
peuvent pas être utilisés pour le tests des
composants alimentés en basse tension car
ils présentent une marge d’erreur trop im-
portante pour faire le distinguo entre le ni-
veau haut et le niveau bas. Il y a donc un
risque de voir un composant basse tension
indûment signalé comme étant défectueux :
c’est ce qu’on appelle un faux défaut.
Pour tester les électroniques à basse tension,
si l’on veut éviter les forçages imprécis qui
conduisent à la destruction de composants
ou les mesures imprécises qui conduisent à
des faux défauts, il est donc préférable d’uti-
liser des testeurs présentant des “drivers/
➜

MESURES 798 - OCTOBRE 2007 - www.mesures.com 79
G
uide d’achat
Quelques offreurs
In situ avec lit
à clous
In situ avec
sondes mobiles
AOI (Inspection
optique)
AXI (Inspection
par rayons X)
Accelonix (Teradyne, Takaya,…) ●●●●
Aeroflex ●
Agilent Technologies ● ● ●
Antycip (SPEA, X-Tek) ●●●●
MB Electronique (Cimtek, Electronix,…) ● ●
Rohde & Schwarz ●
Seica ● ●
Teradyne ● ●
sensors” adaptés. Les “drivers” doivent avoir
une impédance de sortie très faible (infé-
rieure à 1 Ω) afin de pouvoir appliquer des
tensions contrôlées aussi bien en l’absence
de charge que lors d’un forçage. Il est aussi
souhaitable qu’ils puissent mesurer en temps
réel l’intensité et la durée des courants de
forçage, afin de ne pas risquer d’endomma-
ger les composants. Autre caractéristique
souhaitable, la possibilité de programmer
indépendamment chaque “driver/sensor”,
en non par groupes : cela permet au pro-
grammeur comme au logiciel de génération
de programmes de test d’affecter des niveaux
logiques adaptés à chaque broche du com-
posant et d’éviter les compromis résultant
de l’affectation de niveaux logiques com-
muns par le testeur in-situ.
L’isolation numérique est également un
atout : au niveau du programme de test, il
s’agit de désactiver ou inhiber automatique-
ment toutes les sorties sur la carte qui sont
connectées aux nœuds pilotés par le test.
Cette capacité est cruciale pour empêcher
des points de tension potentiellement dan-
gereuses de se produire lorsqu’une sortie en
cours de forçage change soudainement
d’état logique.
Les à-côtés de l’in situ
Les difficultés pour accéder aux contacts sur
les cartes à haute densité a conduit les cons-
tructeurs à imaginer des adaptations. C’est le
cas du test structurel, appelé aussi “test sans
vecteur”. Il consiste à utiliser une sonde in-
ductive ou capacitive pour détecter sans con-
tact le passage d’un courant électrique dans
un conducteur placé juste à côté. Cette tech-
nique, qui sert surtout à mettre en évidence
les courts-circuits et les circuits ouverts, n’est
pas nouvelle mais elle ne cesse de s’amélio-
rer en termes de précision, bruit, répétabi-
lité. Avec sa nouvelle génération de sonde
VTEP, Agilent Technologies annonce un gain d’un
rapport 7 sur le niveau de bruit, par rapport
à la technique TestJet proposée jusqu’ici. Il
est désormais possible de mesurer des capa-
cités de 5 femtofarads à peine, et donc de
tester des contacts de très petites dimensions
(tels que ceux que l’on trouve sur les micro-
BGA par exemple). La société indique que
par rapport à la génération TestJet, VTEP per-
met de tester 80 % de contacts en plus.
Un autre forme de test in-situ est apparue
dans un passé relativement récent : c’est le
test à sondes mobiles. A l’origine, ce type de
test a été conçu pour permettre une mise en
œuvre rapide, et éviter d’avoir à développer
des lits à clous et leurs interfaces, ce qui
prend du temps. La programmation est éga-
lement relativement rapide mais le test lui-
même prend plus de temps qu’un test avec
lit à clous. Dans un premier temps, le testeur
à sondes mobiles était réservé au test des
prototypes. Par la suite, il a fortement aug-
menté ses performances en vitesse et il est
désormais couramment utilisé pour le test
des petites séries.
