BUREAU DE RECHERCHES GÉOLOGIQUES ET MINIÈRES
SERVICE G É O L O G I Q U E NATIONAL
B.P. 6009 - 45060 Orléans Cedex - Tél.: (38) 63.80.01
TRAITEMENT PAR FLOTTATION
DU MINERAI DE BODENNEC
ESSAIS DE LABORATOIRE ET ESSAIS PILOTES
par
J.L POLGAIRE - P.H. BAJON - G. MORIZOT
\
Département minéralurgie
B.P. 6009 - 45060 Orléans Cedex - Tél.: (38) 63.80.01
80 SGIM 543 MIN
Réalisation : Département des Arts Graphiques
Août 1980
Plusieurs personnes ont participé à la réalisation de ces travaux :
- pour les essais de laboratoire : G. MERY et A. ROMERO,
- pour les essais pilotes : A. BROUSSAUD, J.L. CECILE, C. REINHARDT,
J.P. FABY, J.L. BEAUVILLE, J.J. BOULARD et P.L. HERGIBO.
Y. BRECL, A. FERON, P. GALLE-CAVALLONI, S. GOUGIS, A. MABILLE,
G. MERY, G. RICHALET, J.L. ROLAND, A. ROMERO, O. ROMERO, P. VERDIER.
Les analyses de libération ont été réalisées par M. C. GATEAU
(SGN/MGA) et les analyses chimiques par MM. M. GARCIA et J. TOURNIER.
s o rircA I R E
RESUME, INTRODUCTION ET CONCLUSIONS
Pages
I À XIII
1 - RAPPEL DES CONCLUSIONS DES ETUDES ANTÉRIEURES ; RESULTATS ACQUIS
ET LEUR INFLUENCE SUR LA PRESENTE ETUDE
2 - MINERAI TOUT-VENANT
3 - ESSAIS DE LABORATOIRE PRÉPARATOIRES AUX ESSAIS PILOTES
3 . 1 - BROYAGE
8
3.1.1 - Broyage par broyeur à boulets
3.1.2 - Broyage par broyeur à barres
3.1.3 - Dissolution au cours du broyage
3.2 - ESSAIS DE FLOTTATION
3.2.1 - Conditions des essais. Réactifs utilisés.
Définitions
3.2.2 - Essais de flottation naturelle
3.2.3 - Flottation d'un concentré semi-global Pb Cu et
orientation générale de 1'étude
3.2.4 - Caractérisation de la flottation du concentré
semi-global et de la séparation Plomb Cuivre
3241 - Influence de la mixité minéralogique sur les
résultats de la flottation
3242 - Influence de la nature du collecteur et des
paramètres de 1'ébauchage
3243 - Essais de séparation du concentré semiglobal Pb Cu
3244 - Récapitulation des conclusions des essais
d'orientation
3.2.5 - Essais d'optimisation
3.2.6 - Comportement des éléments mi neurs
3.2.7 - Bilan des essais de laboratoire ; leur influence
sur la conception du flowsheet de l'essai pilote ..
8
15
17
18
18
19
20
25
25
42
47
54
54
82
84
ESSAIS PILOTES
86
4.1 - DESCRIPTION DU CIRCUIT PILOTE
88
4.1.1 - Broyage du tout-venant
88
4.1.2 - Circuit de flottation
91
4.2 - REACTIFS - CALCUL DES BILANS DES ECHANTILLONNAGES DE FLUX.
99
4.2.1 - Réactifs
4.2.2 - Calcul des bilans à partir des échantillonnages de
99
flux
99
4.3 - RESULTATS DES ESSAIS PILOTES
101
4.3.1 - Première semaine d'essais
4.3.2 - Deuxième semaine d'essais
101
124
4.3.3 - Troisième semaine d'essais
134
4.4 - BILAN DES ESSAIS PILOTES
4.5 - COMPORTEMENT DE L'ARGENT - COMPOSITION CHIMIQUE DES
CONCENTRES
4.5.1 - Comportement de l'argent
4.5.2 - Composition chimique des concentrés
4.6 - CARACTERISTIQUES DE FILTRABILITE DES CONCENTRES
5 - ESSAIS DE LABORATOIRE COMPLÉMENTAIRES
5 . 1 - DEFINITION DES PARAMETRES D'EBAUCHAGE
148
149
149
151
153
159
161
5.2 - DEFINITION DES PARAMETRES DE RELAVAGE DU CONCENTRE
D'EBAUCHAGE Pb-Cu
164
5.3 - ESSAIS D'OPTIMISATION
174
5.3.1 - Premier essai d'optimisation (essai 48)
5.3.2 - Deuxième essai d'optimisation (essai 49)
5.3.3 - Comportement de l'argent
5.4 - BILAN DES ESSAIS COMPLEMENTAIRES DE LABORATOIRE
174
178
182
183
RESUME
A la demande de RDM/FE, le département Minéralurgie a entrepris des
essais de flottation en laboratoire et en circuit pilote sur le minerai de
Bodennec, afin de définir un flowsheet de traitement permettant d'obtenir trois
concentrés différenciés de Cuivre, Plomb et Zinc, ainsi qu'un bilan prévisionnel de ce traitement.
Les essais ont été réalisés à partir d'un échantillon de 70 tonnes
de minerai prélevé à partir des haldes de travaux miniers et titrant 2,7 % Cu,
6,2 % Pb, 7,5 % Zn et 142 g/t Ag ; ces teneurs sont voisines de celles d'un
préconcentré de minerai de carrière.
Le procédé retenu est celui de la flottation semiglobale qui permet
de flotter un concentré semiglobal Pb Cu puis un concentré Zn ; le plomb est
ensuite séparé du Cuivre par flottation du cuivre et dépression du plomb par
l'hydrogénosulfite de sodium.
Le flowsheet proposé pour la flottation comporte trois sections
bien individualisées (flottation Plomb Cuivre, séparation Plomb Cuivre par
flottation du Cuivre et "reflottation" du Plomb, flottation Zinc). Il apparaît
que le flowsheet peut être caractérisé à la fois par sa souplesse d'adaptation
aux variations de l'alimentation et aux exigences de la production, mais aussi
par la nécessité d'un contrôle rigoureux des paramètres des flottations en
relation avec la complexité du minerai.
Le traitement permet de délivrer en fonction des variations de
l'alimentation soit trois concentrés différenciés, soit deux concentrés (un
concentré Cuivre + un concentré mixte Plomb Zinc). Les caractéristiques des
concentrés sont les suivantes :
(1)
Pb %
Rep.
(1)
Zn %
Rep.
Ag^Rep.™
ppm
7
10
7
10
300
23 (max.)
40
45
50
45
12-15
10-15
«
40-45
5
,(max.)
° 70
200
15 env.
350
65
(l)
Cu % Rep.
Conc. Cu
26 80 à 90
Conc. Pb
2
5
Conc. Zn
2
5
8
15
Conc. mixte
Pb Zn
2
10
25
"
(max.)
ou
75
30 3b
(max.) (max.)(max.)
(1) Les répartitions métal citées dans ce tableau sont calculées par rapport
à l'alimentation de la flottation (c.a.d. par rapport au préconcentré
gravimétrique).
(2) L'argent se répartit grossièrement à 17 % avec le Cuivre et 82 % avec le
Plomb.
- I-
INTRODUCTION
Ce rapport présente les essais de flottation réalisés à la demande
de RDM/FE en laboratoire et en circuit pilote au département Minéralurgie sur
le minerai de Bodennec.
Dans une précédente étude (rapport 78 RDM 010 DEX) il avait été proposé de traiter le minerai de Bodennec par préconcentration gravimétrique et
flottation afin d'obtenir trois concentrés différenciés de Cuivre, Plomb et
Zinc.
Le présent rapport décrit donc les essais de traitement par flottation qui ont été réalisés à partir d'un échantillon de 70 tonnes du minerai de
Bodennec, prélevé à partir des haldes de travaux miniers et titrant 2,7 % Cu,
6,2 % Pb, 7,5 % Zn et 142 g/t Ag. Les teneurs de cet échantillon sont voisines
de celles d'un préconcentré de minerai de carrière tel qu'il avait été défini
dans le rapport précité.
Il a été jugé préférable, pour présenter les très nombreux résultats
de ces travaux de conserver un ordre chronologique permettant de mieux appréhender les problèmes posés par ce minerai et les solutions proposées qui ont
présidé au déroulement des essais ; la synthèse et l'appréciation des résultats
constituent les conclusions de ce rapport.
Ainsi, le plan général de ce rapport est le suivant :
- Rappel des conclusions des études antérieures réalisées sur le
minerai de Bodennec.
- Essais de laboratoire préparatoires aux essais pilotes : détermination de la maille de broyage de l'alimentation de la flottation ;
conception du flowsheet des essais pilotes.
- Essais pilotes : analyse des résultats et caractérisation des
concentrés.
- Essais de laboratoire complémentaires : optimisation de la structure du flowsheet à partir des résultats des essais pilotes.
- Conclusions : synthèse et appréciation des résultats de l'ensemble
de ces travaux.
REMARQUE
Les valeurs de Té-partition métal (récupération ou perte) fournies
dans ce rapport sont calculées par rapport à l'alimentation flottation (c 'està-dire par rapport au contenu métal du préconcentré gravimétrique).
- II -
6 4 CONCLUSIONS
Les essais de laboratoire et les essais pilotes de flottation présentés dans ce rapport permettent de proposer un procédé et un flowsheet de traitement du minerai de Bodennec. Ils permettent également de fournir les bilans
de ces traitements.
Rappelons que le tout-venant de mine est d'abord préconcentré par
divers procédés gravimétriques puis le préconcentré est envoyé au circuit de
flottation ; le minerai sur lequel les essais de flottation ont été réalisés
à une composition assez proche d'un préconcentré de minerai de carrière : il
titre 2,7 % Cu, 6,2 % Pb, 7,5 % Zn, 12,5 % Fe, 41,7 % SiÛ2 et 142 g/t Ag.
Il faut noter que dans ce "tout-venant" la teneur en SÍO2 est élevée
et sans doute supérieure à celle que l'on pourrait attendre de la préconcentration gravimétrique ; d'autre part, lors des essais de traitement gravimétrique
réalisés à l'occasion de la précédente étude sur le minerai de Bodennec (rapport 78 SGN 204 MIN) "plusieurs possibilités de traitement gravimétriques
avaient été envisagées que seuls des essais complémentaires avec les constructeurs et des études économiques comparatives devaient permettre de départager".
Il serait souhaitable que ces essais complémentaires soient réalisés
sur le minerai de Bodennec sensu stricto et sur le minerai de Keranscol afin
de pouvoir définir le débit d'alimentation de la section flottation (en vue du
dimensionnement des appareils) et afin de pouvoir estimer plus précisément les
teneurs d'alimentation.
- Ill 6.1 - Procede et flowsheet
Le procédé proposé est le procédé de flottation semi-globale qui
permet de flotter un concentré semi-global Plomb Cuivre, puis un concentré
zinc ; on sépare ensuite le Plomb du Cuivre en flottant le cuivre et déprimant
le Plomb par 1'hydrogénosulfite de sodium en présence de charbon actif.
Ce procédé est utilisé dans de très nombreuses laveries traitant les
minerais sulfurés (gisements du type Kuroko au Japon, Australie, Canada, Pérou..)
Les modifications apportées au schéma sont cependant très variables et très
nombreuses.
Les caractéristiques du minerai de Bodennec (dont certaines sont
classiques des minerais sulfurés complexes) ont conduit à choisir ce procédé
puis à y apporter des modifications importantes.
Les principales caractéristiques du minerai sont les suivantes :
- très fine maille de libération des espèces valorisables : il n'est
pas possible de donner une valeur de la maille de libération des espèces valorisables, mais il est possible de définir une maille de broyage permettant
d'obtenir des concentrés assez bien différenciés soit un d95 de 20 microns.
Cette maille est atteinte en deux étapes : le tout-venant de flottation est
d'abord broyé à un dso de 32 microns puis le concentré semi-global PlombCuivre (soit 40 % poids du tout-venant) est rebroyé à la maille de á% de
20 microns.
Malgré ce broyage fin, les espèces valorisâmes restent incomplètement libérées, les mixtes minéralogiques les plus fréquents étant les mixtes
blende-galène. Par contre, à cette maille il n'y a plus de mixtes des espèces
valorisâmes et de la gangue (pyrite ou quartz).'-^
Par ailleurs, le rebroyage au dgs de 20 microns crée une quantité
importante de fines de galène dont la flottabilité se trouve alors réduite.
- excellente flottabilité de la chalcopyrite, flottabilités moyennes
mais voisines de la galène et de la blende : ce critère de flottabilité - et
le critère de libération - ont été déterminants pour le choix du procédé semiglobal d'une part, et pour le choix du procédé de séparation Plomb/Cuivre par
dépression du Plomb d'autre part.
- répartition de l'Argent telle que environ 17% suivent le cuivre
et 83% suivent le plomb : ces valeurs de répartition impliquent d'obtenir un
concentré cuivre et un concentré Plomb avec des récupérations métal élevées.
(1) Au cours de ces travaux, le contrôle de l'influence de la mixité a été
réalisé en étudiant de façon combinée les résultats des analyses chimiques
et des analyses de mixité par Q.T.M. des -produits de flottation (SGN/MGA
MM. GATEAU, TOURNIEZ et GARCIA).
- IV -
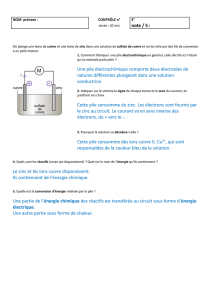
Le flowsheet proposé comprend trois sections : broyage et flottation
Pb Cu, séparation Pb Cu, flottation Zn (cf. figures 65, 65bis et 65ter). Il est
caractérisé par :
- l'indépendance des sections qui constituent chacune une structure
bien individualisée sans retour d'un mixte de flottation à une section précédente. Cette structure s'est imposée en raison de la mauvaise flottabilité de
la galène,
- l'absence, dans la première section (broyage et flottation Pb Cu)
d'un recyclage des mixtes de relavage - au niveau des flottations d'ébauchage,
- un circuit de séparation plomb cuivre comprenant successivement
une flottation cuivre puis une flottation plomb totalement individualisées.
- V -
LEGENDE DU FLOWSHEET (cf. fig. 65, 65 bis et 65 ter)
Symboles
©
Cs
: pourcentage poids du flux (par rapport à l'alimentation
flottation).
: concentration solide de la pulpe.
te» tF, tR : temps de conditionnement, flottation, relavage
(temps de laboratoire exprimés en minutes).
F, NF : Flotté, Non flotté.
Deg., Ep., Rel : dégrossissage, épuisage, relavage.
UF : Underflow (sousverse).
Réactifs
Collecteur : mélange 1/1 d'amylxanthate de potassium (AXK) et
d'aérophine S3418 (Aph).
Moussant
: Aerofroth 65 : A65.
Réactifs modifiants : chaux : CaO
hydrogenosulfite de sodium : Na HSO3
(solution commerciale à 50 % ) .
Sulfate de zinc : Zn SO4
Cyanure de sodium : CN Na '
Sulfate de cuivre : Cu SO4!
Charbon actif (acticarbone 2S) : CA 2S.
Les consommations de réactifs sont données en grammes par tonne
d'alimentation flottation.
FIGURE N° 65
CIRCUIT VE FLÖTTATION Pb-Cu
NaHSO3 700 g/t
Zn S04 700 g/t
AXK + Aph 70 g/t
A65 30 g/t
d80 :
Alimentation
flottation
NF
Cs : 35-40
te : 10'
F (tF 9 1 )
^
Rebroyage
d95 :
Cs : 15-20%
Zn SO4 500 g/t
NaHS03 700 g/t
CA 2S 200 g/t
+• Aph 8 0 g / t
/ A65 10 g/t
^
AXK + Aph 60 g/t
A65 10 g/t
AXK + Aph 60 g/t
A65 20 g/t
r_ZnS04
Reí. Ep NF
Pb Cu
Reí. Oeg
Pb Cu
F(tp 8'30)
F(tF9')
NF
Reí. Reí
Pb Cu
Ep Pb Cu
13
O
F(t F 9')
CI-
CLO
cm
OÍ íT>
r
— CXJ
vers circuit de
séparation Pb Cu s \
F(tF4')
y
vers circuit Zn
Cs : 30-35
te : 10'
500cyt
CIRCUIT VE SEPARATTON Pb-Cu
FIGURE N° 65 BIS
,
CA 2S : 350 g/t
NaHS0 3 : 1 kg/t
L
A 65 : 20 g/t
A 65 : 10 g/t
Flot. Cu
Reí 1 Cu
I
Ca0 : 200 g/t
Concentré
Pb Cu
Cs : 10-15 %
Rel 2 Cu
NF
NF
te : 20'
F (t F 8')
F (tF7-)
r
F(t 6')
Cs : 5-10%
Possibilité d'envoyer ce flux directement
Cs : 5-10 %
au circuit Zn (selon teneur Plomb)
* ( CaO : 300 g/t
r—< CNNa : 200 g/t
( Zn S0 4 : 700 g/t
AXK + Aph : 100 g/t
A 65 = 10-20 g/t
Flot Pb
CONCENTRE
CUIVRE
r—A 65 : 10 g/t
Rel 2 Pb
Rel 1 PI
NF
NF
NF
F (tF7')
F (tF5')
F (tF6')
Cs : 10
Cs : 10 %
te : 10'
CONCENTRE
PLOMB
Autre formulation possible
( NaHSO3 : 300 g/t
( Zn S0 4 : 700 g/t
in lu Q_
V
Vers circuit Zn
CIRCUIT VE FL0TTATI0N ZINC
Stérile Ep Pb Cd 55)
FIGURE N° 65 TER
Cs : 25-30
stérile Reí Ep Pb Cii 20 )
Sterile Pb
G)
I
( CaO
Caü :: 33 kg/t
I
Epaississeur
r—{ CA 2S : 200
! g/t
( Cu S0
) 44 :
: 500 g/t
Cs : 10
80 )
UF
cs :
Cs : 35-40 %
AXK + Aph : 30 g/t
A 65 : 10 g/t
CaO : 300 g/t
Ep Zn
AXK + Aph : 70
g/t
A 65 : 20 g/t
Deg Zn
F (tF 61)
Cs:20-25
F (tF 6-7')
Reí 1 Zn
I
NF
F (tF 5')
CaO : 200 g/t
Reí 2 Zn
NF
F (tF 5')
STERILE
CONCENTRE
ZINC
- IX -
6.1.1 - Section de broyage et flottation Pb Cu (cf. fig. 65)
Après broyage de l'alimentation flottation a un d80 de 32 microns,
les concentrés de flottation de dégrossissage et d'épuisage Pb Cu sont réunis
pour être rebroyés à un dgs de 20 microns avant relavage.
Le broyage du tout-venant est réalisé par deux broyeurs en série
fonctionnant en circuit fermé avec un cyclone ; le rebroyage des concentrés
Pb Cu est réalisé par un broyeur fonctionnant en circuit fermé avec un cyclone
travaillant sur l'alimentation du rebroyage : ce dispositif doit permettre
d'éviter le surbroyage des espèces valorisables et particulièrement de la galène.
La structure du circuit de relavage permet d'éviter un recyclage
des mixtes de relavage en tête des flottations débauchage. On prévient ainsi
l'accumulation du cuivre et surtout du Plomb dans cette section.
Le circuit de flottation Pb Cu fonctionne à pH naturel ; il délivre
d'une part le concentré mixte Pb Cu et d'autre part les stériles de l'épuisage
Pb Cu et du relavage Pb Cu qui sont envoyés à la section de flottation zinc.
