Paramètre oxycoupage..

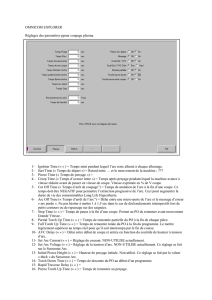
OMNICOM EXPLORER
Signification des paramètres de réglage de la machine en oxycoupage :
Menu accessible en faisant « Réglages, Types de coupe, Chal-oxy. »
Selon les versions de logiciel, les traductions diffèrent légèrement. Afin de simplifier l’utilisation de la
machine, voici un petit récapitulatif des paramètres.
1- Preflow Time = Durée de l’ouverture du gaz et de l’oxygène avant allumage auto.
2- Ignition preflow time = Durée de l’ouverture de l’électrovanne d’allumage avant allumage
auto.
3- Ignition Time = Temps d’allumage de l’allumeur électrique (étincelles).
4- Cut oxygen Time = Temps pendant lequel on envoie de l’oxygène de coupe après l’allumage
pour tester si la buse est propre. (facultatif)
5- Ventilation Time = Temps de purge de l’oxygène de coupe après le test à l’allumage.
6- Low preheat = Basse surchauffe (jamais utilisé) mettre à zéro .
7- Torch Down Time = Temps de descente du porte-outil de sa position haute à sa position de
travail. Ce temps doit être égal au temps de descente total du PO. Il est toujours supérieur au
temps réel car il est interrompu par le signal du palpeur. Ne pas le mettre trop long car cela
entraîne des temps d’attente dans certaines conditions.
8- High Preheat Time (« Temps de haute préchauffe ») = Temps de surchauffe. Entre arrivée de
la torche à sa hauteur de travail et début de perçage. Ce temps peut être modifié lors de
l’utilisation avec les touches « extend » et « relache ».
9- Pierce Time (« Temps de préchauffe ») = non utilisé, mettre à zéro.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27

10- Pierce Torch Up Time (« Temps de perçage torche ») = Temps de remontée au perçage :
pendant lequel le PO remonte à la fin de la surchauffe et le début de perçage.
11- Pierce Torch Down Time (« Temps de perçage torche ») = Délai entre fin de perçage (début
de coupe) et reprise du palpage dans le cas ou on utilise la remontée au perçage (temps 10).
12- Creep Time (« Temps d’avance lente ») = Temps entre perçage et coupe pendant lequel la
machine avance à vitesse réduite. Ce temps peut être mis à zéro ou 1,5 sec maxi si des
difficultés apparaissent entre perçage et coupe. Cette vitesse est un pourcentage de la vitesse
de coupe, voir ci-dessous.
13- Moving Pierce Time (« Temps de perçage en mouvement ») = Temps de perçage. Il est entre
la surchauffe et la coupe. Le PO monte et descend selon les réglages effectués. La machine
avance à la vitesse lente (% coupe), réglable dans « Réglages », « Mot de passe », 1396,
« Vitesse ». Le % d’origine est 25, ne pas hésiter à l’augmenter à 50, surtout pour de la grosse
épaisseur. Les queues sont plus longues mais on évite les remontées de métal liquide dans la
buse.
14- Cut Off Time (« Temps de non découpe ») = A la fin de coupe d’une pièce, temps pendant
lequel on laisse la pression de coupe sans bouger le chalumeau, mettre à zéro.
15- Low Preheat Off Time (« Temps de non basse ») = Temps de surplus d’oxygène de chauffe
après l’arrêt du gaz. Permet l’arrêt du chalumeau sans flamme jaune. Selon longueur des
tuyaux et nombre de chalumeaux.
16- Torch Up Delay («Délai torche haute ») = Temps entre fin de coupe et remontée du PO,
mettre à zéro.
17- Partial Torch Up Time (« Temps partiel torche haute ») = Temps de remontée partielle du
PO entre deux pièces. Ne peut être réglé que si la montée partielle est activée. Attention, s’il
est trop court, la buse peut heurter une pièce qui aurait basculé.
18- Full Torch Up Time (« Temps total torche haute ») = Temps de remontée totale du PO à la
fin d’un programme. Le régler légèrement supérieur au temps réel mais pas trop pour éviter
d’attendre.
19- Bleedoff Time (« Temps de dégazage ») = Temps de purge de l’oxygène de coupe à la fin
d’une pièce. Une demi seconde suffis.
20- Rapid Traverse Delay = Temps de pause entre début de montée de PO et mouvement
Grande Vitesse de la machine. Ceci pour éviter de heurter une pièce découpée ou une chute.
21- Internal Ignition (« Confirmation interne ») = Doit être à OUI en cas de chalumeaux à
allumage interne, à NON dans le cas contraire.
22- Auto Ignition Repeat (« Répétition confirmation auto ») = NON : le chalumeau reste allumé
entre coupes. OUI : le chalumeau se rallume à chaque fois. => doit rester sur NON même avec
des allumeurs internes pour gagner du temps et éviter le risque éventuel d’un non-rallumage.
De toutes façons, avec ce système, les chalumeaux ont rarement le temps de s’éteindre entre
deux coupes.
23- High Preheat During Cut (« Haute préchauffe durant coupage ») = Permet de laisser la
surchauffe lors de la coupe. Aucun intérêt dans la plupart des applications, choisir NON.
24- Torch Down During Cut (« Baisse torche durant coupage ») = sur ON le palpage est toujours
actif, sur OFF le palpage s’enclenche pendant le temps repère 7 puis il n’y plus de palpage.
25- Torch Down Between Cuts (« Torche basse entre coupes ») = Le chalumeau ne remonte pas
entre deux coupes, je conseille de ne pas utiliser ce mode car le risque de collision est
important => NON.
26- Partial Raise (« Montée partielle ») = Autorise la remontée partielle entre coupes. La valeur
du temps de remontée est réglable dans « Temps partiel torche haute ».
27- Manual Flame Acknowledge (« Acquisition allumage manuel ») = Confirmation de
l’allumage. Si cette fonction est sélectionnée, en fin d’allumage automatique la CN demande
si tous les chalumeaux sont bien allumés. Si on répond oui, la machine commence son
programme. Si on ne répond pas dans les 30 sec, les gaz se coupent.
1
/
2
100%