BanquePT 2000 SI1

15/04/17 1 769795395
Tour à commande numérique
d’après BPT 2000 - SI1. Durée 5 heures
Préliminaires
Introduction
Le sujet comprend quatre parties indépendantes. Les trois premières sont des études
mécaniques qui portent de façon générale sur des phénomènes relatifs au processus de coupe
sur tour à commande numérique à trois axes. Il convient donc de présenter un certain nombre
de définitions qui sont largement utilisées dans la suite. Les études proposées ne font pas
appel à des connaissances particulières sur la modélisation du processus de coupe.
La quatrième partie concerne l'étude des asservissements de vitesse et de position de la
broche.
Notations
Un axe passant par un point P quelconque et de même direction qu'un vecteur unitaire u
est
noté (P,u
). Un axe de direction identique passant un point Q est noté (Q,u
).
Les repères considérés sont tous orthonormés directs.
Le torseur associé aux actions mécaniques exercées par le solide i sur le solide j est précisé
par ses éléments de réduction en un point P, en projection sur la base associée au repère
R{O, x
, y
, z
}:
T(i/j) =
P
R
(i/j)
M
(P,i/j)
=
P
Xijx
+ Yijy
+ Zij z
Lijx
+ Mijy; + Nijz;
De même, le torseur cinématique du mouvement du solide j par rapport au solide i est :
V(j/i) =
P
(j/i)
V
(P,j/i)
=
P
pjix
+ qjiy
+ rjiz
ujix
+ vjiy; + wjiz;
L'accélération d'un point P, supposé appartenir au solide j, par rapport au repère i, est notée :
(P,j/i)
La dérivée de la variable x par rapport au temps est notée : dx
dt = x
•.
La variable de Laplace est notée p. Autant que possible, les lettres minuscules sont utilisées
pour désigner les fonctions temporelles et les lettres majuscules pour désigner les
transformées de Laplace. Ainsi, on passe de x(t) à X(p).
Les fonctions de transfert doivent être écrites sous forme canonique.
Les résultats doivent être présentés sous forme littérale, puis le cas échéant sous forme
numérique. Les unités employées doivent être celles du système international (SI).
Présentation générale du sujet
Le thème de ce sujet est la broche d'un tour à commande numérique à trois axes.

15/04/17 2 769795395
Outre les deux axes de déplacement linéaire : axe Z parallèle à l'axe de broche et axe X
transversal, un tour à trois axes dispose également d'un axe C angulaire de rotation autour de
l'axe de broche.
Ce troisième axe permet de réaliser un asservissement de vitesse pour des opérations
classiques de tournage et un asservissement de position angulaire de la broche pour des
opérations de perçage désaxées ou de fraisage avec des outils tournants montés en lieu et
place d'un outil classique. Dans cette configuration, le mouvement de coupe est assuré par une
motorisation spécifique sur la tourelle porte-outils. La broche est alors, soit mise en position
angulairement pour une opération de perçage, soit soumise à un mouvement qui participe au
mouvement d'avance pour une opération de fraisage.
Pour des prises de pièces cylindriques en mors à serrage concentrique, on utilise presque
exclusivement des mandrins dits à serrage automatique.
Les mandrins à serrage automatique permettent de maîtriser précisément l'effort de serrage
appliqué à la pièce par le réglage de la pression hydraulique. Ceci permet d'assurer, d'une part,
le serrage nécessaire à l'entraînement de la pièce et d'autre part, de limiter les déformations
pour les pièces creuses. Pour vérifier le serrage effectif d'une pièce montée dans le mandrin,
un capteur de fin de course ou un détecteur de proximité est utilisé.
L'effort de commande est fourni au mandrin par un vérin le plus souvent hydraulique, placé à
l'arrière de la broche. Pour le type de mandrin étudié, cet effort est transmis simultanément
aux trois mors de base par un système de talons coniques. Le mouvement axial du piston du
mandrin est ainsi transformé en un mouvement radial des trois mors. Pour assurer la mise et le
maintien en position de la pièce, des mors rapportés, adaptés à la géométrie de la pièce, sont
fixés sur les mors de base.
Pour certaines applications étudiées dans ce sujet, on utilise des mandrins équipés de
contrepoids. Un contrepoids est affecté à chaque mors de base et transmet au mors une action
de compensation par l'intermédiaire d'un levier de renvoi qui s'appuie sur le corps du mandrin.
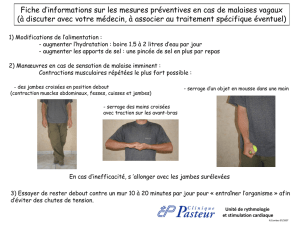
Définitions préliminaires de l’étude mécanique
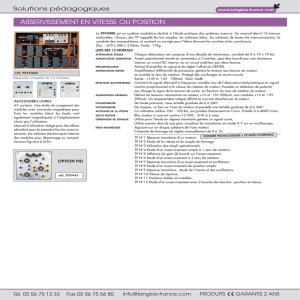
Figure 1 : Définitions préliminaires
Dans toute la suite du sujet, le bâti représente la partie fixe de la machine-outil. On lui associe
un repère R0{O, e1
, e2
, z
}, supposé galiléen, pour lequel z
est parallèle à l'axe de la broche,
e1
est parallèle à la direction du mouvement transversal du chariot porte-tourelle et O est un
point fixe de l'axe de la broche. Les actions de pesanteur sont négligées dans tout le problème.