Il faut noter que 1'entraînement de zinc dans le concentré mixte
Pb Cu est important (environ 40 % du zinc tout-venant si on s'impose une récupération Plomb de 80 % dans le concentré mixte Pb lJ^
6.1.2 - Section de séparation Pb Cu (cf. fig. 65 bis)
Cette section délivre le concentré Cuivre, le concentré Plomb et le
stérile de dégrossissage Plomb qui est envoyé à la section de flottation zinc.
Cette section comporte une flottation cuivre (avec charbon actif et
hydrogénosulfite de sodium pour déprimer le Plomb) et une "reflottation" Plomb
de type classique pour éliminer au maximum du concentré Plomb, la blende et la
pyri te.
La flottation cuivre est l'opération la plus efficace de l'ensemble
du flowsheet ; elle permet une excellente récupération cuivre (80 % minimum
du cuivre tout-venant) avec une grande sélectivité vis-à-vis des autres métaux
Par contre, la "reflottation" du Plomb est l'opération la plus délicate à
contrôler dans ce flowsheet ; les paramètres de cette opération n'ont, en réalité, jamais pu être optimisés convenablement ; il est vraisemblable qu'ils ne
pourront l'être qu'à une échelle industrielle.
La structure de la section de séparation Pb Cu la rend suffisamment
souple pour accepter les variations des teneurs d'alimentation de la laverie
et des critères de flottabilité de la galène et de la blende :
si la teneur Plomb de l'alimentation flottation est faible, il
est possible de supprimer totalement le circuit de reflottation
du Plomb et d'envoyer directement dans la section de flottation
zinc le stérile de la flottation de dégrossissage Cuivre.
-X -
Cependant ce cas - qui représente assez bien celui du minerai de
Keranscol - pose un problème majeur en raison des incertitudes concernant le
comportement des porteurs d'Argent.
Si la formulation de la répartition de l'argent mise au point pour
Bodennec sensu stricto est valable pour le minerai de Keranscol et si le circuit
de reflottation du Plomb est supprimé, dans le cas du minerai de Keranscol, la
plus grande partie de l'argent contenu se retrouvera dans le concentré zinc
(et dans le stérile total) et sera moins bien payé. Etant donné qu'il ne paraît
pas possible pour l'instant de produire un concentré Plomb dans le cas du minerai de Keranscol (cf. note SGN/MIN 79 n° 1556) la seule solution envisageable
pour un meilleur paiement de l'argent est de produire un concentré mixte PlombCuivre.
L'étude de la répartition de l'argent (par dosage de l'argent dans
les produits des flottations déjà réalisées sur le minerai de Keranscol) est
actuellement en cours pour essayer de prévoir le comportement de ce métal dans
le flowsheet mis au point pour le minerai de Bodennec.
Plus généralement, si l'entraînement de zinc dans le concentré
mixte Pb Cu devient très important et/ou si la flottabilité de
la galène (au niveau de la reflottation Plomb) est mauvaise ou
trop voisine de la flottabilité de la blende, il apparaît qu'il
est difficile de produire un concentré Plomb avec une teneur en
zinc inférieure à 12-15 %. Dans ce cas, deux actions sont possibles :
. soit produire (en utilisant le circuit de reflottation
Plomb) un concentré mixte Plomb Zinc au lieu du concentré
Plomb, soit supprimer totalement le circuit de flottation
Plomb et essayer de flotter dans la section de flottation
Zinc un concentré mixte Plomb Zinc, ce qui peut être réalisé en modifiant les paramètres de flottation zinc.
Ces deux solutions entraînent inévitablement une répartition de l'argent essentiellement dans un concentré mixte Plomb Zinc.
Les résultats médiocres de la reflottation Plomb qui contrôle la
récupération du Plomb et d'une grande partie de l'argent impliquent d'étudier
les moyens d'améliorer la production de ce concentré. Actuellement des essais
de laboratoire sont engagés dans ce sens : au lieu de reflotter le Plomb à
partir du stérile de dégrossissage cuivre, les essais ont pour but de reflotter
le zinc et la pyrite qui polluent le stérile de dégrossissage Cuivre, le Plomb
devant être récupéré en fond de cellule.
6.1.3 - Section de flottation du zinc (cf. fig. 65ter)
Cette section délivre le concentré zinc et le stérile définitif.
La structure de cette section est du type 2+1+1 et les paramètres
de la flottation sont les paramètres classiques : conditionnement de la pulpe
à pH 12,0 pour déprimer la pyrite et en présence de sulfate de cuivre pour
réactiver la blende.
- XI -
Si cette section doit délivrer un concentré mixte Plomb Zinc (cf.
paragraphe précédent) il faut alors travailler dans les mêmes conditions mais
à pH 10,0-10,5 pour éviter de déprimer la galène ; dans ce cas, un relavage
supplémentaire du concentré peut être nécessaire.
Cette section est alimentée par trois stériles de flottation qu'il
est nécessaire d'épaissir avant le conditionnement et la flottation Zinc.
L'épaississeur délivre une pulpe épaissie et de l'eau claire qui pourrait être
recyclée.
6.1.4 - Recyclage des eaux d'ëpaississage
En plus de l'eau provenant de l'épaississeur de l'alimentation de
la flottation zinc, les eaux provenant de 1'ëpaississage des concentrés (voire
de la digue à stérile) pourraient être recyclées.
Cependant, du fait de la quantité et de la variété de réactifs que
ces eaux peuvent contenir, leur recyclage dans la laverie, risque de perturber
considérablement la flottation : il faut donc prévoir, dans un premier temps,
d'alimenter l'ensemble du circuit en eau fraîche, les essais de recyclage des
eaux usées n'étant réalisés que progressivement dans les différentes sections
de la laverie.
6.1.5 - Réactifs
Les consommations totales de réactifs exprimées en grammes par tonne
d'alimentation flottation sont les suivantes :
Collecteur (AXK(1 + Aph)
Moussant (l\65) ^
Chaux
Hydrogenosulfite de s o d i u m ^
Sulfate de z i n c ^
Cyanure de sodium^;
Sulfate de c u i v r e ^
Charbon actif
470 g/t
180 g/t
4 000 g/t
2 400 g/t
2 400 g/t
200 g/t
500 g/t
750 g/t
On notera l'utilisation fréquente dans le flowsheet de charbon actif,
de 1'hydrogenosulfite de sodium et du sulfate de zinc ; le charbon actif est
utilisé au rebroyage du concentré débauchage Pb Cu, à la flottation Cuivre et
à la flottation Zinc ; il semble jouer un rôle régulateur et "nettoyant" dans
la mesure où il adsorbe les réactifs en excès dans la pulpe. Cependant, le
dosage du charbon actif est extrêmement précis et les conditions de son utilisation sont très étroites - contrairement aux autres réactifs dont les conditions d'utilisation sont assez larges.
(1) Le moussant A65 a été choisi en raison de sa solubilité dans l'eau ; il est
probable qu'un moussant du type MIBC ou un mélange MIBC A65 serait préférable.
(2) Consommation de la solution commerciale à 50%.
(Z) Consommation des produits commerciaux hydratés.
- XII -
En définitive, le flowsheet de traitement par le procédé semi-global
se caractérise par sa souplesse d'adaptation aux variations de l'alimentation et
aux exigences de la production mais aussi par la nécessité d'un contrôle rigoureux des paramètres des flottations en relation avec la complexité du minerai.
Les résultats de ces essais en laboratoire en pilote font apparaître
que des travaux complémentaires sur les points suivants sont nécessaires^.
- essais complémentaires de concentration gravi métrique pour les
minerais de Bodennec sensu stricto et de Keranscol dans le but de choisir le
procédé de concentration gravimëtrique (particulièrement pour le traitement
des "fines" de concassage) et dans le but de déterminer le rendement de la préconcentration pour dimensionner les appareils de la section flottation.
- essais complémentaires de laboratoire sur le minerai de Keranscol
pour déterminer le comportement des porteurs d'argent dans le flowsheet mis au
point sur le minerai de Bodennec.
- essais complémentaires de laboratoire sur le minerai de Bodennec
pour améliorer le concentré Plomb (étude en particulier de la voie inverse :
dépression du Plomb et flottation du Zinc et de la pyrite).
6.2 - Bilans métallurgiques des essais de traitement
Les bilans des essais de traitement ont toujours été satisfaisants
en ce qui concerne le Cuivre alors que pour le Plomb les bilans sont restés
médiocres. L'argent se répartissant avec le Cuivre (17 % envi ron)et avec le
Plomb (83 % environ) sa récupération est liée à celles de ces deux métaux.
La production du concentré zinc n'a jamais été très approfondie,
et ne paraît pas présenter des difficultés quant à la production d'un produit
de qualité marchande (50 % Zn) ; par contre, il apparaît nettement que la récupération du zinc peut être très sérieusement limitée par l'entraînement de
blende dans le concentré Plomb (et dans une moindre mesure dans le concentré
Cuivre). En outre, ces essais ont montré que la perte de zinc dans le stérile
de flottation pouvait être facilement réduite.
Le tableau L donne les bilans moyens des concentrés et du stérile
de flottation estimés en tenant compte de l'apport des essais de laboratoire
complémentaires aux essais pilotes. Ce tableau donne aussi le bilan d'un
concentré mixte Pb Zn.
L'analyse chimique complète des concentrés est fournie dans le rapport (tableau XXXVII, paragraphe 4.5.2).
il) Des travaux de laboratoire sur les points 2 et 3 viennent de débuter.
Tableau L : Bilans moyens des concentrés de flottation
Lorsque la valeur de la teneur ou de la récupération
est suivie du mot "maximum", cela signifie que cette
valeur semble ne pas devoir ou ne pas pouvoir être
dépassée.
Argent
Zinc
Plomb
Cuivre
Teneur
%
Rép.
Teneur
%
Rép.
Teneur
%
Rép.
Teneur
g/t
Rép.
Alimentation
flottation
2,7
100
6,5
100
7,5
100
140
100
Concentré
Cuivre
26 %
80 % mini
mum jusqu'à 90%
7 %
10 %
300
23 % max
Concentré
Plomb
2 % max
5 % max
T
P
40 % et 50 % max 12 à 15 % 10 à 15 %
ou 45 % et 45 % max
800
40 à 45 %
Concentré
Zinc
2 % max
5 % max
8 % max
Concentré
mi xte
Plomb-zinc
2 %
Stérile
0,2 %
7 % max 7 % max
I
X
15 % max 50 % max
70 %
200 max
15 % environ
10 % max 25 % max
75 % max 30-35 %
^
85 % max 350 max
65 % max
5 % Max
15-20 %
10 % max
environ
15 %
1,5 %
1 % max
20
1 - RAPPEL DES CONCLUSIONS DES ETUDES ANTÉRIEURES ;
RESULTATS ACQUIS ET LEUR INFLUENCE SUR LA PRESENTE ETUDE
- 11 - RAPPEL DES CONCLUSIONS DES ETUDES ANTÉRIEURES ; RESULTATS ACQUIS
ET LEUR INFLUENCE SUR LA PRESENTE ETUDE
Les études antérieures sur la valorisation du minerai de Bodennec
sont consignées dans le rapport 78 SGN 204 MIN [Etude du traitement du
minerai de Bodennec].
Les conclusions sont ainsi présentées :-repris en annexe IV du
rapport général des études d'exploitabilité du gisement de Bodennec, référencé (78 RDM 010 DEX)-.
"Les recherches correspondantes se sont déroulées pour l'essentiel
entre mars et décembre 1977. Elles ont porté sur la variabilité du minerai,
sa préconcentration gravimétrique et sa flottation.
Les études réalisées sur la variabilité du minerai (études minéralogiques d'une vingtaine d'échantillons) ne constituent qu'une première
approche de ce problême. Bien que la minéralisation principale présente une
structure assez homogène, il faudra tenir compte des variations importantes
dans les proportions mutuelles des différents sulfures et en préciser par la
suite l'amplitude en fonction de la méthode et des cadences d'exploitation.
L'étude de préconcentration réalisée sur un lot de minerai fortement dilué (3,4 % Cu + Pb + Zn) a montré que l'on pouvait éliminer une proportion importante de stérile (à moins de 0,5 % Cu + Pb + Zn) par séparation
en milieu dense (d # 2,75) après concassage à 50 mm environ. Cependant, les
fines (inférieures à 0,5 ou 2 mm selon l'appareillage de séparation en milieu
dense) qui ne peuvent pas être traitées dans l'installation et qui, étant
donné la constitution du minerai (schistes) représentent une proportion
relativement importante (20 % - 30 % en poids) du produit concassé, devront
être préconcentrées par ailleurs (spirale ou appareil analogue).
Une méthode de flottation étagée comprenant trois circuits pour
Cu, puis Pb et enfin Zn, a été élaborée et permet d'obtenir des résultats
assez satisfaisants malgré la complexité du minerai. La libération nécessite
un broyage à 60-65 microns (80 % de passés à cette dimension)".
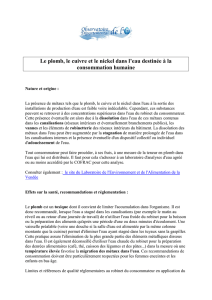
Les essais de flottation réalisés dans cette étude antérieure ont
porté sur les deux méthodes de traitement les plus utilisées pour ce type de
minerai à savoir la méthode différentielle et la méthode semi-globale (où
un concentré global Pb Cu est flotté en tête du procédé).
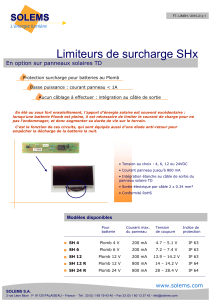
Les résultats obtenus à partir de chacune de ces méthodes en laboratoire sont présentés figures 1 et 2.
La différence essentielle entre les résultats des deux méthodes
concerne le plomb dont la récupération dans le concentré n'est que de 11 %
par la méthode semi-globale et de 32 % par la méthode différentielle. Cependant -dans le cas de la méthode semi-globale- la perte plomb liée au mixte
de relavage Pb Cu (soit 33 %) et au concentré d'épuisage Pb Cu (soit 14 %)
représente pratiquement la moitié du plomb tout-venant.
Après la flottation cuivre,23 % du Plomb tout-venant seulement,
rentrent dans le circuit Plomb ; dans le cas de la méthode différentielle
67 % du plomb tout-venant rentrent dans le circuit Plomb. En comparant ces
valeurs aux valeurs des récupérations dans les concentrés Plomb, on constate
que la récupération relative au niveau du circuit Plomb est, pour les deux
méthodes, de 50 %.
H t n r r a l brojrí
ZnSO,,
Díp.roMlii««ge cuivre
flottatlon ( m
Mlncrrr A
nine
500 g/t
I 500 (t/t
200 g/t
IS t/t
rll
Cuivre
Trorfultn
2 relavngea (*CaO)
Concentre1 Cu
Ríaídu Elntlatlon
100,00
H,3
Dígrosslsosgp Cn
16,7
Concentré final Cii
Hlx(es r e í « . ¿ «
rpiilsfiçe C u
NaCN
Aero 2«2
100 g/t
100 g/t
25 g/t
t 0
50
10
Zinc
Rpt X
Tolda
Rpt Z
•131
100,0
7,3
730
100,00
17,9
299
69,1
9,9
165
22,6
7,0
9,7
76,6
ie? :
' «Ó,*
12,1
(17
28,5
,7,0'
12,0
7,7
10,5
76
17,5
di
76,1
0,7
5S
Cone, final Fb
Nixte relav. Tb
FJptils.iE« P1»
1,5
0,9
1.'*
5,7
Rf-stdu flot. Tb
63,7
Rfsldii f l o t ,
C»0
NaCN
Aero 213
Pll
*r<'l»«ge Tb
flotutlon J «in
Cone, final Zn
Hlxte Zn
r.piils.ic<r Zn
R í o W u fln.il
Tpncitr
roidn
Rpt X
17,0
1 700
100,0
13,2
220
tn,.i
z
fe,6
1,0
56
1Í6
Í6,0
16,9
16"
»),6
13,7
10,'1
75
10,3
19,9
113
11,9
13,1
6,l|
'190
67,1
11,0
837
R<i,n
H
,. 6,9
51,1
2Ítí .
sl.s
' 18,1
03
6,9
3
0,7
77,3
52
"(3
11
2,6
11,1
0,7
11,0
23,6
1,9
60
B0
27,0
175
10,S
0,6
36
9,9
1,9
170
16,'i
9,1
577
'in,i
• ; . « .
6,1
1,1
8,6
0,8
S
1
17
1,1
0,3
2.0
:U
1,1
2,0
1.0
U
1,1
5,9
51
'17,9
0,3
15
3,1
1.1
53
l,t
56,0
312
3» , 9
16,1
30
3,2
139
11,6
1,7
5(1
1.1)
6,9
7,7
Concentré
fpu louée Tb
pnO
DÉgrosuliiaiige rlnc
flottatlon * mn
500 g/t
«00 g/t
50 g/t
20 g/t
•v 9
100 g/t
10 g/t
Maille de broyage
dgo = 65\i
Figure 1 : Schéma et bilan moyen
essai de flottatiôn
selon la méthode de
flottatiôn êtagée Cu-Pb-Zn.
'
0,6
HI»tí Tb
Réaldu flottatlon
Tb
Cnnrpntrf 7.
rolda
rlonb
Teneur
X
10
Concentré
fpulange Cn
Dógroaalsange plomb
rinttntinn 3 mn
Concentre1 Tb
Hlnrrec A
m ne
\
Hlxle Cu
Relavage rb
Teneur
X
Tout-venant
Epuiaage cuivre
fiottntton 10 an
rnld« X
79,5
I
rv>
i
Miner«! broyl
CaO
Dlgroaaieiagt I Pb» Cu
tlottatlon 3 an
Concentré
D£groeeiiaag* 2
Fb«Cu
flottatlon 3
ZnSO„
EIX
HI DC
0.7 kg/t
»0 g/t
15 g/t
ZnSO«
ETX
H1BC
0,2 kg/t
to tit
10 g/t
Concentre 2
Epulaagc Fb*Cu
flottatlon S auT
ETX
Hire
50 g/t
10 g/t
Concentre
primait« PMCu
DlgroaeLeeage Cu
flottatlon i an
SOj
2 kg/t
Hlnerec A SO g/t
pd»
Plomb
rept. teneur
\
\
Kl ne
pds
rept. teneur
t
%
pds rept.
\
Tout vonniit trnitá
100,0
4,37
437 100,0
7.36
736
100,0
11,67
1167
100,0
Concentra PbtCu relavé
15,0
14.0
222
50,B
15,9
230
32.3
15,3
229
19,G
Mixta PlilCu de relavaga
10,0
5.5
55
12.6
24,5
245
33,3
17,0
170
14,G
Concentra FbtCu ípulsnqe
12,0
5.5
66
15.1
0,5
102
13,9
72,0
204
22,6
nösldu flottatlon PbtCu
63,0
1.5
94
21,5
2,4
151
20,5
0,0
504
43,2
7,0
26,0
102
41,6
7,B
55
7,5
8,0
56
4,0
(1
Relavage
Hlxtt
fbtCu
tenour
t
Concentra final Cu ,
Conc«ntrf
enulaag« Pb*Cu
Cuivre
Pol,ds
%
rrodults
r e l u v n g i ? ) ¡••••' '••"•' -•'• •' -'
-.•A , 1
Mixte L'u de lelavoge
0.5
3.0
2
0,5
22,0
11
1.5
22,7
II
0,0
Concontri Cu ípuloago
3.0
9,0
27
6,2
30,0
90
12,2
le,5
55
4,7
Conoentrt primaire fb
<,5
M
11
18.2
02
11.»
