Modélisation tridimensionnelle du procédé de mise en forme

Nom de la revue. Volume X – n° X/2001, pages 1 à X
Modélisation tridimensionnelle du procédé
de mise en forme électromagnétique
V. Robin* — E. Feulvarch* — J.-M. Bergheau **
* ESI France
Le Récamier
70 rue Robert
69458 Lyon Cedex 06, France
vincent.robin@esi-group.com
eric.feulvarch@esi-group.com
** LTDS UMR 5513 CNRS/ECL/ENISE
58 rue Jean Parot
42023 Saint Etienne Cedex 02, France
bergheau@enise.fr
RÉSUMÉ. Le procédé de formage électromagnétique, electromagnetic forming process ou
EMF en anglais, consiste à déformer les métaux en appliquant une pression générée par un
champ magnétique variable d’une grande intensité. L’objectif des travaux de recherche liés à
ce procédé est d’aboutir à une meilleure compréhension du mécanisme de déformation afin
de développer des équipements et des méthodes efficaces pour sa mise en œuvre industrielle.
Une manière de parvenir à cet objectif est l’utilisation de la simulation numérique au travers
d’une modélisation du procédé basée sur la méthode des éléments finis. Ces travaux de
développement ont été partiellement menés dans le cadre d’un projet européen appelé EMF
(G3RD-CT-2002-00798).
ABSTRACT. In the electromagnetic forming process (EMF also known as magnetic pulse
forming), the metal is deformed by applying a pressure generated by an intense, transient
magnetic field. A great deal of research and investigation efforts are needed for gaining
better understanding on the deformation mechanism in order to develop suitable forming
strategy and equipment. One way to reach this target is to employ suitable FE software to
model the process. This investigation was partly conducted in the framework of a European
project called EMF (G3RD-CT-2002-00798).
MOTS-CLÉS : modélisation numérique, formage électromagnétique, éléments finis.
KEYWORDS: numerical modelling, EMF, finite elements.

2 Nom de la revue. Volume X – n° X/2001
1. Introduction
Le procédé de formage électromagnétique, electromagnetic forming process ou
EMF en anglais, consiste à déformer les métaux en appliquant une pression générée
par un champ magnétique variable d’une grande intensité. L’objectif des travaux de
recherche liés à ce procédé est d’aboutir à une meilleure compréhension du
mécanisme de déformation afin de développer des équipements et des méthodes
efficaces pour sa mise en œuvre industrielle (Psyk et al., 2005). Une manière de
parvenir à cet objectif est l’utilisation de la simulation numérique au travers d’une
modélisation du procédé basée sur la méthode des éléments finis.
La première partie de l’article présente les phénomènes physiques majeurs
gouvernant le procédé ainsi que leurs interactions. Les niveaux de couplage requis
pour simuler le procédé et les modèles numériques à mettre en œuvre sont également
détaillés dans cette première partie.
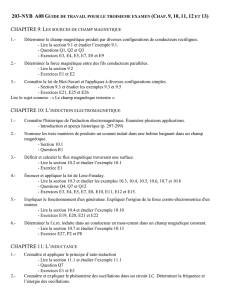
Figure 1. Interaction entre les phénomènes physiques impliqués au cours de la mise
en forme
Dans la seconde partie, le logiciel ainsi développé est utilisé pour valider
l’approche proposée sur des cas simples: tubes en compression, plaques en
aluminium. La qualité des résultats du modèle numérique met en évidence l’intérêt
de la simulation pour la mise au point virtuelle du procédé.
2. Modélisation des phénomènes électromagnétiques par la méthode des
éléments finis.
Les équations de Maxwell
Les phénomènes électromagnétiques sont gouvernés par les équations de
Maxwell. Pour des courants sinusoïdaux dont la fréquence est inférieure à un niveau
Mechanics
Heat transfer
Electromagnetism
Plastic dissipation
Temperature dependant
properties
Temperature dependant
properties
Joule
effect
Geometry
updating
Laplace
forces