15/04/17 3 769795395
Grandeurs cinématiques
Le mouvement de l'outil par rapport à la pièce résulte de la composition d'un mouvement dit
d'avance et d'un mouvement dit de coupe, avec :
- Vf
: vitesse d'avance de l'outil par rapport à la pièce.
- Vc
: vitesse de coupe de l'outil par rapport à la pièce,
La vitesse résultante Ve
, appelée vitesse effective de coupe, est tangente à la trajectoire de
l'outil dans son mouvement par rapport à la pièce.
Grandeurs mécaniques
Concernant les actions mécaniques, les hypothèses classiques sont reprises. Le torseur des
actions mécaniques de l'outil sur la pièce a pour modèle par un glisseur qui passe par le point
P, milieu de l'arête utile de coupe contenu dans le plan {O, z
, e1
}.
Ce glisseur est caractérisé en P par ses trois composantes :
T(outil/pièce) =
P
Fn
+ Fc
+ Fa
0
- Fn
: composante normale, ou effort de pénétration,
- Fc
: composante tangentielle, dans la direction de coupe,
- Fa
: composante d'avance, dans la direction du mouvement d'avance.
Cinématique
Vitesse de coupe
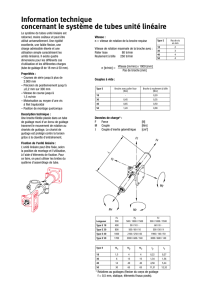
Figure 2 : Repères
L’étude cinématique concerne la réalisation d'une opération de dressage d'une face de la
pièce. L'avance par tour étant supposée constante, pour obtenir un copeau d’épaisseur
constante, on se propose de déterminer les conditions cinématiques de la machine pour
lesquelles il est possible de travailler à vitesse de coupe constante.