23,0
107
9,2
47,5
230
20,4
i
\
Epulaagt Cu
flottatlon S an
SOj
I kg/t
Hlnerec 1 50 g/t
Concentrl
prhaalre Cu
Rtlavaga
Concantri Cu
Inuliag«
Concentra final Ziv
• ;
?,3
11
2
'?
3.0
15
2,0
i
Hlxtes Zn relavagea
11,0
4.7
52
11,9
6.5
72
9,0
17,3
190
16,3
Concentré Zn ¿puisage
5,5
2,7
15
3,4
5,0
27
3.7
7,0
43
3,7
rejet final
41.5
0,4
16
3,7
0,9
37
5,0
0,0
33
2,0
\
Concantri
final Cu
Hlxte Cu
rtlavaga
Conctntrf p'rlnalre Fb
Maille de broyage
Matdu
flottatlon PotCu
•
Dégroaalaaaga Z D Epulaage Zn
Conctntri Zn
prlaalrt
I
Coocentti
(pulaagt Zn
2 relavagea
Concantri
final Zn
Mixtea Zn
iclavagea
Kajat
final
CuSOi,
ETX
HlkC
0.) kg/t
SO g/t
5 g/t
CuSOh
ETX
H1ÏC
0,2 kg/t
70 g/t
10 g/t
= 65\i
Figure 2
w
Sohéma et bilan
moyen d'un essai
de firettati&n complet
selon Ta méthode semi-globale..
- 4Cette constatation a conduit à reconsidérer pour les nouveaux
essais, l'utilisation de la méthode semi-globale, d'autant que les résultats
des essais d'orientation sur le Minerai de Porte-aux-Moines concluaient à
la suprématie de cette méthode.
Cependant, il faut bien avoir à l'esprit que dans la méthode semiglobale, la perte plomb constatée au niveau du mixte de relavage Pb Cu
constitue un "risque" du procédé, car la mauvaise flottabilité du Plomb à
ce niveau peut engendrer de nombreuses difficultés.
Ce phénomène observé dès ces essais préliminaires (et quelle
que soit la méthode de flottation) restera pour les nouveaux essais une difficulté majeure du traitement.
Par ailleurs, un autre problème soulevé dans le rapport 78 SGN
204 MIN concerne la maille de broyage de l'alimentation flottation.
La plupart des essais y ont été réalisés après un broyage à un
dso de 65y. Sur les produits obtenus à partir d'une flottation différentielle,
une étude minéralogique a été réalisée ; il en ressort que (cf. pp. 120 et
121) :
"- dans les produits mixtes de flottation du cuivre : on relève la
présence de grains mixtes de chalcopyrite et de blende (fréquents), de chalcopyrite et de pyrite (communs) de chalcopyrite et de galène (rares). Dans
tous ces grains mixtes, les phases ont des dimensions comprises entre 10 et
80 microns.
- dans les produits mixtes de flottation du plomb : les grains
mixtes sont essentiellement composés d'associations galène-blende ou galèneblende-chalcopyrite ; les éléments de ces grains ont également des dimensions comprises entre 10 et 80 microns.
- dans les produits mixtes de flottation du zinc : les grains
mixtes sont abondants, ce sont souvent des associations blende-chalcopyrite
avec pyrite fréquente et galène plus rare, la taille de chacune des phases
s'échelonne toujours entre 10 et 80 microns.
- dans les produits concentrés, il a été noté :
pour le cuivre : présence de quelques mixtes chaicopyrite-blende
ou plus rarement chalcopyrite-pyrite et chalcopyrite-galène, dont les
diverses phases sont comprises entre 15 et 60 microns.
pour le plomb : présence de mixtes galène-blende (pratiquement
pas de blende libre) et de quelques associations galène-chalcopyrite ou
pyrite, présence de mixtes blende-pyrite. Les dimensions des phases sont
toujours comprises entre 15 et 60 microns.
pour le zinc : blende souvent libérée mais présence de quelques
mixtes associant la blende â la chalcopyrite ou à la galène ; dimensions
des phases incluses dans ces mixtes : entre 10 et 40 microns.
- dans les rejets : présence -abondante- de pyrite, souvent
libérée, parfois associée à de la blende ou de la chalcopyrite. Les dimensions des phases dans les grains mixtes sont compris entre 15 et 60 microns.
L'étude minéralogique des produits de flottation montre que les
- 5plus petits éléments minéralisés contenus dans les mixtes ont des dimensions
de Tordre de 10 à 15 microns. Pratiquement il est hors de question de
broyer le minerai jusqu'à cette dimension, néanmoins - au vu de ces résultats, il est apparu souhaitable de pousser le broyage précédent la flottation. Le but à atteindre étant de libérer au mieux les sulfures sans
surbroyage".
Ces essais de libération complémentaires ont alors élé réalisés :
des essais de flottation identiques ont été effectués sur des produits
broyés à des d80 inférieurs à 65y, d'une part, et à des dso de 30y, d'autre
part.
Il en a été conclu que "un broyage prolongé aide donc à résoudre
une des difficultés rencontrées... à savoir la séparation du plomb et du
zinc" (cf. pp. 123-126).
A partir de cette constatation .les essais cycliques terminant
cette série d'essais d'orientation ont été réalisés avec un dßO de 30y.
Si un broyage poussé permet la libération des espèces valorisables
et particulièrement blende/galène dans le cas du minerai de Bodennec, il
constitue en lui-même une autre difficulté majeure du traitement : outre
son incidence sur le plan économique, il diminue la flottabilité des espèces
valorisables même libérées.
Pour cette raison, les nouveaux essais de traitement ont donc tous
été réalisés sur une alimentation broyée à un d80 de 30y et un contrôle de
la mixité par analyseur d'images a été effectuée sur certains des produits
de la flottation.
Un autre aspect important du traitement abordé dans le rapport
préliminaire concerne la cinétique de la flottation.
Dans le cas du minerai de Bodennec, ce paramètre se traduit par
les phénomènes suivants : au fur et à mesure que le temps de flottation
(c'est-à-dire d'aération) augmente - quel que soit le procédé de flottation
(différentiel ou semi-global) et quelle que soit l'étape de flottation considëréedans le procédé - on observe la flottation du cuivre en tête puis celle
du plomb et celle du zinc.
Ceci signifie que selon la durée de flottation (et si la quantité
de collecteur est suffisante) on peut théoriquement obtenir une flottation
différentielle, semi-globale, ou globale, ou encore que la sélectivité du
procédé dépend étroitement de la cinétique de flottation.
Or, ce paramètre qui peut être facilement mesuré, voire contrôlé
au laboratoire, devient très difficilement maîtrisable à l'échelle pilote.
C'est pourquoi la flottation différentielle avait été étudiée lors du précédent rapport, mais cette méthode est sensible, lors de l'ébauchage, à
trois variables (Cu, Pb, Zn) au lieu de deux seulement pour la méthode semiglobale (Cu + Pb d'une part, Zn de l'autre) : cette dernière méthode peut
donc mieux s'adapter à la variabilité d'un minerai.
Ces considérations ont conduit à reprendre les essais de flottation semi-globale ; l'étude de la cinétique de flottation a été en partie
sacrifiée à l'étude de conditions opératoires plus sélectives permettant de
mieux s'affranchir de cette cinétique.
- 6II convient de noter ici l'apport important que constitue pour
cette étude la possibilité, depuis août 1979, d'évaluer la libération
minérale par analyseur d'image.
A partir des résultats de l'étude préliminaire réalisée sur le
minerai de Bodennec les conditions de départ de la présente étude ont été
ainsi établies :
- broyage de l'alimentation flottation à 30p et contrôle de la
mixité,
- reprise de la méthode semi-globale et étude de la flottabilité
du plomb,
- amélioration des conditions opératoires vers une plus grande
sélectivité pour mieux s'affranchir des problèmes concernant la cinétique
de flottation.
2 - MINERAI TOUT-VENANT
- 7 -
2 - MINERAI TOUT-VENANT
Le minerai tout-venant sur lequel ont été réalisés les essais de
laboratoire et pilote (soit 70 tonnes) est constitué de blocs provenant des
travaux miniers de Bodennec qui ont été concassés par deux concasseurs à
mâchoires disposés en série et suivis d'un concasseur giratoire. Le produit
obtenu est inférieur à 20/30 mm environ.
Un échantillon de ce lot a été concassé à 5 mm par un concasseur
à cylindres pour constituer l'alimentation des essais de laboratoire.
L'analyse chimique moyenne d'un échantillon de tout-venant donne
2,70 %
Cu
Pb
6,22 %
Zn
7,51 %
Fe 12,48 %
Si02 41,75 %
Ag
Sb
Bi
Cd
As
142 g/t
168 g/t
159 g/t
293 g/t
134 g/t
Les résultats prévisionnels de la préconcentration du minerai de
Bodennec donnent les teneurs suivantes pour l'alimentation flottation
(cf. rapport 78 SGN 204 MIN p. 166) :
Minerai de carrière
Cu
Pb
Zn
Ag
3, 25 %
7, 24 %
8, 43 %
170 g/t
Minerai de souterrain
Cu
Pb
Zn
Ag
2,88 %
3,80 %
7,41 %
140 g/t
Du point de vue "teneur des éléments valorisables" le minerai toutvenant des essais de flottation est donc voisin du préconcentré gravimëtrique
prévisionnel du minerai de carrière ; cependant il est probable que sa teneur
SiO2 (de 42 % environ) soit supérieure à celle d'un préconcentré gravimëtrique qui devrait être plus riche en pyrite.
Il est à noter par ailleurs que lors des étapes du concassage,
réalisé un à deux mois avant le début des essais de laboratoire et pilote
la seule précaution particulière concernant le minerai a été sa conservation
dans la halle à l'abri de l'eau et de la poussière.
3 - ESSAIS DE LABORATOIRE PRÉPARATOIRES
AUX ESSAIS PILOTES
- 8-
3. ESSAIS DE LABORATOIRE PREPARATOIRES AUX ESSAIS PILOTES
3.1 - BROYAGE
3.1.1 - Broyage par broyeur à boulets
Le minerai tout-venant a été broyé en broyeur à boulets Minemet
dans les conditions suivantes pour obtenir un d80 de 32y (cf. paragraphe 1 ) .
- Concentration solide de la pulpe 66,6 %.
- Poids des échantillons tout-venant ^ 1,1 kg à 1,2 kg.
- Charge broyante :
. 16 boulets 0 45)
. 28 boulets 0 32 ? Poids : 18,7 kg
. 43 boulets 0 25 )
- Temps de broyage : 45 minutes.
L'analyse granulomëtrique du tout-venant est la suivante :
2,5
1
0,5
0,1
0,032
+ 5 mm
- 5 mm
- 2,5 mm
- 1 mm
- 0,5 mm
- 0,1 mm
- 0,032 mm
5,2 %
33,5 %
28,8 %
9,7 %
12,1 %
4,5 %
6,2 %
Après broyage réalisé dans les conditions précédemment définies;
l'analyse granulomëtrique et chimique du produit broyé (obtenue par tamisage)
est la suivante :
+ 50y
32-50y
- 32y
Reconstitué
Poids
Cu %
Pb %
Zn %
Fe %
5.9
12.9
81.2
100.0
2.34
2.97
3.75
5.01
7.35
5.82
7.60
7.75
6.84
7.62
13.01
13.25
12.22
12.40
2.85
2.72
On observe un enrichissement en espèces valorisables des fractions
fines particulièrement net en ce qui concerne le Plomb.
L'analyse granulométrique par sédigraph de ce produit broyé (cf.
figure 3) montre qu'il y a 17 % de fines inférieures à 5y et 10 % inférieures
à 2y.
Par ailleurs sur les fractions granulométriques + 50y, 32-50y et
- 32y des études de mixité par analyse d'images ont été réalisés au département MGA (M. GATEAU) [cf. figures 4 , 5 et 6 ] .
- 9 -
Avant d'aborder l'analyse de ces résultats, nous décrivons succinctement la méthode d'évaluation du degré de libération minérale par analyse
d'images.
a/ Description de la méthode
Les matériaux à analyser (produits de broyage ou de flottation)
sont enrobés dans une résine, puis examinés sous forme de sections polies.
La prise d'information est purement optique : une caméra de télévision transmet à l'analyseur d'images les informations recueillies dans
le champ d'un microscope conventionnel. La quantification géométrique repose
sur une discrimination des minéraux en fonction de leur brillance apparente,
donc ici de leur pouvoir réflecteur ; un stylo électronique permet éventuellement de corriger les imperfections de détection.
b/ Ccœactérisation bidimensionnelle du degré de mixité
La prise en compte d'un paramètre caractéristique de l'association
entre minéraux suppose la détection simultanée de deux espèces. Cette
remarque étant incompatible avec le schéma classique d'un analyseur d'images
(analyse monophasée), nous opérons à partir d'une configuration d'appareil
spécialement aménagée au département MGA.
Le principe de la mesure est le suivant :
Soit un grain composé de deux phases A et B réparties entre elles
de façon quelconque ; considérons l'intersection de cet objet avec un plan
(section polie par exemple) :
Figure
La grandeur la plus simple qui soit représentative de la composition de ce grain est fournie par les pourcentages de la surface occupée par
chaque constituant :
MA =
Aire (A)
=
Aire (A) + Aire (B)
Aire (A)
Aire du grain
- 10 L'affectation à chaque grain d'une telle quantité est réalisée de
façon automatique par l'appareil. En un seul balayage de l'image (1/10 de
seconde), il est possible d'obtenir un résultat exprimé soit en nombre,
soit en mesure sur toutes les particules caractérisées par un coefficient
de mixité MA compris dans une gamme de valeur donnée. Ce type de mesure
peut être associé à une classification en fonction de la dimension (Aire)
apparente des particules.
c/ Remarques
La démarche utilisée implique 2 limites qu'il est important de
considérer lors de l'interprétation des résultats :
- L'utilisation de la microscopie optique entraîne l'existence
d'une coupure granulomëtrique artificielle ; il est très difficile en effet de prendre en compte et d'identifier les grains
de dimension inférieure à 7 ou 8ym. Les particules les plus
petites étant généralement les mieux libérées, on aboutit à
une sous estimation du degré de libération global.
- Les observations sont réalisées sur un plan de coupe et non
sur un volume ; sachant qu'un grain mixte peut induire une
section apparemment libérée, il y a donc surestimation de la
libération par cette technique d'analyse.
Ces biais, d'effets par ailleurs opposés, étant systématiques,
l'utilisation la plus efficace des résultats, consiste à n'utiliser les
valeurs absolues qu'à titre indicatif ; les variations relatives permettront
par contre, de suivre très précisément l'évolution du phénomène de libération.
Les résultats sont à la fois présentés sous forme de tableaux et
sous forme d'histogrammes qui donnent la quantité cumulée d'un minéral
(cumul %) ayant un degré de libération donné (libération %).
On constate que :
- le degré de libération augmente logiquement lorsque la granulométrie diminue,
- pour la tranche - 30y (qui représente 80 % poids de l'alimentation flottation) la pyrite est pratiquement libérée (92 % est libéré à
90 %)(D par contre la chalcopyrite, la blende et la galène sont incomplètement libérées (70 % seulement de chacun de ces minéraux est libéré à 90 %).
(1) Ceci signifie encové que 92 % de la-pyritesont contenus dans des grains
contenant au plus 10 % d'un autre minéral.
t i it / V M U I U r.i L I H I
h i i'>i H i m . M i
/J it-/L'iiA
•. ¡ . - ..
IM 11
,j .
iiiilu--"»
'.'-.^L
Vistióte
CJl'lK/Alli
K . . V v « p -
I'l i : | > i l i u l l i ill
4n
I AUX
!'i i' '
!, ii! i!i
'•:•. il!|
, :
<
'
1
!
•
,
•
; • • : ! ! :
:
¡1!
'' ! i
; :
;
.!
'
, :i ¡ i r
i t! ' '
•
1
!
!
'. ! [
....
!
'
.
'
'
i i
•
:
i , 1! !
i
" • 'i;
•
i! '
!
i
i
i
1
i
: ¡; j :
Í,
•
i
! ' ;
i
i.
•
! ', i : ' ¡ j¡j!
'
'
i ' ! ' ' ! \\
i
l¡¡ '
i
!
i
•
:,,
•:
'
1!'' '
1
!
I
.'
'
'
•
11
,AJ
ji
: II •:
¡l
¡ÜV.i!
je
• • • |
i. M
t
_
! • :
;
t
T I
l i l i '
|
1 '
!
'i•
i
.
'
'
1
• 1 '
••
•1
i'
\ i! •
•i , ! ;
;
i
|
t
Ü!l i l
I
111
M
1
¡
!•l
!
•'•
' .
i
!
•
'!
1
,
!
;
:
;
'• i
DIAML1KL DI il'IIEkf
U
COULTKONICS FRANCE S.A
Pivittun
14,
fndutiiifitlf
lut E. I ego n di «
9518O - M A » G f N C v
fcOUlVAU.NH
tí.H
iu ! ¡ •
l),ó Ü.'i
F:N M I C k O N S
Figure n° 3 : Analyse granulométrique au Sedigraph
du minerai broyé en broyeurs à boulets
o, I
'
!
i •
1
:
; .
-i *
I
!
• ¡ '
1?. ! ! ;|¡ !l : : ;! j:-!
Hi III ü: - i
•
i
i ' ' ' \
:¡ '
i
•
.!; :: ¡i¡ i ! ! i
•' '. Í : I : ¡ ! ]'•'•<'•
1
j !
i i
I i
! > ! '
i i \
i !i¡ I Î
1 1
|
1 i ; ¡ | | iií ' ':i
I ü
ij 1 i t ] 1 ! :
i
i
' !
<
i i i: í
:
-
1
! !
¡¡ I\'-\'
I >
.
t •
•
t til
.
.
i H i; ;: :¡u
ni'
1
¡üi
'* t ! 1
]| : i :';•
1
t : ::•
i ''
!
"m i¡ i
i
'
•
!' t i1l Ü ' ::',
'
i
\
IlliPi
1 j i ' i ¡ ¡
j
' \
¡í;i '
t
1
' i; ! ! i
n, i
i > ;
!
!1 '
I
fnu
LIBERRTIOH
'4 PYRITE
90
se
70
60
50
40
30
20
10
0
LIBERñTION
:•: CHRLCO
90
se
.
70.
60
•
50
40
30
20
10
0
LIBERflTION
'A BLENDE
90
80
70
66
5.0
40
'.30
20
10
0
LIBERATION
A G FILE HE
90
se
70
60
50
40
30
2 fi
10
0
CUMUL
PYRITE
77.0
S2.6
90.2
94.1
?
lui.'!',
II U U U L L I •;• .
•=••
2
ii;-Df n i u R O N S
- 12 4
?
*
)
ee
se 100
CUMUL y.
2
4
CHflLCO
22.8
TT tt yf i r i f tr T T T T T T tr T T • • • • • • • « « . , , , ,
45.6
####^###########ft##í¿###
59.6
#
74.5
#
#
#
#
#
#
#
#
#
#
#
í
#
#
#
#
#
#
#
#
##
82.9
#######
91.3
96.2
98.6
99.8
100.0
se 100
•• O » *T
99.1
99.4
99.9
100.0
100.0
?
. ?
?
**
######################## ¿iiü;;
*####* ,
¿¿¿^
#########################
;;5¡;ÍÍJ¿
#############################;#¡;;;;;;;í;;*;;5;;j;
CUMUL :••:
40
BLENDE
.8.1
34. 1
58.5
75.0
84.3 •
88.6
92.4
97.3
99.9
100.0
CUMUL y.
