Document

BEP MPMI - 1ère année
CI 2 – Les Opérations d’Usinage et d’Assemblage
Académie de
Strasbourg
1. Les Opérations Elémentaires en Tournage
1.1. Le chariotage
1.2. Le Dressage
1.3. Réalisation d’une gorge
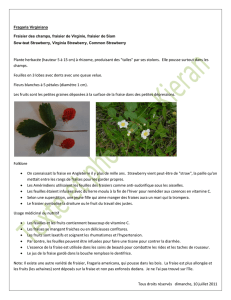
C’est une opération d’usinage qui consiste à
réaliser toutes les surfaces de révolution par travail
d’enveloppe. (C’est la trajectoire de l’outil qui donne la
forme de la surface)
C’est une opération qui consiste à réaliser une surface
plane par un déplacement de l’outil de façon rectiligne et
perpendiculairement à l’axe de révolution de la pièce.
Mf
Mf
Mf Mf Mf Mf
Mf Mf
Mf Mf
Usinages extérieurs , usinages intérieurs usinage frontal
Page1/12

BEP MPMI - 1ère année
CI 2 – Les Opérations d’Usinage et d’Assemblage
Académie de
Strasbourg
1.4. Réalisation de filetage et de taraudage
1.5. Autres opérations réalisables en tournage
- Le perçage - L’alésage
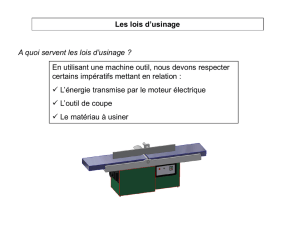
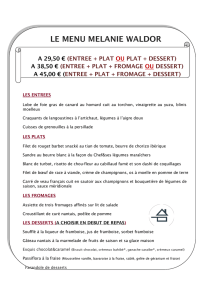
1.6. Terminologie des surfaces tournées
1 : 2 :
3 : 4 :
5 : 6 :
7 : 8 :
En général, on utilise des outils de forme, c’est à dire
des outils qui ont la forme d’un filet.
Mf
Mf
Page 2/12
2
1
8
7
5
3
4
6

BEP MPMI - 1ère année
CI 2 – Les Opérations d’Usinage et d’Assemblage
Académie de
Strasbourg
1.6.1. Classification par surfaces obtenues
1 : Surface plane 4 : Surface tronconique
2 : Surface cylindrique 5 : Surface courbe en profil
3 : Surface conique 6 : Surface hélicoïdale
1.6.2. Classification par élément usiné
Surfaces extérieures
- Gorges frontale et radiale : 7 - Saignée : 13 - Chanfrein : 12
- Portée : 9 - Rayon : 15 - Cône : 11
- Moletage : 10 - Congé : 16 - Filetage : 17
- Evidement : 8 - Epaulement : 14
Surfaces intérieures
- Chambrage : 18 - Perçage : 22
- Alésage : 19 - Cône : 23
- Filetage : 20 - Gorge : 24
- Centre : 21
Page 3/12

BEP MPMI - 1ère année
CI 2 – Les Opérations d’Usinage et d’Assemblage
Académie de
Strasbourg
2. Les opérations élémentaires en fraisage
2.1. Les modes d'action des outils:
2.1.1. Génération des surfaces:
Le fraisage permet d’obtenir des surfaces planes, cylindriques, coniques hélicoïdales
ou spéciales. L’usinage s’obtient par combinaison de deux mouvements:
- mouvement de coupe (donné à l’outil).
- mouvement d’avance (donné à la pièce).
2.1.2. Obtention en travail de forme:
Exécution de surfaces où l’on retrouve la forme de la génératrice de la fraise
2.1.3. Obtention en travail d'enveloppe:
Exécution de surfaces où on ne retrouve pas la forme de la génératrice de la fraise
2.2 Les opérations élémentaires et les outils associés:
2.2.1 Fraisage de face ou en bout:
Le fraisage de face (frb) où en bout est un mode de fraisage où l’axe de la fraise
est perpendiculaire au plan fraisé. C’est un travail d’enveloppe (voir schéma ci
dessus).
Surface générée
pointe de l'outil générant
la surface
O
O
Le profil de la surface usinée est identique à celui
de la génératrice de la fraise en cours d’usinage.
La surface usinée est l’enveloppe des positions
successives d’une circonférence de centre O
représentant la trajectoire d’une dent en cours
d’usinage.
Page 4/12

BEP MPMI - 1ère année
CI 2 – Les Opérations d’Usinage et d’Assemblage
Académie de
Strasbourg
2.2.2 Fraisage de profil où en roulant:
La génératrice de la fraise est parallèle à la surface usinée
Ce mode de fraisage est aussi appelé fraisage en roulant (frr).
C’est un travail de forme.
2.2.3 Le fraisage en combiné:
2.3. Aspect des surfaces
2.3.1. En fraisage de face.
L’aspect d’une surface usinée en fraisage de face est caractérisé par une série de
courbes sécantes appelées cycloïdes correspondant à la trace laissée par les
dents de la fraise sur la pièce.
2.3.2. En fraisage en roulant.
La surface fraisée présente une série d’ondulations laissées par les dents de la fraise
: celles-ci dépendent de l’avance et du diamètre de l’outil.
frb
frr
frb frr
frb frb
frb
frr
Mc
Mf
surface obtenue en fraisage de face
Les deux modes de fraisage peuvent se
trouver en application au cours d’une
même opération. C’est le cas des fraises
deux tailles, trois tailles, travaillant
simultanément de face et de profil
surface obtenue en fraisage de profil
Page 5/12
 6
7
8
9
10
11
12
6
7
8
9
10
11
12
1
/
12
100%