15/04/17 4 769795395
La pièce, montée sur la broche, est assimilée à un cylindre de révolution de rayon extérieur rP,
de longueur LP et d'axe (O, z
). On lui associe le repère RP{OL, u1
, u2
, z
} et on pose :
OOL
= L z
= (e1
, u1
)
Elle est en rotation par rapport au bâti à la fréquence , qui dépend généralement du temps.
On considère l'opération de dressage de la face définie par z = L. Compte tenu des
hypothèses, le problème est un problème plan et un point de l'outil se déplace par rapport à
R0, à la vitesse :
V
(P,outil/R0) = Vf e1
A l'instant initial, t = 0, le point P de l'outil se trouve au point d'approche défini par :
r0 = rP + 3 mm
On note r le rayon d’usinage.
Q A U T O N U M 1. 1 Exprimer la vitesse de glissement au point P entre l'outil et la
pièce, en fonction de Vf, r et . Donner la relation liant la vitesse de coupe Vc et .
Trajectoire de l’outil
On se place à vitesse de coupe constante. On désigne par f l’avance. La trajectoire de l'outil
par rapport à la pièce est une spirale, dont l'équation est donnée par :
r0 – r = f ()
Q A U T O N U M 1.2.a Rappeler la relation liant (t) et (t). En tenant compte des
relations précédentes, établir la loi d'évolution du rayon r(t) au cours de l'usinage.
Q A U T O N U M 1.2.b Déduire la loi d'évolution (t). Montrer qu'elle s'exprime en
fonction de Vc, f et r0.
La motorisation de la broche de la machine-outil impose que la fréquence de rotation de
broche reste inférieure à une valeur limite: < Max.
Q A U T O N U M 1.3.a Calculer le temps tMax pour lequel Max est atteint, puis
calculer la valeur minimale du rayon en dessous de laquelle il n'est plus possible de travailler
à vitesse de coupe constante.
Les valeurs numériques sont :
Max = 5000 tr/min Vc = 280 m/min r0 = 70 mm f = 0, 1 mm/tr
Q A U T O N U M I.3.b Tracer le graphe (r) pour l'opération de dressage complète.
Actions mécaniques
Effort de coupe
Cette partie est consacrée à la détermination des actions mécaniques liées au phénomène de
coupe en fonction de paramètres géométriques de l'outil, de conditions cinématiques et des
conditions de coupe. On s'intéresse plus particulièrement à la détermination des paramètres
influant sur la composante tangentielle d'effort, appelée effort de coupe. La connaissance de

15/04/17 5 769795395
l'effort de coupe est un élément essentiel pour le calcul de la puissance associée au
phénomène de coupe et dans la détermination de l'effort de serrage.
La modélisation adoptée, volontairement simplifiée, du phénomène de coupe en tournage est :
- l'arête de coupe est rectiligne et perpendiculaire au mouvement d'avance de l'outil,
- la formation du copeau se fait par glissement suivant des plans de cisaillement,
- l'épaisseur de copeau reste faible devant sa largeur.
Le problème est bidimensionnel, c'est-à-dire que vitesses et les résultantes des actions
mécaniques sont contenues dans un plan {P, ea
, et
} du repère galiléen. Les actions
mécaniques sont modélisables par des glisseurs au point P.
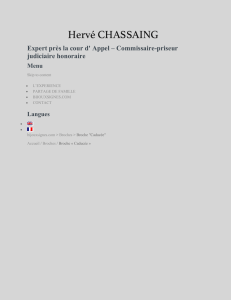
Figure 3 : Paramétrage de la coupe
On adopte la modélisation géométrique proposée figure 3. Dans cette modélisation, le
mouvement du copeau par rapport à l'outil est envisagé de façon spécifique.
La vitesse de coupe est supposée constante et prépondérante devant la vitesse d'avance. Ainsi,
le mouvement d'avance de l'outil peut être négligé en première approximation et on définit :
V
(P,outil/pièce) = Vc et
Dans le plan, on associe à l'outil le repère {P, u1
, u2
} tel que l’angle de coupe soit :
= (u1
, ea
)
Le copeau de largeur b, délimité par la largeur de cisaillement PA, glisse le long de la face de
coupe de l'outil à la vitesse constante :
V
(P,copeau/outil) = Vg u1
(Vg > 0)
Dans le plan, on associe au copeau le repère {P, v1
, v2
} tel que l’angle de cisaillement soit :
= (v1
, et
)
 6
7
8
9
10
11
12
13
14
15
16
17
18
6
7
8
9
10
11
12
13
14
15
16
17
18
1
/
18
100%