GflLENE
17.9
22. 6
2
• 23.
27.
31. 8
53.4
70.6
85.6
96.2
100. 0
¡
?
•2e
#########.'..
«##########
############.
40
;.
#
figure n° 4
Degré de libérâtian~
espèces_súlfuré4e^
30 pT
après broyage à dßO
BROYEUR R BOULETS.
* ECHANTILLON
32-50 MICRONS
- 13 LIBERATION
y. PYRITE
90
80
70
68
58
48
38
20
18
fi
LIBERATION
y. CHflLCO
90
80
78
60
58
46
38
28
18
8
CUMUL
RYRITE
28
48
i
i
188
fifi
i
92. 9
96.' i
97. 9
98. 6
99.4
Ci« C;
100.8
108.8
################################# # # # # # # # # # # # # # # # # #
CUMUL
CHflLCO
35.4
55.7
71.2
79.3
S3. 7
98. 1
94. 8
97.5
99.8
180. 0
a
LIBERflTION
'4 BLENDE
98
80
78
60
58
48
38
28
18
8
CUMUL ï
BLENDE
47. S
72.9
S3. 7
90.8
94.9
LIBERATION
* CflLENE
90
80
78
68
58
40
38
£8
10
CUMUL ;
GflLENE
Pi
i
99.5
99. S
168.8
168.0
tL. •»' » 7
27.6
41.9
52. 6
57. S
63.5 .
74.5
S6. 5
94.5
108.0
20
48
!
!
!
##################
68
!
se
i
180
i
##################################################
28
40
8
!
!
!
########################
68
!
P. Pi
"j
#######tt##########################################
8
!
"
• 28
!
48
!
############
##############.
#####################
######*########*##########
68
!
ft«
!
"
•
""
;
lflfl
"ï
"'
""
"
Figure n" 5 : Degré de libération des espèces sulfurées
après broyage à dgQ = 3O]x. Tranche 32.5.O\Î
p
HfiHTILLON Í & ECHÍ
LIBERflTIdH
y. PYRITE
90
SO
70
60
50
40
30
20
10
0
C U M U L ••
LIBERRTION
': CHflLCO
CUMUL 'A O
CHflLCO
!
70. 6
Ç0
SO
70
60
50
40
30
20
10
ft
PVRI-TE
91.9
93.7
97. 2
Cl C;
¡J
i
SO
70
SO
99. 0
99.4
99. S
99.. S
99. S
100.0
94.4
96.3
97. 1
98. O
99.2
99.7
100. 0
69. 5
y y. 4
94. 4
95. 0
96. -?i"
40
30
20
10
97.
98. o
99. ™*(
180. 0
100. 0
LIBERRTIOH
:•: GRLENE
90
se
70
60
50
40
30
20
10
fi
60
i
i
i
100
I
~.\
50
O
- 14 40
###############################################. . .
##################################################
##########*###############################*#######
##################################################
20
40
60
80
100
####*############################################.
#######*#*######################################*.
CUMUL •-.' O
LIBERATION
:-; BLENDE . 'BLENDE
90
IK32 MICRONS
C EROVEUR H BOULETS.
20
40
60
88
100
i
l
i
j
############################################
##*#############*###################«############
#################################################
CUMUL y. O
* 20
40
60
80
188
GRLENE
!
!
!
!
!
!
69. 8
###########*###############*#######
'
73.9
##########«#####3####################
77.6
##£####################################
80. 4
########3#########fc####S####4i#######S###
84.7
#####################*#######£############
90.4
95.3
#
98.5
#######*###########**#############################.
99.7
100.0
Figure n" 6 : Degré de libération des espèces sulfurées
après broyage à dßo - 30 y.Tranche - 30 \i
- 15 Les résultats peuvent être aussi présentés de la façon suivante :
en supposant que l'on s'intéresse seulement à la tranche inférieure à
32 microns, il est possible de déterminer la teneur maximale d'un concentré
Cu, Pb ou Zn correspondant à une récupération fixée :
Récupération
% libération
Teneur maximale
du concentréfU
Concentré Cu
86 %
80 %
27 ,7 %
Concentré Zn
88 %
80 %
Concentré Pb
74 %
80 %
53 ,7 %
69 ,2 %
Ces calculs montrent bien les limites de teneur imposées par le
degré de libération ainsi que les contraintes qu'il impose au contrôle du
broyage. Un broyage plus poussé peut être nécessaire s'il permet une amélioration de ces teneurs mais il vaut mieux l'envisager a priori, sur un "préconcentré" de flottation plutôt que sur l'alimentation flottation.
3.1.2 - Broyage par broyeur à barres
Des essais de broyage en broyeur à barres ont été conduits parallèlement aux essais qui viennent d'être présentés.
Après broyage à un d80 de 32 microns, l'étude par analyseur
d'image de la tranche - 32 microns montre que la libération des espèces
valorisables est moins bien réalisée après broyage par broyeur à barres (cf.
figure 7) qu'après broyage par broyeur à boulets (cf. figure 6 ) . Ce résultat
est logique dans la mesure où le broyage à barres réduit l'éventail granulométrique du produit broyé par rapport au broyage par boulets, d'où une proportion de fines moins grande et par conséquent un degré de libération moins
élevé.
(1) Ces teneurs sont calculées en considérant des espèces minérales pures.
XHHHTÍLLÜN 13 -
( BROYEUR
~1 BhRPES.
D<32 MICRONS
0
20
1
i
;
0
CUMUL
PYRITE
89. 3
95. 9
97.4
98. 0 •
93.6
99. O
100.0
180. 0
188. 8
108. 0
- 16 40
LIBERATION
y. CHñLCO
90
80
70
6830
40
CUMUL
CHRLCO
67.4
75. 9
34.7
39.7
92.6
94. 6
O
20
40
SO
80
13«.
!
!
!
!
!
!
##########*#######################
######################################
###########*#################*############
#############################################
30"
20
95.5
LIBERRTION
% PYRITE
90
88
70 .
by
59
40
30
20
10
10
O
LIBERñTIOH
•••.• BLENDE
98
88
78
68
CUMUL :
BLENDE
.53.7
• 38.1
33.5
94.5
95. 8
97. 1
99.4
99.7
LIBERñTIOH
y. GflLENE
90
30
78
68
58
40
38
28
10
3
1 *.
i i
*#################**############£##########*#
#####################################£## # # # # # £ # # 2*
0
60
SO
100
1
;
|
¡
##########################*.. '
20
48
;.'
i i
'.
############################################
92.4
48
28
10
0
3û
97.9
99.7
100. 8
58
38
60
100.8
CUMUL y.
GflLENE
59.8
71. S
78. 9
36.7
3'S. 8
39.5
93.7
97.5
98. 3
180.0
O
28
48
60
88
!
!
!
•
!
!
############################## '.
########•$###########################
,
#######################################
############################################
Figure n° 7 : Degré de libération des espèces sulfurées
après broyage à dso = 30 u- Tranche - 30M
Broyage par broyeur à barres.
100
!
- 17 3.1.3 - Dissolution au cours du broyage
La dissolution due au broyage a été mesurée par analyse de l'eau
de la pulpe broyée. Cette pulpe est agitée dans un bêcher d'où l'on prélève
à des temps fixes 25 centimètes cubes.
Les résultats de cet essai sont les suivants.
TABLEAU I
Cu
Temps
d'agitation
mg/1
10" 3%
mg/1
1 minute
0 ,10
0,045
0,45
20 minutes
0 ,05
0,022
40 minutes
0 ,025
60 minutes
<0 ,01
P b
3
Zn
Fe
1CP3 %
mg/1
10"" 3 % mg/1
0,20
1,17
0,52
40,5
18,14
0,20
0,09
1,05
0,47
39,2
17,56
0,011
0,08
0,036
0,50
0,22
1,8
0,81
<0,004
0,12
0,054
0,22
0,10
< 0,1
< 0,045
n
n
0,15
0,067
0,32
0,14
0,2
0,09
4 heures
H
n
0,17
0,076
0,50
0,22
0,3
0,13
24 heures
ii
n
0,15
0,067
0,55
0,25
< 0,1
< 0,045
<0,004 < 0 , 0 1
< 0,004
0,3
0,13
2h30'
Analyse eau
rinçage
< 0,01 < 0,004 <0,01
Analyse du
produit broyé
2,84 %
6,84 %
7,62 %
12 ,45 %
MESURE DE DISSOLUTION DU MINERAI
APRES BROYAGE EN BROYEUR A BOULETS A D80 = 32y
Les ions solubles Cuivre, Plomb et Zinc sont en très faible quantité dans la pulpe broyée et leur influence sur la floatation sera négligeable ;
par contre les ions fer en solution dont la teneur diminue au cours du temps
de 0,018 % à 0,045 10-3% pourront avoir une influence non négligeable sur la
flottation. Ces ions fer peuvent provenir de l'oxydation de la pyrite et/ou
de l'usure du broyeur et des boulets au cours du broyage.
- 18 3.2 - ESSAIS DE FLOTTATION
3.2.1 - Conditions des essais. Réactifs utilisés. Définitions
Les essais de flottation ont été entrepris en cellule Denver de
2,5 litres (ou 1,5 litre selon la quantité de pulpe à traiter) ce qui correspond à une concentration solide de pulpe de 25 à 35 % pour les flottations
de tête et de 8 à 15 % pour les flottations de relavage des concentrés.
Pour toutes les opérations, la vitesse de rotation du rotor a été
fixée à 1200 tours par minute, et le débit d'air à 3 mètres cubes par heure.
Les réactifs utilisés au cours de ces essais en laboratoire sont
les suivants :
Collecteurs
Abréviation
ou formule
Provenance et
caractère
Am/lxanthate de potassium
AXK
Ethylxanthate de potassium
EXK
PCUK
(industriel)
PCUK
(industriel)
Cyananid.
(industriel)
Cyanamid.
(industriel )
Pro!abo
(laboratoire)
pur en solution
S 50 %
Carlo Erba
(laboratoire)
Carlo Erba
(laboratoire)
Carlo Erba
(laboratoire)
Prolabo
(laboratoire)
CECA S.A.
Aerophine S 3418
Moussant
Aerofroth 65
A65
Réactifs modifiants Hydrogenosulfite de sodium NaHS03
(sulfite)
Sulfate de zinc
Zn SO4 7H2 0
Sulfate de cuivre
Cu S04 5H2 0
Sulfure de sodium
Na2 S 9H2 0
Cyanure de sodium
CNNa
Charbon actif
(acticarbone 2S)
C A . 2S
Chaux
CaO
Dans les flowsheets, les consommations données de sulfates de Zinc
et de Cuivre et de sulfure de sodium sont celles des produits hydratés.
Les consommations de réactifs sont données en grammes par tonne de
tout-venant suivies entre crochets par le temps de conditionnement en minutes,
Les temps de flottation (tF) et de relavage (tR) sont aussi exprimés en minutes.
- 19 Les abréviations suivantes sont utilisées
F
NF
C
M
S
A
Deg.
Ep.
Rel.
Flotté (mousses)
Non flotté (fond de cellule)
Concentré
Mixte
Stérile
Alimentation
Dégrossissage
Epuisage
Relavage
Pour les tableaux de résultats, les abréviations suivantes sont
utilisées.
Rp : Rendement poids
Cu, Pb, etc. : Teneurs cuivre, plomb etc.,
%
: Récupération du métal considéré.
3.2.2 - Essais de flottation naturelle
Un essai de flottation "naturelle" a été réalisé pour vérifier
la flottabilité des différentes espèces minérales (cf. fig. 8, Tab. II).
FIGURE 8
Broyage d80 : 32y.
I
Dégrossissage
Conditionnement de la
pulpe avec du fuel
émulsionné 500 g/t [21] pH naturel 7.1.
A65 10 g/t
t F : 71
NF
Epuisage
Fuel émulsionné 500 g/t [2 1 ]
A65 10 g/t
IF tF : 7
C Ep
SCHEMA DE FLOTTATION NATURELLE
1
I NF
S Ep
- 20 TABLEAU
C Pb Cu
Rp
Cu
3,3
14,10
II
Zn
Pb
16,54
21,50
10,35
CM
Fe
10,60
4,67
16,40
4,5
12,90
5,8
LT)
in
Rel.
5,6
4,83
9,62
14,15
11,55 en
9,70
7,25
C. Ep.
15,5
9,30
51,26
16,65
37,64
13,40
27,73
14,05
17,9
S. Ep.
75,6
0,84
22,58
3,67
40,46
5,98
60,35
11,55
4,7
100,0
2,81
100,00
6,85
100,00
7,49
100,00
12,17
100,0
M.
m
ro
RESULTATS DE LA FL0TTATI0N NATURELLE
Pour l'ensemble "C Deg + CEp", on récupère 77 % du Cuivre, 60 % du
Plomb et 40 % du Zinc ; par contre, la récupération pyrite est faible.
Cet essai montre bien que le choix de la méthode semi-globale peut
être positif dans la mesure où il n'y a qu'une coupure à réaliser en tête de
flottation (soit Pb Cu/Zn) (cf. chap. 1 ) .
En effet, la flottabilitê naturelle des trois espèces valorisables
est suffisamment importante pour créer des difficultés quant à la sélectivité de
la séparation ; cependant elle est insuffisante pour que cette propriété puisse
être utilisée pour le traitement de ce minerai.
3.2.3 - Flottation d'un concentré semi-global Pb Cu et orientation
générale de l'étuBê"
Les essais ont été très vite orientés vers la méthode "au sulfite"
qui très généralement permet d'obtenir -à pH naturel- une bonne sélectivité visà-vis de la pyrite et de la blende surtout lorsque à l'action du sulfite est
combinée celle du sulfate de zinc.
Le choix des consommations de réactifs modifiants (sulfite et
sulfate de Zinc) ainsi que celui de la nature et de de consommation du collecteur
ont été guidés essentiellement par le souci d'obtenir, dans le concentré semiglobal, d'abord une élimination sélective de la blende, ensuite une amélioration
de la récupération du plomb.
Les essais maintenant présentés, illustrent cette recherche ;
dans les résultats fournis ci-après, seules les récupérations en métaux valorisables sont données.
- 21 FIGURE 9
Broyage [dso = 32y]
Dégrossissage Na H SO3
Zn S04
Aph
A65
1 kg/t
400 g/t
50 g/t
10 g/t
[101]
[ 5']
[ 31]
NF
tp 7'30
pH 6.6
C Pb Cu
[31]
Epuisage 1 Aph 30 g/t
A65 10 g/t
Relavage
A65 5 g/t
Fr tF H 1
pH 7.4
pH naturel 7.1
NF
NF
M . Reí. Pb Cu
C Ep Pb Cu 1
tF
pH
3"30
6.7
Epuisage 2
Zn SO4 200 g/t [511 ]
Aph
20 g/t [3 ]
NF
C Ep Pb Cu 2
S Ep Pb Cu
FLOWSHEET DE L'ESSAI 4
- 22 -
TABLEAU III
C Pb Cu
M Reí. Pb Cu
C Ep Pb Cu 1
C Ep Pb Cu 2
S Ep Pb Cu
Rp
% Cu
% Pb
% Zn
11,5
7,5
8,8
6,9
65,3
74,76
7,6
8,8
2,9
6,1
32,5
18,7
25,4
8,5
14,9
13,7
11,0
19,2
14,1
42,0
100,0
100,0
100,0
100,0
RESULTATS DE L'ESSAI 4
(cf. fig. 9)
réaliser et
tion d'épui:
. . . _. rr
,
mation de collecteur étant augmentée à la flottation d'épuisage Í.
Par ailleurs il apparaît qu'il est intéressant de regrouper le
concentré Pb Cu de dégrossissage et le concentré Pb Cu d'épuisage puis de les
relaver.
Ces modifications ont donc été apportées à l'essai suivant.
- 23 FIGURE 10
Broyage [dso : 32y]
Dégrossissage Na H SO3 1 kg/t
Zn S04 600 g/t
Aph
60 g/t
A65
20 g/t
10'
5'
31
(tF H'
pH 6.4)
NF
Relavage 1
A65 50 g/t
Epuisage
Zn SO4 200 g/t
Aph
40 g/t
A65
20 g/t
F
5'1 t F 5'
3 pH 7
tR 9'30
pH 7.5
NF
M Rel 1 Pb Cu
NF
Relavage 2
S Ep Pb Cu
tR 8'30 j
pH 7.9
M Rel 2 Pb Cu
C Pb Cu
FLOWSHEET DE L'ESSAI 5
- 24 TABLEAU IV
C Pb Cu
M Reí. 2 Pb Cu
M Reí. 1 Pb Cu
S Ep Pb Cu
Rp
% Cu
% Pb
% Zn
18,7
2,4
7,0
71,9
86,1
2,0
3,9
8,0
66,4
6,9
10,7
16,0
31,6
5,4
12,0
51,0
100,0
100,0
100,0
100,0
RESULTATS DE L'ESSAI 5
(cf. flowsheet fig. 10)
Si les récupérations Cu et Pb dans le concentré Pb Cu deviennent
satisfaisantes, par contre, 1'entrainement de blende dans ce concentré reste
très important et les relavages sont assez peu efficaces.
Les analyses du Fer réalisées pour cet essai montrent que le procédé est par contre sélectif vis à vis de la pyrite.
A partir de cet essai, plusieurs modifications ont été apportées au
flowsheet, toujours dans le but d'améliorer la sélectivité Pb Cu Zn :
- augmentation de la consommation de sulfite au dégrossi sage, diminution de la consommation de collecteur au dégrossissage et à l'épuisage,
- introduction du sulfite au broyage : il n'a pas été observé de changements significatifs des résultats,
- changements de la nature du collecteur dans le
but d'augmenter à la fois la sélectivité vis à vis
de la blende et la récupération du plomb ; plusieurs collecteurs ont été essayés à savoir VAérofloat 242 de la Cyanamid, l'EXK et TAXK et un
mélange 1/2 AXK 1/2 Aph.
Très généralement, ces essais montrent que la récupération Plomb
est liée à la récupération zinc et qu'il est très difficile d'obtenir une bonne sélectivité de séparation Pb/Zn sans affecter la récupération Plomb dans le
concentré semi global.
Ce phénomène est bien évidemment lié au fait que les conditions
de la séparation ne sont pas optimales mais aussi à ce que la libération des
espèces valorisables est mal réalisée, malgré le broyage à dso de 32 microns.
- 25 -
Pour cette raison, l'étude de la libération par analyseur d'images a été effectuée sur certains produits des flottations réalisées, puis
un rebroyage du concentré PbCu (de dégrossissage et d'épuisage) a été introduit dans le flowsheet avant relavage.
Tous ces essais d'optimisation de la flottation d'un concentré
semi global ont été suivis par la séparation de ce concentré en un concentré
plomb et un concentré cuivre.
A l'heure actuelle, les méthodes les plus utilisées pour réaliser
cette séparation sont les suivantes :
- flottation du Cuivre et dépression du Plomb après
desorption du collecteur par l'utilisation de SO2
(gazeux) de sulfite, ou de bichromate ou bien par
la méthode de la pulpe chaude (chauffage de la pulpe à 65 degrés environ) (i)
- flottation du plomb, dépression du cuivre par
l'utilisation de cyanure de sodium et de sulfate
de zinc ä pH basique (9.5/10.0)
Tous ces procédés ont été testés au moins une fois en laboratoire mais il est apparu que la méthode de la flottation du plomb et dépression
du cuivre ne donnait pas de bons résultats ; la séparation n'étant pas sélective, beaucoup de plomb se retrouve dans le concentré Cuivre.