Autre technique destinée à repousser les li-
mites du test in situ classique : le test “boun-
dary scan” ou, comme on l’appelle encore,
JTAG. Cette technique, imaginée à l’origine
par les concepteurs de circuits électroniques,
permet, à partir du connecteur de la carte,
d’accéder individuellement (via un bus in-
terne) aux composants présents sur la carte.
Pour cela, il faut que les composants en
question soient dotés de la fonctionnalité
“boundary scan”. Certaines industries (les
Les testeurs optiques (AOI) ne font pas de test électrique mais ils
mettent en évidence pas mal de défauts. Les informations
obtenues permettent de prévenir les éventuelles dérives des
machines de fabrication et d’éventuellement les recaler.
Les testeurs à sondes mobiles sont une variante des testeurs in-situ : grâce à leurs pointes de test en mouvement rapide, ils accèdent
en effet aux différents nœuds de la carte et testent les composants, l’un après l’autre. Leur principal intérêt est de pouvoir être mis en
œuvre très rapidement. Conçus au départ pour le test des prototypes, ils sont aujourd’hui couramment utilisés pour le contrôle en
production de petites séries.
doc Agilent

MESURES 798 - OCTOBRE 2007 - www.mesures.com
80
télécoms et le militaire) sont des incondi-
tionnels du “boundary scan”. Pour que ce
type de test puisse être pratiqué, il faut que
la carte ait été prévue à cet effet et qu’il y ait
eu une réelle coopération entre les services
de conception et les services de fabrication
et de test.
La chasse aux défauts cachés
Toutes les cartes ne peuvent pas être testées
en in-situ. Mais la poussée de la miniatu-
risation a entraîné des problèmes d’acces-
sibilité aux points à tester, de sorte que
deux nouvelles techniques sont apparues :
le test par inspection optique (AOI, pour
Automated Optical Inspection) et le test
par rayons X (AXI, pour Automated X-ray
Inspection). Dans les deux cas, il s’agit sur-
tout de mettre en évidence les défauts de
soudure. L’AOI est apparu le premier sur le
marché. Il est bien adapté pour détecter les
courts-circuits et les circuits ouverts, lire
les marques et inscriptions sur les compo-
sants, contrôler l’orientation d’un compo-
sant, détecter l’absence d’un composant ou
un composant monté à l’envers, identifier
les fils de connexion mal posés. Les AOI,
après des débuts difficiles (si on voulait un
taux de couverture élevé, on avait aussi
beaucoup de faux défauts), ont fini par
s’imposer. Et ce d’autant qu’ils sont relati-
vement faciles à mettre en œuvre (ils peu-
vent se programmer en un jour seulement).
Mais ils ont aussi des limitations : s’agissant
de systèmes optiques, ils ne peuvent don-
ner des indications que sur ce qu’ils peu-
vent voir. Tout ce qui est masqué leur
échappe. Ceci explique le succès du test par
rayons X (AXI), qui a lui aussi connu des
débuts difficiles. Il est sensiblement plus
onéreux que l’AOI, plus complexe à mettre
en œuvre (la programmation demande
typiquement deux ou trois jours) mais il
est inégalable pour observer et dimension-
ner (en volume) un joint de soudure, que
celui-ci soit visible ou masqué (pour les
composants dont les contacts sont placés
en dessous). L’AXI présente également l’in-
térêt de pouvoir contrôler simultanément
les deux côtés de la carte.
Jean-François Peyrucat
Certains testeurs font appel aux standards de l’instrumentation, tels que le PXI, ce qui permet d’accéder aux nombreux modules
disponibles sur le marché. C’est le cas de ce testeur combiné (in-situ / combiné). Le constructeur a également développé des cartes
spécifiques afin d’aller au-delà des possibilités du PXI.
G
uide d’achat
1
/
5
100%