Titre courant de l’article 3
de l’ordre de 1012 Hz, les courants de déplacements peuvent être négligés et les
équations à résoudre se réduisent à :
JrotH
[1]
t
B
rotE
[2]
0divB
[3]
où H représente le champ magnétique, B l’induction magnétique ou le vecteur
densité de flux magnétique, E le champ électrique et J la densité de courant. La loi
de comportement du matériau relie ces quantités ensemble par la loi de
magnétisation [4] et la loi d’Ohm [5] :
HHB
,
[4]
EJ
[5]
où
est la perméabilité magnétique qui dépend fortement de la température
(point de Curie) et de
H
. est la conductivité électrique qui dépend également de
la température.
Afin de résoudre ce système d’équation, le potentiel magnétique vecteur noté A est
introduit à partir de l’équation [3] :
rotAB
[6]
Pour assurer l’unicité de A, une condition de jauge doit être ajoutée (jauge de
Coulomb) [7] :
0divA
[7]
L’équation [2] associée à l’équation [6] conduit à l’équation [8] :
gradV
t
A
E
[8]
Dans cette dernière équation [8], E n’est pas définie de manière unique car la champ
électrique dépend du potentiel électrique V qui conduit à introduire la conservation
de la densité de courant [9] à partir de l’équation [1] :
0Jdiv
[9]
Problème aux dérives partielles
Finalement le système d’équation à résoudre se ramène à :
0
rotArotgradV
t
A
[10]

4 Nom de la revue. Volume X – n° X/2001
0
gradV
t
A
div
[11]
0divA
[12]
où
1
est la reluctance magnétique.
Les différentes conditions aux limites possibles pour le domaine d’étude
de
frontière
jVHA
sont:
- Le potentiel magnétique vecteur qui peut dépendre du temps
A
d
AA
on tt
[13]
- Le potentiel électrique imposé
V
d
VV
on tt
[14]
- Le champ magnétique tangentiel imposé (avec n, normale extérieure
unitaire à la surface)
H
d
HnH
on tt
[15]
- Densité de courant surfacique imposé
j
d
jngradV
t
A
nJ
on
[16]
Formulation éléments finis
Le problème variationnel consiste à trouver A et V tels que :
A
** AA
sur 0 ,
et
V
VV
sur 0 , **
0..
H
ds.HAdv.divAdivAdvrotA.rotAdvgradV
t
A
.A d****
[17]
0.. *
jdsjVdvgradV
t
A
.gradV d*
[18]
Cette formulation conduit au système d’équations différentielles du premier ordre
suivant :
0
0
0
0
,
,
,
,
V
V
V
V
V
VVV
A
.
C
C
AR AR
A
A
A
AAAA
[19]
Les équations [19] sont résolues pas à pas en utilisant une intégration temporelle
selon l’algorithme implicite d’Euler. A chaque pas te temps la solution est obtenue à
l’aide d’une résolution itérative par la méthode de Newton-Raphson (Conraux et al.,
2006).

Titre courant de l’article 5
3. Exemples de validation
Le modèle mécanique
Les forces de Laplace sont calculées à partir de l’induction et des densités de
courant issues du calcul électromagnétique dans SYSMAGNA®. Ces forces sont
ensuite appliquées comme chargement à la modélisation mécanique menée dans
PAM-STAMP®. Un couplage magnéto-mécanique entre les deux codes de calcul est
réalisé selon le diagramme de la figure 1.
Le comportement mécanique de la pièce emboutie prend en compte les fortes
vitesses de déformation au travers du modèle de comportement viscoplastique de
Johnson-Cook (Johnson et al., 1983) :
m
eq
n
p
eq TCBA ** 1ln1
[20]
Essais virtuels
Les expériences ont été conduites à l’Université de Dortmund, Department of
Forming Technology, en Allemagne. La figure 2 concerne le cas de tubes sollicités
en compression. La figure 3 présente le cas de plaques avec matrice.
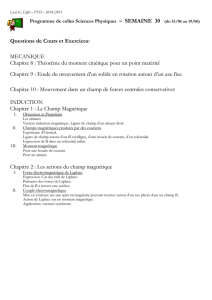
Figure 2. Comparaison mesures/calcul de la réduction du diamètre au cours du
procédé.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
020 40 60 80 100 120
Time s
Compression Diameter mm
EXPERIMENT_1
EXPERIMENT_2
SYSMAGNA + PAM-STAMP
 6
6
1
/
6
100%