En ce qui concerne la méthode de flottation du cuivre et dépression du plomb, les essais se sont très vite orientés vers l'utilisation de sulfite essentiellement pour des raisons pratiques : en effet, le sulfite est
déjà utilisé en tçte de flottation ; son utilisation ne pose aucun problème ce
qui n'est pas le cas du bichromate (pour des raisons d'environnement) ou de
la méthode de la pulpe chaude (pour des raisons technologiques).
Par ailleurs, du charbon actif a été ajouté à la pulpe en même
temps que le sulfite pour piéger à la fois le collecteur désorbé des surfaces de la galène et le moussant en excès : en effet, les mousses de cette flottation de séparation très abondantes et très stables entraînent une forte
quantité de galène avec la chalcopyrite.
3.2.4 - Caractêrisation de la flottation du concentre semi global
et de la séparation Plomb Cuivre
3241 - Influence de la mixité minéralogique sur les résultats de la flottation
32411 - Influence de la mixité sur les flottations
de tête (ébauchage)
Les produits d'une flottation de dégrossissage et d'épuisage Pb Cu
on été soumis à l'analyseur d'images pour pouvoir étudier leur mixité.
Cette flottation a été réalisée selon le schéma suivant :
(fig. 9) ; les résultats sont donnés sur le tableau V .
(1) Ces réactifs cités peuvent être utilisés de façon combinée entre eux ou bien
avec le chauffage de la pulpe.
- 26 FIGURE 9
Broyage dg 0 : 32 y
Dégrossissage
NaHS03
1,56 kg/t
[10']
Zn S0 4
1 200 g/t
[ 51]
Aph
35 g/t
[ 31]
A65
30 g/t
F
•
t F 8'30
pH 6.7
C. Deg Pb Cu
(n° 131)
NF
Epuisage
Zn S0 4
300 g/t
[ 51]
Aph
25 g/t
[ 3']
A65
20 g/t
F
tF
•
C. Ep Pb Cu
6'30
(n° 132)
pH 6.9
• NF
S Ep Pb Cu
(n° 130)
FLOWSHEET DE L'ESSAI 19
- 27 TABLEAU V
Rp
Cu
%
Pb
%
Zn
%
Fe
%
131 Deg.PbCu
13, 8
12, 70
64 ,5
13, 90
30 ,0
8 ,10
14 ,6
17, 60
19 ,3
132 Ep Pb Cu
13, 7
5, 70
28 ,8
22, 10
44 ,2 14 ,80
26 ,4
13, 20
14 ,3
130 Stérile
72, 5
0, 25
6 ,7
2, 63
27 ,8
6 ,25
59 ,0
11, 5
66 ,4
RESULTATS DE L'ESSAI 19
L'étude de mixité réalisée sur chacun des produits de la flottation montre qu'au dégrossissage Pb Cu (cf. Fig. 10),on entraihe les espèces
libérées en priorité et quelques mixtes minéralogiques, alors qu'à Vëpuisage Pb Cu (cf. Fig. 11), la quantité de mixtes minéralogiques entrainés est
plus importante : ce phénomène est particulièrement net pour la chalcopyrite
qui est libérée à 90 % dans le concentré de dégrossissage et seulement à
65 % dans le concentré d'épuisage.
Pour la galène, ce phénomène persiste mais est moins marqué ;
cependant au dégrossissage, on entraine plus de mixtes galène-chalco que de
mixtes galène-blende alors qu'à l'épuisage, on entraine plus de mixtes galèneblende que de mixtes galène-chalcopyrite.
On retrouve à ce niveau les constatations faites précédemment
sur l'ordre de flottabilité naturelle (cf. paragraphe 322) à savoir Cuivre,
Plomb et zinc.
En ce qui concerne la blende, on peut faire les mêmes remarques,
ce qui est parfaitement logique. Cependant, 1'entrainement de blende libérée,
reste important dans les deux flottations.
Pour le stérile d'épuisage Plomb Cuivre (cf. fig. 12) la galène
(qui représente une très importante perte Plomb de 27,8 % par rapport au toutvenant) n'est libérée qu'à 39 % et constituée essentiellement des mixtes minéralogiques avec la pyrite (18 %) et la blende (43 % ) .
rieure
Quant à la blende, elle est libérée à 65 % (valeur nettement supéà celle des concentrés de dégrossissage et d'épuisage).
Dès à présent, il apparait que le broyage est insuffisant : ceci
est particulièrement gênant pour la galène dont la perte dans le stérile d'ëpuisage Pb Cu représente 27,8 % du tout-venant ;en supposant que l'on puisse flotter
la galène libérée dans ce stérile (soit 39 %) [sans flotter la galène sous forme de mixtes] la perte Plomb dans le stérile ne serait plus que de 27,8 % x 0,61
soit 16,9 %.
Un broyage plus poussé du tout-venant perd son intérêt vis-à-vis
d'un rebroyage des concentrés semi-globaux surtout si T o n "pousse" la flottation
de la galène quitte à entrainer des mixtes galène-blende.
*
ECHHNTILLÜH
131
- 28 LIBERflTION
y. CHflLCÜ
9G
86
70
50
56
48
30
20
10
Ö
20
CUMUL y.
0
CHflLCO
!
89.7
96.3
93.2
96.4
97.4
99.0
99.3
99.8
60 .
i
i
100.0
100.0
CHflLCO LIBEREE
90 'A I
flSSOCIEEflPYRITE
0 'A
fiSSOCIEEfiBLENDE
flSSOCIEEfiGflLENE
7 '/.
3 'A
LIBERflTION
y. BLENDE
90
80
70
50.
50
40
30
20
10
0
100
i
0
!
CUMUL y.
BLENDE
60.1
69.8
71.1
78.5
84,,7
91,,6
95.9
99.2
100.0
100.0
•
#
#
20
!
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
40
!
#
#
#
#
#
#
#
#
60
!
#
86
!
'.
'.
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
1
!
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
.
.
BLENDE LIBEREE
52 'A
flSSOCIEEfiPYRITE
0 y.
flSSOCIEEfiCHfiLCO
3 4 'A
fiSSOCIEEfiGflLENE
15 'A
LIBERflTION
'A GflLENE
90
80 •
70
60
50
40
30
20
10
0
CUMUL 'A 0
20
40 60 80 100
GflLENE
!
!
!
!
!
!
####»###############################
72.6
74.5
#####################################
77.0
#######################################
81.8
#######################*#################
84.1
##########################################
88. 9
#################*############################
91.3
94. 3
100. 0
100.0
GflLENE LIBEREE
73 y.
flSSOCIEE ñ PYRITE
0 'A
fiSSOCIEEfiCHflLCO is y.
fiSSOCIEEfiBLENDE 12 y.
Figure n" 10
Analyse de mixité du concentré de
dégrossissage PbCu de 1 'essai 19.
- 29 * ECHñHTILLOH 132
LIBERATION
'A CHRLCü
90
S3
70
60
50
4©
30
26
10
0
C U M U L :•:
CHflLCO
66. 1
69.5
SO. 7
S4.9
88.8
9Ö.2
93.0
97.2
99.3
100.0
CONCENTRE D'EPUISAGE PbCu.
fl
I
20
!
40
!
66
!
'
##################################################
LIBERATION
'A BLENDE
90
80
70
60 •
50
40
30
20
10
0
-20
40
60
!
!
!
!
###############################
###################################
LIBERATION
•A GflLENE
90
88
70
6©
50
40
30
20
10
•
!
###################################
#######################################*
##ft####tHt####M##########*t################
####################################*#######..
65 'A
1 'A
23 'A
11 5í
BLENDE LIBEREE
flSSOCIEE fl PYRITE
flSSOCIEE fl CHflLCO
flSSOCIEE fl GfiLENE
100
.
##ft### #######S#######fc###########
CHflLCO LIBEREE
flSSOCIEEflPYRITE
flSSOCIEE ñ BLENDE
flSSOCIEEflGfiLENE
CUMUL 'A
BLENDE
62. 1
70.1
76.8.
82.3
92.9
94.9
97.9
9S.5
100.0
100. 0
S0
SS
!
100
!
'
#####################S####fc###########
###################*#####################
##############################################
48 "i
0 Ü
22 'A
30 'A
40
60
CUMUL 'A 0
30
100
20
GflLENE !
67.6
67.6
#############################*####
77.1
79 3
81 1
85 7
90.4
97.5
99.5
*########################################**####**#
##################################################
100.0
GflLENE LIBEREE
flSSOCIEEflPYRITE
flSSOCIEEflCHflLCO
flSSOCIEEflBLENDE
66 y.
i y.
10 y.
22 y.
Figure n° 11 : Analyse de mixité du concentré d'Epuisage
PbCu de l'essai 19.
* ECHflNTILLON
- 30 -
13Ö
STERILE
LIBERñTIÜH
y. BLENDE
98
se
7Q
60
50
49
30
20
10
0
CUMUL
BLENDE
86. 6
93.4
96.3
99.1
99.7
99.7
99. S
100.0
100.0
100.0
40
60
30
i
i
100
##£######
##################################################
BLENDE LIBEREE
flSSOCIEEflPYRITE
flSSOCIEEfiCHflLCO
flSSOCIEEflGflLENE
65 y.
LIBERflTION
y. GflLENE
90
88
70
60
50
40
30
20
10
CUMUL
0
20
40
60
30
GflLENE
39.1
43.9
46.2
49.6
5.4.2
66.4
72.4
S5.3
97.1
100.0
!
!
!
!
j
e
GflLENE LIBEREE
flSSOCIEEflPYRITE
flSSOCIEEflCHflLCO
flSSOCIEEfiBLENDE
le y.
6 y.
24 y.
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
.
.
#
#
#
.
.
•
.
#
#
#
#
#
#
#
.
#S###################3#####
###*#############################
####################################
39 y.
18 %
1 '/.
43 'A
Figure n" 12
1
;
Analyse de mixité du stérile d'épuisage
PbCu de 1 'essai 19.
;
- 31 -
32412 - Influence de la mixité sur la séparation
Plomb Cuivre
Les produits de deux flottations menées jusqu'à la production
d'un concentré Plomb et d'un concentré Cuivre ont été soumis à l'analyseur
d'images.
Les résultats de la première de ces flottations (cf. fig. 13)
sont donnés sur le tableau VI ; pour la séparation Pb Cu, la méthode au sulfite et charbon actif a été utilisée ;[nous reviendrons sur ce procédé dans le
paragraphe 3243].
Cet essai confirme bien la mauvaise flottabilité du Plomb : la
perte Plomb dans le stérile d'épuisage Pb Cu représente 28,7 % et dans le mixte
Pb Cu 23,6 %.
D'autre part, la séparation Pb Cu et le relavage du Cuivre sont très
efficaces : le Cuivre ayant une excellente flottabilité, la teneur et la récupération du Cuivre dans son concentré relavé sont satisfaisantes. Cependant, les
teneurs en Zinc restent élevées dans le concentré Cuivre et dans le concentré
Plomb.
Une analyse de mixité réalisée sur chacun de ces concentrés tamisés
à 15 y (l)(cf. fig. 14) confirme que l'on a tendance à ne flotter que les espèces
libérées. En effet, on peut comparer la quantité de l'espèce valorisable libérée
à 90 % dans ces concentrés et dans le tout-venant (tranche inférieure à 32 y
[cf. fig. 6]) :
Concentré
Tranche - 32 y
(tout-venant)
Cu
76,9 % de chalcopyrite
libérés à 90 %
70,6 % de chalcopyrite
libérés à 90 %
Pb
75,1 % de galène
libérés à 90 %
69,8 % de galène
libérés à 90 %
Les différences restent nettes bien que l'on considère pour les
concentrés les fractions supérieures ä 15 microns, et pour le tout-venant, la
tranche inférieure à 32 microns ; ce qui ne peut qu'atténuer ces différences.
Cependant, dans le concentré Cuivre, il y a davantage de mixtes
galène-chalco que de mixtes galène-blende alors que l'on observe l'inverse dans
le concentré Plomb. Ces constations sont insuffisantes pour pousser plus loin
toute conclusion de ces analyses.
(1) Le fait d'analyser seulement la tranche + 15 y des concentrés "pessimise"
les résultats : en effet3 la quantité de mixtes minéralogiques observés est
supérieure à celle de l'ensemble du concentré.
- 32 FIGURE 13
broyage
[dg0 : 32 y]
Dégrossissage
NaH S0 3
Zn S0 4
Aph
A65
1,56 kg/t [10']
700 g/t [ 51]
35 g/t [ 3 1 ]
30 g/t
t F 9'pH 6,7
Relavage
NF
(tR 7' pH 7,2)
Epuisage
NF
Zn S0 4
Aph
A65
300 g/t
25 g/t
20 g/t
t 5']
[ 3']
Mixte Pb Cu
(n° 75)
t p 111 pH 7,3
Sep. Pb Cu
Charbon actif 100 g/t
Na2S 100 g/t
[ 51]
NaH S0 3 2,5 kg/t[20']
NF
SEp Pb Cu
(n° 74)
F
t F 5' pH 7,5
NF
Concentré Pb
(n° 76)
Relavage Cu
Charbon actif : 50 g/t
NaH S0 3 1 kg/t [101]
F
tD3'
pH 7,3
Concentré Cu
(n° 77)
FLOWSHEET DE L'ESSAI 8
NF
Mixte Cu
(n° 78)
P%
77 Concentré Cu (F)
78 Mixte Cu
CO
ro
8,0
CTl«
Cu
o
24,70
Zn
*
Pb
£(73,29
St10,95
1,7
•—I
CM
2(13,28
4,15
ß( 2,62
-(42,00
3"(10,82
i
ft
Fe
£( 6.90
S (7,42
00 i
!;!
23,47
15,08
- ( 3,84
8,27
1,13
12,64
10,79
4,75
76 Concentré Pb (NF)
5,5
3,94
. 8,04
28,30
23,60
(18,60
17,10
75 Mixte Pb Cu
10,2
2,27
8,58
15,25
23,58
11,50
15,76
11,56
9,47
74 Stérile
74,6
0,27
7,47
2,54
28,72
6,02
60,34
11,61
69,57
100,0
2,70
100,00
6,59
100,00
7,44
100,00
12,45
100,00
TABLEAU I/I : RESULTATS VE L'ESSAI S [Ug. 13]
- 34 -
* ECHRNTILLÜN 77 - < CONCENTRE CU
LIBERflTIOH
'/. CHfiLCO
90
8Q
70
60
50
40
30
20
10
0
CUMUL
CHHLCO
76.9
84.9
37. 1
93.7
95.3
97.5
99.1
99.4
9'9.9
100.0
CHfiLCO LIBEREE
fiSSOCIEE ñ PYRITE
flSSOCIEEflBLENDE
fiSSOCIEE ñ GflLENE
0
20
40
60
ññ
ifio
!
!
!
!
!
"i
#
#
#
#
M
>
•
;
•
•
•
73 V.
0 '4
11 \
17 '/.
* ECHfiNTILLÜN 76 - < CONCENTRE PB
LIBERfiTION
'•: GfiLENE
90
80
76
60
50
40
30
20
10
0
CUMUL '/. 0
20
40
60
30
1
i
GfiLENE
1
i
i
75.1
######## ##########
######
78.8
######
##########
^###ft
80.2
######
84. 4
###### ########
87.3
######
89.7
######
92.5
###### ######## ########## ##########44
95.6
########
97.8
100.0
GfiLENE LI BEREE
fiSSOCIEE fi PYRITE
flSSOCIEE fl CHflLCO
fiSSOCIEE H BLENDE
100
1
:#######¿¿
' Tf TT • • m •
:########*
72 y.
4 y.
e y.
is y.
n" 14
knaly&t de ¿a. rtûxitt dej> conc.zn&ie.¿
Cl
oX Plomb de l'z&icuL S
U tcLbiiau l/î)
- 35 -
Une autre étude de mixité a été réalisée sur les produits d'une
autre flottation dont le schéma est proche du précédent, la nature du
collecteur ayant été modifiée, et l'ensemble sulfite/sulfate de Zinc ayant
été ajouté au niveau du broyage (cf. fig. 15).
Une analyse de mixité des fractions supérieures à 15 microns des
concentrés Cuivre et Plomb (cf. fig. 16 et 17) et du mixte Pb Cu (cf. fig. 18)
a été entreprise :
- pour le concentré Cuivre (cf. fig. 1 6 ) , on constate que le degré
de libération de la chalcopyrite est légèrement supérieur à celui du concentré
Cuivre de l'essai précédent (cf. fig. 14) et qu'il y a plus de mixtes blendechalco que de mixtes galêne-chalco.
Ces observations peuvent être reliées à la moins bonne récupération
Cuivre dans le concentré qui se traduit par le fait que l'on a tendance à mieux
flotter les espèces libérés (en partie à cause des moindres durées de flottation
au dégrossissage et à l'épuisage).
Quant à la blende entrainée dans le concentré Cuivre, elle n'est
libérée qu'à 29 % ; 66 % étant sous forme de mixtes minéralogiques chalcopyriteblende.
Malgré le fait que ces résultats sont "pessimisés" (seule la tranche
+ 15 y est analysée), l'importance des mixtes blende-chalcopyrite est particulièrement gênante car il devient difficile d'abaisser la teneur zinc du concentré
Cuivre par des relavages sans diminuer la récupération Cuivre.
- pour le concentré Plomb (cf. fig. 17), les résultats concernent la
libération de la galène sont pratiquement identiques à ceux de l'essai précédent
(cf. fig. 14).
La blende entraînée dans le concentré plomb n'est libérée qu'à 49 % ;
27 % sont sous forme de mixte avec la chalcopyrite et 23 % seulement sous forme de
mixte avec la galène.
Quant à la chalcopyrite entraînée dans le concentre plomb, elle est
libérée à 50 % ; 37 % sont sous forme de mixte avec la blende et 10 % sous forme
de mixte avec la galène.
Mis à part le fait que les conditions de la flottation ne se sont pas
optimisées, l'importance des mixtes chaicopyrite-blende sur la qualité des résultats
est, ici encore très nette.
- pour le mixte Pb Cu (cf. fig. 18), l'analyse de mixité montre nettement l'importance des mixtes blende-galène ; cependant, il n'est pas possible
d'attribuer à cette seule mixité la mauvaise flottabilité du plomb puisque dans
mixte 66 % de la galène sont libérés.
- 36 FIGURE 15
Broyage [dg0 : 32 y] + NaH S0 3 1,56 kg/t + Zn S0 4 700 g/t.
Dégrossissage
35 g/t [31]
30 g/t
t F 7' pH 6,5
EXK
A65
NF
Epuisage
Zn S0 4
EXK
A65
Relavage
t R 4'30
pH 7,1
NF
Mixte
Pb Cu
[n0 88)
300 g/t [5']
25 g/t [3']
30 g/t
tp 9'30 pH 6,9
Séparation Pb Cu
Charbon actif 200 g/t
NaH S0 3 2,5 kg/t
[20']
t 5'
pH 7,0
NF
S. Ep. Pb Cu
(n°87)
NF
Conc. Cu
. Pb
(n° 90)
(n° 89)
FLOWSHEET DE L'ESSAI 11
P%
Cu
6,5'
90 Concentré Cu (F)
24,60
Pb
o í 58,46
CO
8,90
1
10,2
00
4,30
^ (16,04
A
25,50
\
'
•> <
*
Fe
».
5,96
24,10
12,65
3(15,38
19,30
15,90
10,56
16,96
13,70
13,38
6,90
s' 11,35
o
-*i
«
•
/
88 Mixte Pb Cu
12,1
2,94
13,01
12,10
-* (38,77
21,83
87 Stérile
71,2
0,48
12,49
2,90
30,78
6,52
61,70
10,10
58,07
100,0
2,73
100,00
6,70
100,00
7,52
100,00
12,38
100,00
TABLEAU l/II
: RESULTATS VE L'ESSAI 11 [Flg. 75]
CO
1
CO
CM
en ( 8,62
CO
I—1
89 Concentré Pb (NF)
Zn
*
I—1
I—1
* , ECHflNTILLON 90 -
< CONCENTRE CU >""[
- 38 -
LIBERATION
V. CHRLCO
90
80
70
60
50
40
30
20
10
0
CUMUL V. O
20
-S
68
80
166
CHflLCO
!
!
!
!
!
!
77.6
#######################################
83.0
##########################################
90.1
#############################################
' 94.3
###############################################...
95.3
^#####4t##^####4i=##########################i*#####5t..
96.7
################################################..
98.4
#################################*###############.
98.9
#################################################.
99.9
###################.###############################
100.0
.#################################################*
CHñLCO LIBEREE
RSSOCIEE fl PYRITE
fiSSOCIEE fl BLENDE
fiSSOCIEE ñ GfiLENE
76 %
0 V.
13 X
11 ':
LIBERflTION
y. BLENDE
90
80
70
60
50
40
30
20
O
10
O
CUMUL V.
BLENDE
40.1
52.7
56. 7
63.9
74.1
82.0
85.1
91.9
99.9
100.0
BLENDE LIBEREE
fiSSOCIEE fi PYRITE
fiSSOCIEE fi CHflLCO
fiSSOCIEE fi GfiLENE
20
40
!
!
!
####################
60
!
Rfl
"i
• 1*6
######tf###################
############################
########################*#######
####################*################
#####################*####*##############
###########################################
################ft#######tt#######tt######S#####tt
29 '<
0 V.
66 'A
5 ':
Figure n" 16
Analyse de mixité du concentré
Cuivre (+ 15 \i) de l'essai 11
(cf. fig. 15 et tableau VII)
"i
CONCENTRE PB
ECHANTILLON
LIBERFiTION
'-•: GñLEHE
se
70
60
50
40
30
20
10
0
CUMUL ;
GfiLENE
70
20
0
n
- 39 40
60 P.iH
I O
79
SI
S3.1
St. S
93.5
97.0
98. 7
100.0
GflLENE LIBEREE
RSSOCIEE FI PYRITE
flSSOCIEE fl CHfiLCO
fiSSOCIEE fi BLENDE
########################################tt
##########################################. ...
###########################################
##################################################
. 7 1 Si
4 'A
7 'A
18 X
LIBERflTION
:•: BLENDE
90
SB
70
60
50
40
30
20
10
6
62.0
67.5
70.9
81.5
y7.2
91.8
##*#*##############**###*##*##############*######.
###################«#################### ##########
##****######**##**#*#«##*#*##########«####*##«##«#
BLENDE LIBEREE
49 *
flSSOCIEEfiPYRITE
1 '/.
flSSOCIEEfiCHfiLCO
27 'A
flSSOCIEE-flGflLENE
23 'A
f
LIBERflTION'A CHfiLCO
90
86
70
60
•50
40
30
20
10 .
0
50.2
56.8
67.4
75.5
81.1
87.7
92.3
y7.0
9a.3
CHflLCO LIBEREE
flSSOCIEEfiPYRITE
flSSOCIEE H BLENDE
flSSOCIEEfiGflLENE
##################################
;
######################4t###############
#########################################
50 'A
2 '•:
37- y.
le y.
Figure n° 17 : Analyse de mixité du concentré
Plomb (+ 15 v) de l'essai 11
(cf. fig. 15 et tableau VII)
;
;
;
;
;
;
;
•
*
;
Is ECHflHTILLON S3 - < MIXTE PE-CU >
- 40 -
LIBERfiTION
y. GflLENE '
90
30
70
60
50
40
30
£0
10
0
40
20
60
CUMUL y. 0
30
GflLENE
66.9'
63.9
72.4
76.5
#######################################
77.6
##########################################
84. 3
91.6
93.7
98.7
100.0
GflLENE LIBEREE
RSSOCIEE fl PYRITE
flSSOCIEE R CHflLCO
flSSOCIEE fl BLENDE
LIBERflTION
•/. BLENDE
90
80
70.
60
50
40
30
20
10 •.
0
66 y.
3 ',
3 y.
27 y.
20
CUMUL V, 0
i
BLENDE
75.2
34. 0
•
100
40
60
80
!
! '
!
!
#######*##############################.
'.
##########################################
100
!
"
92.1
95.4
96.6
97.6
99.4
99.9
100.0
100.0
####*###*########*«##*##########################..
####################«#############################
###########*##################*###################
###*####*###########################*###*#########
BLENDE LIBEREE
64
flSSOCIEE fl PYRITE
flSSOCIEE fi CHflLCO
flSSOCIEE fl GflLENE
18 \
6 5£
20 Ü
V.
Figure n° 18
Analyse de mixité du mixte Plomb Cuivre
(+ 15 v) de l'essai 11 (cf.figure 15 et
tableau VII)
- 41 -
En résumant et regroupant les différentes observations qui viennent
d'être réalisées, on obtient le schéma suivant de répartition des espèces minéralogiques au cours de la flottation (les espèces minéralogiques sont citées par
ordre d'importance).
Broyage
C. Peg. Pb Cu
Flottation de dégrossissage
Pb Cu
NF
Flottation d'épuisaqe
Pb Cu
MF
Stérile épuisage Pb Cu
Blende libre
Mixtes galène blende
Galène libre
Chalcopyrite libre
Galène libre
Blende libre - Pyrite libre
Mixtes blende-chalco
Mixtes galène-chalco
Mi xtes galène-blende
C. Ep. Pb Cu
Galène libre
Chaico libre
Blende libre - Pyrite libre
Mixtes blende-chalco
Mixtes galêne-chalco
Mi xtes galène-blende
Relavage
Mixte
Galène libre
Blende libre - pyrite libre
Mixtes blende- galène
Concentré Cuivre
Chalco libre
Mixte Blende-chalco
Mixte Galène-chalco
Blende libre
Concentré Plomb
Galène libre
Blende libre - Pyrite libre
Mixte blende - galène
Chalco libre
Mixte blende - chalco
- 42 On note alors qu'à condition d'optimiser la flottation du plomb
(pour réduire la perte Plomb dans le stérile d'épuisage Pb Cu), le rebroyage
des concentrés de dégrossissage et d'épuisage Pb Cu devrait être suffisant
pour améliorer la sélectivité de la séparation. D'autre part, son intérêt
du point de vue économique vis à vis du broyage plus poussé du tout-venant
est évident (en effet, il n'y aura qu'à rebroyer 30 % environ du tout-venant).
Ces essais avec rebroyage seront présentés au paragraphe 325.
3242 - Influence de la nature du collecteur et des paramètres
de 1'ëbauchage
Le flowsheet de l'essai 11 (cf. fig. 15) est repris en utilisant
comme collecteur l'Aérophine S 3418 (essai 7) et l'Aérofloat 242 (essai 1 0 ) .
Les résultats de ces essais sont donnés au tableau VIII.
Par ailleurs, la quantité de charbon actif utilisée pour la séparation Pb Cu est de 100 g/t au lieu de 200 g/t.
En comparant les résultats du tableau VII à ceux du tableau VIII,
on constate que,en ce qui concerne les récupérations Cu, Pb et Zn dans les
concentrés Cu + Pb, l'Aérophine et l'EXK conduisent à des résultats très voisins, l'Aérofloat 242 est beaucoup moins efficace : la perte Pb + Cu dans le
mixte de relavage étant beaucoup plus élevée (dans une plus grande proportion
que celle concernant la perte zinc).
La perte Plomb dans le stérile d'épuisage reste voisine de 28-30 %.
Un autre essai (essai 29) a été entrepris selon le flowsheet de
l'essai 11 (cf. fig. 15) en utilisant comme collecteur Vamylxanthate de potassium (AXK).
La consommation d'AXK est portée au dégrossissage à 40 g/t et à
Vépuisage à 30 g/t ; pour la séparation plomb Cuivre, la consommation de charbon actif est de 250 g/t, celle de sulfite de 1 kg/t.
Les résultats sont donnés sur le tableau IX.
Essai 10
Collecteur Aeroflo
CO
20,30
7,56)
U4,96
12,60
7,40*
11,57
11,05
21,90
13,90
16,74
6,45
63,14
11,40
67,84
7,57
100,00
12,45
100,00
Zn
%
Fe
86 Concentré Cu
7,1
85 Concentré Pb
(NF)
3,8 25,9
8,06
17,60
18,49
53,57)
33,11
160,08
14.75 10,77
26,00 18,37 14,62
4,62 9,30 6,51*
84 Mixte Pb Cu
15,0
5,25
29,20
16,80
37,29
83 Stérile
74,1
0,39
10,72
2,70
29,60
100,00
2,69
100,00
6,75
100,00
Pb
%
Essai 7
Collecteur:Aérophi-
20,35
P%
Cu
Fe
Zn
Pb
Cu
P%
•
3,85
%
I
73 Concentré Cu
10,5
18,70
16,24
3,50 8,77
73,27)
20,90
32,96)
9,00
12,40)
19,18
(80,45
J48,2O
S 24,56
7,18)
18,45 17,3( 15,24*
16,85 11,64 12,16*
15,53 16, i;
2,27
9,83
13,50
23,52
11,55
17,58
13,63
12,75
72,4
0,36
9,72
2,60
28,28
6,09
57,86
10,98
64,12
100,00
2,68
100,00
6,65
100,00
7,62
100,00
12,39
100,00
(F)
5,5 27,6
72 Concentré Pb
(NF)
71 Mixte 1 Pb Cu 11,6
70 Stérile
TABLEAU i/III :
RESULTATS VES ESSAIS ? ET 10 REALISES RESPECTIVEMENT AVEC
L'AEROPMNE S 341S ET L'AEROFLOAT 242 SELON LE FLOWSHEET
FIG. 15.
6,89
Concentré Cu
1
•3-
1
RP %
Cu
*
10,03
19,38
75,31,o
Pb
12,41
*
Zn
%
19,3)CM
11,14
15.4 lo
Fe
*
22,13
18,3
>co
Concentré Pb
8,6
1,56
5.O)00
27,92
34,9T
11,04
12,6)
20,41
14,1
Mixte Pb Cu
. 14,4
2,53
13,7
12,50
27,2
10,80
20,8
16,20
18,8
66,7
0,24
6,0
1,85
18,6
5,75
51,2
9,09
48,8
100,0
2,65
100,0
6,62
100,0
7,49
100,0
12,43
100,0
Stérile
TABLEAU IX : RESULTATS VE L'ESSAI 29 REALISES SELOW
LE FLOWSHEET VE LA FIG. 15 - COLLECTEUR
AAWLXANTHATE VE POTASSIUM
- 45 -
On note que la perte plomb dans le stérile n'est que de 18,6 % ;
par contre, la récupération de zinc dans les concentrés Pb + Cu est de 28 %.
A partir de ces différents essais, l'Aérofloat 242 a été abandonné, l'intérêt étant porté à 1'AXK pour son efficaté et à VAérophine pour
sa sélectivité vis à vis du zinc et à la pyrite (assez peu marquée cependant
mais suffisante pour espérer une amélioration des résultats) ; pour ces
raisons, le collecteur qui a été choisi pour la dernière tranche d'essais de
flottation en laboratoire est un mélange 1 : 1 d'AXK et d'Aérophine (1).
Par ailleurs, le conditionnement à 1'ébauchage a été modifié de
la façon suivante : le sulfite a été ajouté en deux étapes (avant dégrossissage Pb Cu et avant épuisage Pb Cu) au lieu d'une seule étape comme précédemment ;
de plus»sulfite et sulfate de zinc ont été ajoutés ensemble.
Cette modification a été réalisée dans le but de diminuer l'entraînement de zinc à 1'épuisage Pb Cu, c'est-à-dire d'augmenter la récupération de
zinc dans le stérile d'épuisage Pb Cu (cf. fig. 19).
Cette modification permet d'augmenter la récupération de zinc et de
pyrite dans le stérile d'épuisaae Pb Cu, mais aussi de Plomb (dont la perte passe de 18,6 % à 22 %).
REMARQUE :
Dans un premier temps, cette augmentation de la perte plomb n'a
pas été considérée comme une pénalisation en regard de l'augmentation de la récupération de zinc. Cependant et sans trop anticiper sur les résultats ultérieurs, il faut noter que cette modification des conditions de 1'ébauchage ne
semble apporter aucun changement positif des bilans finaux de la flottation et
même peut agir comme un paramètre pénalisant de ces bilans (plus particulièrement lors du relavage des concentrés de dégrossissage et d'épuisage Pb Cu vis
à vis du plomb).
(1) Ce type de mélange est utilisé fréquemment industriellement.
- 45 FIGURE 19
ESSAI 29 :
ESSAI 30 :
Broyage [d80 : 32 y]
Broyage[d 80 : 32 y]
Dégrossissage
Dégrossissage
NaH S0 3
Zn so 4
1,56 kg/t [10 ']
NaH S 0 3
700 g/t [ 51]
40 g/t [ 3']
Zn S 0 4
AXK
AXK
A65
A65
40
1
NF
t
1 kg/t
700 g/t
40 g/t
40 g/t
[10']
[ 3']
g/t
r • C" T\r\r\ D K P i t
r • L UGy* »DUU
9' pH
r
. r- flan
Dh
r : L ueg. rD
NF
6,6
tf 9' pH 6,7
1
Epuisage
Zn so 4
AXK
A65
Epuisage
1
300 g/t [ 5 ]
30 g/t [ 3']
NaH S 0 3
20 g/t
AXK
i
NF
lit
r
: C Ep. PbCu
1
t
F
Zn S 0 4
A65
500 g/t
300 g/t
40 g/t
•3f) g/t
OU
9' D H •J 3
F • C E D PbCu
NF
1r
9' pH 7,0
Stérile d1 Epuisage Pb Cu
Stérile d 'Epuisage Pb Cu
Rp : 66,7
Cu : 0,24 - 6,0
Pb : 1,85 - 18 ,6
Rp : 67,9
Zn : 5,75 - 51 ,2
Zn : 6,35 - 57,1
Fe : 9,09 - 48 ,8
Fe : 9,65
Cu : 0,25 - 6,3
Pb : 2,14 - 22,0
COMPARAISON DES STERILES D1EPUISAGE
Pb Cu EN FONCTION DES CONDITIONS DE
L'EBAUCHAGE
52,7
- 47 -
3243 - Essais de séparation du concentré semi-global Pb Cu
Les différents procédés de séparation et leur "philosophie" ont été
présentés dans le paragraphe 323 concernant la présentation de l'orientation
générale de l'étude ; les essais de séparation les plus significatifs sont maintenant présentés.
32431 - Procédé de dépression du cuivre et flottation du plomb
Ce procédé consiste en une dépression du cuivre à pH basique (10/10,5)
par l'action combinée du cyanure de sodium et du sulfate de zinc.
Il a été aplliqué à l'essai 9 dont le flowsheet est présenté fig. 20
et les résultats sur le tableau X.
La récupération Cuivre dans le concentré Plomb (soit 76,5 %) démontre
parfaitement la tendance de la chalcopyrite à la flottation : ce point qui avait
été déjà noté à l'occasion des essais de flottation naturelle (cf. paragraphe
322) est ici amplement confirmé.
C'est pour cette raison que cette méthode où la chalcopyrite doit être
déprimée a été abandonnée.
L'intérêt de l'utilisation du charbon actif sera développé dans le
paragraphe suivant.
32432 - Procédé de dépression du plomb (par le sulfite) et flottation du Cuivre.
Ce procédé consiste en une dépression du plomb par l'action de 1'hydrogénosulfite de sodium (ou du bichromate non utilisé ici pour des raisons de protection de l'environnement).Il a été appliqué à l'essai 8 dont le flowsheet et
les résultats ont déjà été présentés au paragraphe 32412 (fig. 13 et tableau VI).
Il est à noter que cet essai a été réalisé dans les mêmes conditions
que l'essai précédent (essai 9. fig. 20 et tableau X) hormis bien sûr le procédé de séparation.
On constate que la récupération Cuivre dans le concentré Cuivre est
excellente, mais que par rapport au procédé précédent, la séparation Plomb entre
concentré Cu et concentré Plomb est nettement moins sélective.
C'est à la suite d'un tel résultat déjà observé dans des essais
d'orientation précédents que le sulfure de Sodium (Na~S) et le charbon actif
(CA 2S) avaient été ajoutés au conditionnement du concentré semi-global avec
le sulfite :
- en effet, 1'hydrogénosulfite est censé désorber sélectivement
les réactifs collecteurs adsorbes à la surface de la galène et c'est pour en
accentuer l'efficacité que le sulfure de Sodium a été ajouté ; le Na 0 S a la
double propriété d'être un déprimant des minéraux sulfurés lorsque it est en
"excès" (par désorption des collecteurs) et un activant des minéraux sulfurés
oxydés , par sulfuration de leurs surfaces.
C'est pour la première de ses propriétés qu'il est utilisé ici ;
en fait, on verra par la suite que l'avantage de son utilisation peut être
corrëlé à la deuxième de ses propriétés (rôle sulfurant).
- 48 FIGURE 20
Broyage dg0 : 32 y
Dégrossissage
NaH S0 3
Zn S0 4
Aph
A65
[101]
1,56
kg/t
700
g/t
[
51]
35
g/t
[
3']
30
g/t
pH 6,7
Relavaae
(tR 6 ', pH 7 .3)
"^\ -^
F
NF
Mi xte Pb Cu
i
(n° 80)
i
Epuisage
Zn S0 4
Aph
A65
300 g/t [ 5']
25 g/t [ 3']
20 g/t
CaO 260 g/t : pH 10 ,5
Charbon actif 100 g/t
CN Na
100 g/t
Zn S0¿ï 200 g/t
it
tF9'
pH 7,1
NF
1
Conc. Pb
(n° 82)
Stérile d'épuisage Pb Cu
(n° 79)
FLOWSHEET DE L'ESSAI 9
Conc. Cu
81)
P%
Cu
*
Pb
*
Zn
*
Fe
*
81 Concentré Cu (NF)
5,8
5,95
12,17
11,85
10,13
16,25
12,41
20,10
9,50
82 Concentré Pb (F)
14,1
15,40
76,53
24,30
51,54
10,75
19,97
17,50
20,12
80 Mixte Pb Cu
8,5
1,33
3,98
12,40
15,54
12,55
14,05
13,10
9,08
79 Stérile
71,6
0,29
7,32
2,16
22,79
5,68
53,57
10,50
61,30
100,0
2,83
100,00
6,78
100,00
7,59
100,00
12,26
100 ,00
TABLEAU X •; RESULTATS VE L'ESSAI 9 (c¿.
'
FLOWSHEET FIG. 20)
- 50 - le charbon actif est utilisé pour deux raisons :
. la première est sa propriété de piéger le collecteur
désorbé des surfaces de la galène et d'éviter ainsi
une éventuelle réadsorption du collecteur sur ce
minéral ;
. la deuxième est sa propriété de piéger le moussant en
excès: en effet, on observe que les mousses de la flottation Cuivre sont extrêmement fines et denses, elles
constituent une sorte de "tapis" qui entraine sans difficulté les fines particules de galène, d'où l'idée
de détruire (partiellement) les mousses en excès et réduire ainsi les entraînements de galène.
Lorsque on augmente la consommation de charbon actif de 100 à
200 g/t (cf. essai 11, fig. 15, paragraphe 32412, tableau VII),on constate
une très nette amélioration sélective de la séparation Pb. Cet essai 11 peut
en effet, être comparé à l'essai 8 (fig. 13, tableau VI) précédemment cité,
les essais étant réalisés dans les mêmes conditions (mise à part la nature
du collecteur et l'addition de ^ S ) . On constate aussi dans cet essai 11,
que le cuivre est plus déprimé
que dans l'essai 8 où la consommation de
CA2S n'était que 100 g/t.
La récupération Cuivre est donc aussi sensible à la consommation
en charbon actif ; cette observation - qui sera faite au cours des essais pilotes - semble indiquer que le procédé sulfite/charbon actif est extrêmement
sélectif sous des conditions d'utilisation très précises (ou plus vulgairement "pointues"),du charbon actif ; quant à la consommation de sulfite, elle
ne semble pas avoir - a priori- une influence très marquée.
Par ailleurs, il est impossible de déterminer à ce niveau d'étude
si le rôle prépondérant du charbon actif concerne le piëgeage du collecteur
désorbé ou le piégeage du moussant en excès.
32433 - Procédé de dépression du Plomb par la
méthode de la pulpe chaude et flottation du Cuivre
Ce procédé consiste en une dépression du Plomb par chauffage de la
pulpe vers 70 ° C qui désorbe sélectivement les réactifs collecteurs adsorbes
à la surface de la galène.
Il a été appliqué lors de l'essai 13 (cf.
fig. 2 1 , tableau XI).
- 51 -
FIGURE 21
Broyage dg 0 : 32 y
Dégrossissage
NaH S0 3
Zn S0 4
EXK
A65
1 ,56 kg/t
700 g/t
40 g/t
20 g/t
[10']
[ 3']
Relavage (tR 6'30 pH 7,4)
10' pH 6,6
NF
Mixte Pb Cu
(n° 99)
Epuisage
EXK
A65
30 g/t
20 g/t
CA 2S 200 g/t
Pul De chaude
à 70° C [10']
C3']
t F 4'30 pH 7,0
NF,
NF
Cone Cu Cone Pb
(n° 100) (n° 101)
t F 7'30 pH 6,6
Stérile d'épuisaqe
Pb Cu
(n° 98)
FLOWSHEET DE L'ESSAI 13
CM
LO
Rp
Cu
%
Pb
%
Zn
%
Fe
%
100 Concentré Cu
6,18
24,80
57,48
6,75
6,45
8,20
6,80
24,10
12,15
101 Concentré Pb
7,11
4,80
12,78
30,00
32,92
10,10
9,62
18,50
10,71
99 Mixte Pb Cu
14,32
3,62
19,43
16,70
36,93
12,80
24,58
15,30
17,86
98 Stérile
72,39
0,38
10,31
2,12
23,70
6,08
59,00
10,05
59,28
T.V.
100,00
2,67
100,00
6,48
100,00
7,46
100,00
12,27
100,00
TABLEAU XI : BILAN PE L'ESSAI Î3 (c¿. FLOWSHEET FIG. 21)
- 53 Les résultats de cet essai 13 sont très proches de ceux de 1'essai
11 (cf. fig. 15 et tableau VII, paragraphe 32412) ; or, la différence essentielle entre les deux flowsheets est l'utilisation dans un cas de sulfite à la séparation Pb Cu (essai 11) et dans l'autre de la méthode de la pulpe chaude (essai
13). Dans les deux flowsheets, on utilise du charbon actif dans les mêmes proportions pour la séparation Plomb Cuivre.
On peut donc conclure que la méthode de la pulpe chaude et la métho
de au sulfite conduisent, en ptéóecice d<¿ ckafibon CLcXifi, aux mêmes résultats.
C'est uniquement pour des raisons de facilité technologique de mise
en oeuvre et de coût énergétique que la méthode au sulfite a été choisie comme
procédé de séparation Pb Cu.
32434 - Intérêt d'une "reflottation" du Plomb à
partir du concentré Plomb de séparation
Piomb Cuivre
II apparaît à l'examen des bilans des concentrés Plomb obtenus par
la méthode au sulfite que la quantité de Zinc récupérée dans ces concentrés représente 10 à 15 % environ du zinc contenu dans le tout-venant et que la quantité
de pyrite est à peu près du même ordre ; or, les analyses de mixité montrent
que cette blende est libérée environ à 50 % (cf. fig. 17, paragraphe 32412) et
que la pyrite est pratiquement libérée;
Cette blende et cette pyrite libérées proviennent d'entraînements
lors des flottations d'ëbauchage et de relavage ; malgré les efforts d'optimisation des conditions (d'ébauchage et de relavage), ces quantités relativement
importantes de blende et pyrite libérées ne peuvent être trop diminuées sans
affecter la récupération de Plomb dans le concentré de relavage.
Si pour le concentré Cuivre, on peut diminuer les teneurs en blende et en pyrite libérées par des relavaqes successifs [D pour le concentré Plomb,
il est possible d'envisager une ^¿ottcutlon de la galène à partir du concentré
de séparation Pb Cu.
Ceci peut être réalisé de façon très classique en se plaçant à pH
9,5/10,5 et en utilisant CNNa et Zn SO4 ; ces essais ont été tentés avec succès,
mais il faut impérativement ajouter du collecteur (en excès semble-t-il) en raison
de la présence du charbon actif ajouté au moment de la séparation Plomb Cuivre.
D'autre part, le rejet de cette "reflottation du plomb" ne devant
contenir que de la blende et de la pyrite pourra être joint au stérile d'épuisage
Plomb Cuivre pour être envoyé au circuit de flottation du Zinc.
L'introduction de cette étape dans le flowsheet permet par ailleurs,
de s'affranchir d'un contrôle strict de l'entraînement de zinc et de pyrite à
l'ébauchage puisque le zinc entraîné peut être récupéré. Un autre avantage de
(1) En réalité3 un seul relavage suffit car la blende et la pyrite ont3 dans la
méthode de séparation Pb Cu au sulfite et charbon actifs un comportement
analogue à celui de la galène3 d'où des quantités très faibles de blende et
de pyrite libérées dans le concentré Cuivre, (cf. fig. 163 paragraphe S2412).
- 54 -
cette modification du flowsheet est que le circuit peut -théoriquement - mieux
accepter des variations de l'alimentation en Plomb et en Cuivre car le zinc
et la pyrite jouent alors le rôle "d'amortisseurs".
3244 - Récapitulation des conclusions des essais d'orientation
- broyage du tout-venant à don = 32 microns
- flottations d'ébauchage : pour ces flottations, le sulfite et le
suflate de zinc sont introduits en deux ëtapes(avant dégrossissage et avant épuisage). Le collecteur utilisé est un mélange à
parts égales de AXK et Aph
- le concentré d'ëbauchage doit être rebroyé avant relavage pour
améliorer essentiellement la libération chaicopyrite/blende et
galène/blende. Pour les essais d'optimisation qui vont être présentés au paragraphe 325, la maille de rebroyage a été fixée à
dgQ = 20 microns (1).
- séparation Pb Cu par la méthode au sulfite et charbon actif
- reflottation du Plomb à partir du concentré Plomb de séparation
Plomb-Cuivre et retour du stérile de cette reflottation au circuit
Zinc.
3.2.5
- Essais d'optimisation
Les essais qui vont être présentés ont été réalisés en tenant compte
des indications concernant le flowsheet qui viennent d'être données au paragraphe précédent.
3251
- Premier essai d'optimisation (cf. fig.
XII)
22 et tableau
REMARQUES :
après le rebroyage, la flottation de relavage est suivie
d'une flottation d'épuisage car la quantité de produit reflottée au relavage est trop faible : on peut supposer que c'est
une des conséquences du rebroyage du concentré semi-global.
au niveau de la reflottation du Plomb, du Na2S a été ajouté
à la pulpe ; en effet, on peut supposer que le rebroyage
a entraîné une oxydation de la galène à laquelle on essaie
de remédier par l'addition d'un réactif sulfurant.
(1) Le rebvoyage est effectué dans les mêmes conditions que le broyage du toutvenant ; seule la concentration solide de la pulpe est différente et de l'ordre de 20 % en solidess .le temps de broyage est de 30 minutes.
La faible concentration en solide au rebroyage s'explique par le fait que nous
avons préféré rebroyer le minerai avec toute son eau de pulpe plutôt que d'épaissir cette pulpe et perdre ainsi des réactifs de flottation.
- 55 FIGURE 22
FLOWSHEET DE L'ESSAI 32
Broyage [d8Q : 32 y]
Dégrossissage
NaH SO 3
Zn S0 4
AXK + Aph
A65
1 kg/t| [ 1 0 1 ]
700 g/tj
40 g/t [ 3']
20 g/t
t F 9' pH 6,7
NF
Rebroyage [d g0 : 20y]
I
Relavage
Epuisage
NaH S0„3
Zn S0 4
AXK + Aph
A65
500
g/t)
)
300
g/tf10"1
30
g/t
15
[
I
t R 4-30
pH 6,9
NF
Epuisage
AXK + Aph 20 g/t[3']
A65
15 g/t
3']
g/t
t F 7' pH 6,7
Séparation
Pb Cuivre
NF
pH 7,0
NaH SO.
Pb Cu
1
20'] Mixte
(n° 189)
CA 2S 200 g/t\
NF
Stérile Epuisage
Pb Cu (n° 188)
Reflottation Plomb
CaO ^-pH 9,5
Na2S
100 g/t' "
CNNa
150 g / t
Zn S0 4
400 g/v
EXK
40 g/tp'
20 q/t
A65
\v
Relavage
F /
tR3'
\NF
.pH7,6r
C Cu
M Cu
(n° 192)
lr
t F 61 pH 9,1
Relavage
t R 4'30 \NF
pH 8,4
C Pb
M Pb
(n°
194)
(n° 193)
NF
Stérile Pb
(n° 190)
Lf)
I
P%
Cu
%
Pb
%
Zn
%
Fe
%
191 Concentré Cu
6,01
27,00
60,94
6,40
5,86
5,82
4,65
25,60
12,41
192 Mixte Cu
1,64
11,10
6,84
21,80
5,45
16,20
3,53
15,30
2,02
193 Concentré Pb
4,26
5,00
8,00
53,10
34,49
10,90
6,17
' 7,20
2,47
194 Mixte Pb
0,97
3,50
1,27
12,60
1,86
20,60
2,66
15,80
1,24
190 Stérile Pb
3,33
2,43
3,04
10,00
5,08
15,00
6,64
17,50
4,70
189 Mixte Pb Cu
15,95
2,26
13,54
11,10
26,99
11,00
23,32
18,70
24,06
188 S Ep Pb Cu
67,84
0,25
6,37
1,96
20,27
5,88
53,03
9,70
53,10
100 ,00
2,66
100 ,00
6,56
100 ,00
7,52
100 ,00
12,39
100 ,00
TABLEAU XII : BILANS VI L'ESSAI 32 [C¿. FLOWSHEET VIQ. 22]
- 57 - dans ce flowsheet, le rejet de Plomb n'a pas été joint
au stérile d'épuisage Pb Cu pour la flottation du Zinc.
32511 - Analyse des résultats
L'analyse des résultats (cf. tableau XII) montre que on obtient
un concentré Cuivre de très bonne teneur (27 %) avec une récupération un peu
faible (61 %) en liaison certainement avec la faiblesse des flottations de
relavage après rebroyage.
En ce qui concerne le Plomb, la perte de 20 % au stérile d'épuisage Pb Cu correspond à peu près à la limite de récupération que l'on s'est
fixée pour obtenir une sélectivité satisfaisante pour le zinc.
La perte en Plomb dans le Mixte Plomb-Cuivre (soit 27 %) est
élevée mais la recirculation du Mixte Pb Cu (en essai pilote) en tête des flottations d'ëbauchage devrait permettre de s'affranchir de cette difficulté (l).
La "reflottation" du Plomb se réalise sans aucune difficulté, la teneur
du concentré Pb (53 %) est satisfaisante ; considérée en tant qu'opération unitaire, cette reflottation a un rendement en Plomb de 83 % ; elle est assez peu
sélective pour le Cuivre, assez sélective pour le zinc et très sélective pour
la pyrite ; cependant, la teneur zinc du concentré Plomb reste élevée.
Plus généralement, il faut noter l'efficacité des relavages du Cuivre et du Plomb vis-à-vis de la blende et de la pyrite.
En ce qui concerne le zinc, le relavage après rebroyage est efficace puisque 23,3 % du zinc se retrouve dans le Mixte Pb Cu et que la reflottation
du plomb permet d'en récupérer 6,6 %.
Si le zinc contenu dans le Mixte Pb Cu se retrouvait entièrement
dans le circuit zinc, ce bilan indiquerait que 53,03 + 23,32 + 6,64 soit 83 %
du zinc se retrouveraient dans le circuit zinc.
32512 - Analyse de mixité ; influence du rebroyage
Cette analyse des résultats doit être complétée par une analyse de
mixité pour déterminer l'intérêt du rebroyage d'une part et la distribution des
mixtes minéralogiques dans les produits de flottation d'autre part.
Cette analyse de mixité a été entreprise pour le concentré Cuivre
(fig. 23) le Mixte Cuivre (fig. 2 4 ) , le Mixte Plomb Cuivre (fig. 2 5 ) , le stérile
Plomb (fig. 26).
(1) En réalité, c 'est sur ce point particulier que buteront les essais pilotes
on s'apercevra que le plomb qui n'a pas flotté à ce niveau (c'est-à-dire
au relavage) reflottera mal et qu'il est impératif de tirer tout le plomb
au relavage.
* ECHfiNTILLOH 191
- 58 -
I
LIBERRTIÜN
y. CHRLCO
98
se
78
6@
50
40
30
28
16
0
CUMUL 'À
CHflLCO
83.3
85.6
88.6 .
90.8
95.4
97.0
99.4
99.4
99.9
106.0
0
48
60
ñ8
!
!
!
##########################################
###*##############################*########
28
CHRLCO LIBEREE
fiSSOCIEE fi PYRITE
flSSOCIEE fi BLENDE
fiSSOCIEE fi GfiLEHE
83 'A
0 '/.
12 'A
5 'A
LIBERfiTIOH
'A BLENDE
98
80
. 70
66
58
40
30
26
18
8
8
20 •
48
!
!
!
#########################
####**#####################
###########*##########**###
CUMUL 'A
BLENDE
49.2
52. 0
53.8
63.5
74.3
78.2
86.3
93.4
99.8
•100.0
68
!
########£#######################
100
'.
R@
!
188
!
•
####################################3
###***#**#**####*#*######*###«###*##*####*##*#*#*#
#####################*#########*###*######*##*####
BLENDE LIBEREE
fiSSOCIEE fi PYRITE
fiSSOCIEE fi CHflLCO
fiSSOCIEE fi GfiLENE
49 \
8 ''.
44 *
7 '/.
LIBERfiTION
'A GfiLENE
90
80
78
60
50
40
30
20
10
8
0
20
40
60
80
188
!
!
!
!
!
!
#############8#######
#######################
ttSttftötttttttttttttttSttttftttttftStttt.'
#######'#####«####*#**«*#**#
###############################
##tt############88###it#####$#########
#########*######»#«*####*############«*#
##S##
CUMUL y.
GfiLENE
42. 1
45.9
47. 7
54. 8
62.6
71. 9
89.1
91.7
96.2
188.0
GflLENE LIBEREE
fiSSOCIEEfiPYRITE
fiSSOCIEEfiCHfiLCO
fiSSOCIEEfiBLENDE
42 'A
0 ''A
41 'A
17 'A
Figure n" 23 Analyse de mixité du .
concentré Cuivre de
l'essai 32 (cf. fig.22)
* ECHflNTILLON
192
- 59 -
LIBERñTIOH
y. CHñLCO
90
se
70
60
50
40
30
20
10
. 0
CUMUL Sí!
CHRLCO
78.3
7S.3
78.3
S5.5.
89.6
92.5
96.9
97.8
99.5
100.0
20
78 V.
0 'A
10 Ji
12 '4
LIBERflTION
'/. BLENDE
99
80
70
€0
0
. 50
40
30
20
10
0
60
80
20
40
60.
80
100
!
!
!
!
!
!
##############3###############
############*#######################
#########################################
############################################
#############################################
#############*############################*####...
############################*##############*#####.
##################################################
##############tt##########4t#####tt################tttt
##################################################
BLENDE LIBEREE
flSSOCIEEflPYRITE
ftSSOCIEE fl CHflLCO
flSSOCIEE fl GflLENE
51 '/..
1 '/.
4 >.
44 Ü
LIBERflTION
•: GflLENE
90 .
80
70
68
58
4Ö
30
20
10
0
CUMUL
0
GflLENE
79.9
83»
86.,2
90.9
91.8
94.
96. 1
96 4
99 5
100.0
!
!
!
########################################
##########################################
###########################################
GflLENE LIBEREE
flSSOCIEE fl PYRITE
flSSOCIEE fl CHflLCO
flSSOCIEE fl BLENDE
100
#######################################
#######################################
################^####4t#####################
##############################################
CHflLCO LIBEREE
FlSSOCIEE fl PYRITE
flSSOCIEE fl BLENDE
RSSOCIEE fl GflLENE
CUMUL '4
BLENDE
68. 2
71.4
82. 6
87.9
90.9
94.7
93.3.
99.2
100. 0
100.0
40
30 '/. J/
4 Js
5 *.
12
'/.
20
4Ö
60
80
Figure n° 24 : Analyse de mixité du Mixte
Cuivre de 1 'essai 32 (cf.
Fig. 22)
100
!
ECHñNTILLÜN 189
- 60 LIBERñTIOH
CUMUL ï
'A BLENDE
BLENDE
90 . 92.6
80
95.4
70
60
50
40
SO
20
10
0
0
£0
40
i
i
I
60
80
100
i
i
I
98.6
99.0
100.0
100.0
100.0
100.0
100.0
100.0
BLENDE LIBEREE
80 V.
flSSOCIEEflPYRITE
9 '/.
flSSOCIEEflCHflLCO
flSSOCIEEflGflLENE.
1 '/.
10 '/.
20
40
60
80
100
LIBERflTION
CUMUL '/.0
V. GflLENE GflLENE
###################################. . . . \
90
69.6
######################$#####«#######
80
72.5
####################################
70
72.5
######################################
60
75.7
50
84.0
################################S3########
•86.2
40
###########################################
• 90.5
30
92.2
20
98.0
10
##################################################
100.0
8
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
GflLENE LIBEREE
flSSOCIEEflPYRITE
flSSOCIEEflCHflLCO
70 '/.
11 \
2 y.
flSSOCIEEflBLENDE
18 %
#
#
•
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
Figure n" 25 : Analyse de mixité du Mixte PbCu
. de 1 'essai 32 (cf. Fig. 22)
#
* ECHftNTILLON 198
- 61 -
LIBERflTION
'i BLENDE
96
86
70
f.0
50
40
30
20
10
0
CUMUL
BLENDE
87.6
97.8
97.6
98.2
98.5
98.5
98.5
98.5
190.0
100.0
BLENDE LIBEREE
fiSSOCIEE ñ PYRITE
fiSSOCIEE fl CHñLCÜ
ftSSÜCIEE ñ GflLENE
20
0
40
68
100
3«
I
#
#
#
#
##################################################
82 Ü
4 %
6 V.
7 >.
Figure n° 2-6 : Analyse de mixité du stérile Pb
de 1 'essai 32 (cf.. Figure 22)
- 62 -
Pour le concentré Cuivre (fig. 23) la chalcopyrite est libérée à
83 % ; 12 % sont associés à la blende et 5 % à la galène. La blende est libérée
à 49 % et la galène à 42 % et il n'y a que très peu de mixtes galène-blende; par
contre la présence de mixtes blende-chalco et galëne-chalco est très nette.
Si on compare cette analyse à celle de l'échantillon 90 (cf. fig. 16, paragraphe
32412 - concentré Cuivre de l'essai 11 dont la teneur Cuivre est de 24,6 % et
la récupération de 58,5 % - ) , on constate que le rebroyage permet une meilleure
libération du Cuivre par rapport à la blende et surtout par rapport à la galène
(1).
Dans le mixte Cuivre (cf. fig. 24), on retrouve de la chalcopyrite
libérée (à 78 %) et surtout de la blende libérée (à 51 %) de la galène libérée
(à 80 %) et des mixtes galène- blende essentiellement.
Ces observations montrent d'une part, qu'un relavage des concentrés
est efficace (un relavaqe supplémentaire pourrait être intéressant) pour la
blende et la galène libérées et pour leurs mixtes et que, d'autre part, la chalcopyrite mixteuse a une tendance très nette à la flottation : autrement dit, malgré le rebroyage à 20 y, il sera difficile d'augmenter la teneur Cuivre du concentré Cuivre tout en voulant conserver une récupération satisfaisante (de l'ordre de
70 % en essai de laboratoire).
L'analyse du mixte Pb Cu (cf. fig. 25) montre que la galène est libérée à 70 % et que la blende est libérée à 80 % ; par ailleurs, il y a essentiellement des mixtes blende-galène et des mixtes blende-pyrite et galène-pyrite.
Si on compare cette analyse à celle de l'échantillon 88 (cf. fig. 18,
paragraphe 32412, mixte Pb Cu de l'essai 11), on constate que le degré de libéraration de la blende et de la galène augmente mais dans des proportions plus faibles
que celles observées en comparant les deux concentrés Cuivre (voir ci-dessus).
Ce phénomène de libération devient encore moins net si l'on tient compte que l'on a
analysé la seule fraction supérieure à 15 y de l'échantillon 88 (d'où des résultats
pessimistes).
Les teneurs et récupérations de ces deux mixtes sont les suivantes :
Cu
Pb
Zn
Fe tot.
Echant. 189
2,26 - 13,5
11,10 - 27,0
11,00 - 23,3
18,70 - 24,1
Echant. 88
2,94 - 13,0
12,10 - 21,8
10,55 - 17,0
13,70 - 13,4
Les récupérations de galène, blende et pyrite sont beaucoup plus élevées dans le Mixte 189 que dans le mixte 88. Comme par ailleurs on a extrait, des
concentrés de la flottation à laquelle appartient le mixte 189, plus d'espèces libérées que dans les concentrés de la flottation à laquelle appartient le mixte 88,
on comprend que la différence de mixité entre ces deux échantillons n'apparaît pas
nettement à l'analyse ; l'efficacité du rebroyage vis à vis des Mixtes Pb Cu ne
(1) Rappelons que pour cet échantillon 903 seule la tranche + 15 y a été soumise
à l'analyseur d'images ce qui "pessimise", les résultats par rapport à l'ensemble de l'échantillon ; la différence très nette entre les deux résultats
peut être attribuée au rebroyage.
- 63 peut être remise en cause par cette comparaison.
Pour mieux apprécier l'efficacité du rebroyage,d1autres mesures ont
été effectuées par analyseur d'images sur le mixte Pb Cu de l'essai 32 (cf. fig.
27 à 31) (1).
La première mesure (cf. fig. 27) est une estimation de la granulomëtrie de la blende et de la galène "totales" (c'est-à-dire libérées ou sous forme
de mixtes minéralogiques).
On constate que le CI75 de la blende est de 18 microns et que le
de la galène est compris entre 12 et 15 microns ; la galène est plus fine que
blende. Les figures suivantes (cf. fig. 28 à 31) donnent la granulométrie des
espèces minérales associées sous forme de mixtes minëralogiques à la blende et la
galène ainsi que la granulométrie de la galène libérée (cf. figure 29) et de la
blende libérée (cf. fig. 31).
On constate que ces histogrammes sont très voisins de ceux de la blende et de la galène "totales" (cf. fig. 27), ce qui signifie que les mixtes sont répartis dans toutes les tranches granulométriques considérées.
Cette observation est confirmée par la granulométrie de la blende et
de la pyrite associées à la galène (fig. 28 et 29) ainsi que par la granulométrie
de la galène associée à la blende (fig. 30). Ce dernier histogramme montre que 45 "/<
de la galène associée sous forme de mixte à la blende sont constitués de plages de
galène de dimension comprise entre 18 et 21 microns.
Cependant, si on rebroie le concentré global à 17 microns (c'est-àdire 100 % inférieurs à 17 microns) au lieu du d80 de 20 microns utlisé, ces
mixtes ne seront pas complètement libérés car la cassure des grains ne se réalisera pas nécessairement selon le contact blende-galène.
Rappelons que ces mixtes blende-galène ne représentent que. 10 % de
la blende et 18 % de la galène contenues dans le mixte Pb Cu (cf. fig. 25). Le
choix de la maille de broyage à ÚQQ de 20 microns a été arbitraire et seule une
étude systématique de l'influence de la maille de rebroyage sur les résultats
permettrait de lever l'indétermination. Encore convient-il de noter que les résultats d'essais de broyage en laboratoire (libération minérale en fonction de la
finesse de broyage) sont difficilement transposablesaux résultats de broyages
industriels. Cependant, au vu des résultats d'analyse de mixité et des bilans des
essais, la maille de rebroyage choisie pour ce traitement se justifie pleinement.
(1) Ces différentes mesures doivent être analysées avec "précaution : elles ne représentent pas des résultats quantitatifs mais qualitatifs et doivent être considérées pour déterminer seulement des tendances.
Les minéraux pour lesquels il n'y a pas assez de grains mesurés ne sont naturellement pas pris en compte.
*
ECHHNTILLÜH
IS?/)
GRRNULÜMETRIE
- 64 -
MICRONS
:•: RIRE BLENDE
3-
6
4.9
¿! —
q
Q-
12
15
1 '5
1
7 . ">
C
121513212427-
IS
21
24
27
30
30- 33
33- 36
36- 39
39- 42
42- 45
45- 4 S
48- 51
MICRONS
6
9
12
15'
IS
21
2 1 - • 24
24- 27
27- 30
3033- 36
36- 39
39- 42
42- 45
45- 4 S
43- 51
369121518-
**
23.4 ***********
• 21.4 ***********
5.9 ***
10.2 *****
7.9 ****.
7.0 ***
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
*
:•: RIRE
11. 2
27. 4
23. 7
21.6
GRLEHE
******
**************
************
***********
•r.
a b
6.4 ***
0.0
V5.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
•
granulométriques de la
figure n" 27 : Estimations
Es\
blende et de la galène contenues
dans le mixte PbCu de 1 'essai 32.
ECHñNTILLDN 189. MIHÉRflUX flSSOCIES ñ Lñ GflLENE
- 65 -
GRFiNULOMETRIE
BLENDE
MICRONS
:•: ñIRE fiPPfiRENTE
36912151821242736333639424548-
14.4
24.3
*******
************
16.4
********
6
9
12
15
18
21
24
27
36
33
36
39
42
45
48
51
GRfiNULÜMETRIE
MICRONS
3691215132124--
2736333639424548-
6
9
12
15
18
21
24
27
36
33
36
39
42
45
48
51
9.8
17.4
*********
3.6
6.6
8.6
8.6
6.6
8.6
8.6
8.6
6.6
8.6
CHñLCO
': ñIRE ñPPflRENTE
•6. 6
. 6. 8
6
6.
6
188.
6
8.
8
8.
6
6.
8
6.
6
8.
8
8.
8
8.
8. 0
6. 8
8. 0
8. 0
8. 0
**************************************************
(pas assez de grains mesurés)
Figure n" 28
Granulométrie de la blende et de la
chalcopyrite associés à la galène.
* bUHHHTILLOH 189. MINERñUX RSSOCIESfiLH GRLENE I
- 66 ijRflNULOMETRIE
MICRONS
6
369- 12
12- 15
15- 18
18- 21
21- 24
24- 27
27- 3@
3Ö- 33
3 3 - . 36
36- 39
39- 42
42- 45
45- 48
"48- 51
GRfiNULOMETRIE
MICRONS
36912151821242730333639424548-
6
9
12
15
18
21
24
27
30
33
36 .
39'
42
45
48
51
GflLENE
(c'est-à-dire granulométrie de la galène libérée).
y. RIRE flPPfiRENTE
H . 8 ******
31. 7 ****************
24. 2 ************
16. 8
ie. 8
4. 7
6. 0
0. 0
0. 0.
0. 0
0. 0
0. 0
0. 0
0. 0
0. 0
0. 0
-
*
•
*
*
*
*
*
*
*
*
•
*
*
*
*
*
*
PYRITE
niRE flPPfiRENTE
. 3 .8
9. 4
17. 3
49. 6
19. 3
0. 0
0. 0
0. 0
0. 0
0. 0
0. 0
0. 0
0. 0
0. 0
0. 0
0. 0
**
*****
*********
*************************
**********
•
Figure n° 29 : Granulométz
et de la pyrite associée à la galène.
ECHftNTILLQN ÍS9. MINERfiUX ñSSOCIES fi Lfi BLENDE
- 67 -
GRfiNULOMETRIE
MICRONS
36912151821242738333639424548-
6
GflLEHE
": fil RE flPPfiRENTE
12
15
18
21
24
27
38
33
36
39
42
45
48
51
0.0
5.8
14.2
23.3
11.6
45.1
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
GRRNULÜMETRIE
PYRITE
S
MICRONS
36912151821242730333639424548-
6
9
12
15
18
21
24
27
30
33
36
39
42
45
48
51
***
*******
************
******
***********************
y. fiIRE flPPfiRENTE
0. 0
0. 0
9. 9
0. 0
0. 0
18. 1
23. 7
0. 0
0. 0
0. 0
48. 3
0. 0
0. 0
0. 0
0. 0
0. 0
*****
*********
************
*******************
(peu de grains mesurés)
Figure n" 3O
Granulométrie de la galène et de
la pyrite associées à la blende.
* tlHHHTILLQH
189.
MINERflUX ASSOCIES H Lñ BLENDE I
- 68 -
GRFINULOMETRIE
MICRONS
3-
6
BLENDE
(c'est-à-dire granul omet rie
de la blende libérée)
': fil
RE flPPflRENTE
".'
O
*#
¿m
691215182124-
2730333639424548-
y
12
15
18
21
24
27
30
33
36
39
42
45
48
51
GRfiNULOMETRIE
MICRONS
369-
1215182124-
2730333639424548-
6
9
12
15
18
21
24
27
80
33
36
39
42
45
48
51
18.6
22.9
22.0
6.7
9.4
8.8
7.8
0.0
8.6
0.0
0.0
0.0
0.6
6.0
0.6
* • * • • « • • * • * • • * • • • * • • * *
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
CHflLCO
y. flIRE flPPflRENTE
0. 6
0. 8
108. 0
8.0
0.0
0. 0
0. 0
8. 0
6. 8
0. 8
8. 6
8. 6
8.0
8.0
8.0
8. 0
**************************************************
(pas assez de grains mesurés)
Figure n" 31
Granulométrie de la blende libérée
et de la chalcopurite associée à la blende.
- 69 -
Une étude semblable à celle qui vient d'être présentée sur le Mixte
Pb Cu a été réalisée sur le concentré Cuivre de cet essai 32 (cf. fig. 32 à 34).
La figure 32 donne une estimation des granulométries de la chalcopyrite, de la blende et de la galène "totales" : pour la chalcopyrite et la
blende, le CI75 est compris entre 27 et 30 microns ; pour la galène, il est
compris entre 18 et 21 microns.
Les minéraux sont plus grossiers que dans le Mixte Pb Cu (cf.
fig. 27) ce qui est logique, car il a déjà été remarqué que les minéraux fins
(et particulièrement de galène) flottent moins bien que les minéraux grossiers.
La granulométrie de la chalcopyrite libérée (cf. fig. 33) est voisine de celle de la chalcopyrite "totale" ce qui tend à prouver que les mixtes sont
répartis dans toutes les tranches granulométriques.
La granulométrie de la blende associée à la chalcopyrite (cf. fig.
33) montre que 71,6 % de la blende associée sont constitués par des plages de
blende de dimension supérieure à 24 microns.
Par contre, pour la galère associée à la chalcopyrite (cf.
il n'y a pas de plages de galène de dimension supérieure à 24 microns.
fig.
34)
Rappelons que dans ce concentre Cuivre 83 % de la chalcopyrite sont
libérés, 72 % &owt cu>¿ocU.lt> à la blinde, et 5 % â la galène (cf. fig. 24). Une
amélioration de la teneur Cuivre du concentré peut être attendue d'un rebroyage
plus poussé.
A la suite des résultats de l'analyse granulomëtrique du Mixte Pb
Cu, la maille de rebroyage dßo = 20 microns se trouvait justifiée à posteriori ;
par contre, les résultats de l'analyse granulométrique du concentré Cuivre semblen
indiquer que cette maille de rebroyage est encore trop forte et qu'une maille
telle que CÍ95 = 20 mlcAowt, pourrait avoir des conséquences positives sur les
bilans de la flottation (tout au moins en ce qui concerne le cuivre).(l)
Encore faudrait-il étudier l'incidence d'un rebroyage très poussé,
d'une part sur la diminution de la flottabilité des fines alors crées, d'autre
part, sur l'économie du procédé (balance entre surcoût du broyage et valeur ajoutée aux concentrés).
32513 - Intérêt de la "reflottation du plomb"
L'examen de la figure 26 (paragraphe 32512) qui donne Thistogramme
de libération de la blende du stérile Plomb de l'essai 32 montre que 82 % de la
blende sont libérés dans ce stérile ; cette observation confirme à posteriori
l'intérêt de la reflottation du Plomb â partir du non flotté de la la séparation
Plomb Cuivre et l'addition de ce stérile Plomb au stérile d'épuisage Pb Cu pour
flottation de la blende.
(1) Cette étude du rébroyage n 'a pas été entreprise à ce niveau des essais
essentiellement pour des raisons de délai et des raisons matérielles :
nous verrons que le rebroyage en pilote est difficile à réaliser techniquement et pratiquement impossible à contrôler.
* ECHRHTILLÜN 191.
GRflNULOMETRIE
- 70 -
MICRONS
V.flIRE CHflLCÜ
6
369- 12
12- 15
15- 18
13- 21
21- 24
24- 27
27- 30
36- 33
33- 36
36- 39
39- 42
42- 45
45- 48
48- 51
Q. 6
6. 8
14. 2
14. 2
10. 1
13. 4
8.5
3.9
8.5
12. 1
o •7
4. 2
0.0
0. 0
0.0
0. 0
--i
***
*******
*******
*****
*******
****
**
****
******
**
**
MICRONS
:; flIRE BLENDE
• 3- 6 "
l,.8
8,.9
7..4
12,.4
9,.6
18 .2
' 4
.1
10 .6
9 .5
12.4
5 .1
0 .0
0 .0
0 .0
0 .8
0 .0
69121518212427-
9
12
15
18
21
24 •
27
38
30T 33
33- 36
36- 39
39- 42
42- 45
45- 48
48- 51
MICRONS
36912151821242730333639424548-
*
****
****
******
*****
*********
**
*****
*****
******
***
y. ñIRE GñLENE
6.
0.6
4.0
22. 9
15 : - 13. 8
18
17. 2
21
13. 1
24
14. 0
0.0
27
30
6. 3
33
0.0
36
8.0
39.
0.0
42
0.0
45
0.0
48
0.0
51
0.0
9
12
**
***********
*******
*********
*******
******* •
***
****
Figure n" 32
Estimations granulométriques
de la chalcopyrite, blende
et galène contenues dans le
concentré Cuivre de 1 'essai 32.
* ECHflHTILLON 191. MIHERRUX fiSSOCIES fi Lfl CHRLCOPVRITE
I
- 71 GRflNULOMETRIE
MICRONS
36912-
.1518-
2124-
2736333639424548-
CHflLCO
:•: ft I R E flPPftRE
6
8.2
5.2
13.1
13.4
9.0
11.3
8.1
2.8
9.3
15.9
Ci
12
15
18
21
24
27
36
33
36
39
42
45
48
51
5.5
6.2
0.0
0.0
0.0
0.0
GRflNULOMETRIE
«**
*******
*******
****
******
****
*
*****
********
***
***
BLENDE
MICRONS
% ftIRE flPPflRENTE
3-
1.2
1.5
1.6
14.0
4.2
5.9
0.0
20.0
0.0
31.9
19.7
0.0
0.0
0.0
0,0
0.0
6-
9121518-
2124-
27-
30333639424548-
6
9
12
15
18
21
24
27
30
33
36
3 9 •"
42
45
48
51
.
a.
*
*
*******
**
***
**********
****************
**********
Figure n" 33
Granulométries de la chalcopyrite
libre et de la blende associée à
la chalcopyrite.
* ÉCHflHTILLOH 191. MINERflUX ñSSOCIES ñ Lfl CHRLCÜFVRITE
- 72 -
GRñHULOMETRIE
MICRONS
36912151821242730333639-
424548-
6
9
12
15
18
21
24
27
30
33
36
39
42
45
48
51
GflLENE
'/. ñIRE ÑPPflRENTE
0.0
0.0
15. 1
6.4
28. 3
26. 4
31. 8
0.0
0.0
0.0
0.0
0.0
0.8
0.8
0.0
0.0
********
***
**********
*************
****************
Figure n" 34 :
Granulqmétrie de la galène associée
à la chalcopyrite.
- 73 -
3252 - Deuxième essai d'optimisation (cf. fig. 35)
REMARQUES :
- La consommation de collecteur au dégrossissage et à l'épuisage
Pb Cu a été augmentée par rapport à 1'essai précédent.
- Après rebroyage, le collecteur a été ajouté dès la flottation
de relavage, et la flottation d'épuisage a été maintenue.
- Au niveau de la séparation Pb Cu du sulfure de sodium a été
utilisé dans le but d'améliorer la séparation (cf. paragraphe
32432) ; en réalité, il semble que le seul avantage de ce
réactif soit d'élever le pH de la pulpe.
Le sulfure de sodium a été maintenu à l'étape de reflottation
du Plomb pour son rôle sulfurant.
- Au niveau du relavage Cuivre, la pulpe a été conditionnée avec
du sulfite et du charbon actif pour améliorer la séparation (1)
- Le stérile Plomb a été rejoint au stérile d'épuisage Pb Cu pour
la flottation de la blende.
32521 - Analyse
des résultats (cf. tableau
XIII)
L'augmentation de la consommation de collecteur au dégrossissage et
â l'épuisage Pb Cu permet une diminution de la perte Plomb dans le stérile d ' é puisage Pb Cu.
En effet, sion compare les récupérations métal de l'ensemble C Zn +
M Zn + stérile de cet essai à celles de l'ensemble Stérile Plomb et stérile d ' é puisage Pb Cu de l'essai précédent ( c f . tableau XII), on obtient les valeurs
suivantes :
Rec. Cuivre%
Rec. Plomb%
Rec.Zinc%
C Zn + M Zn + Stérile
(essai 34)
6,97
18,48
49,19
S Pb + Sep Pb Cu
(essai 32)
9,41
25,35
59,67
On observe parallèlement à la diminution de la perte Plomb et Cuivre,
une diminution de la répartition zinc.
Cette diminution zinc n'est pas complètement compensée par l'augmentation de la récupération zinc au niveau du mixte Pb Cu ; en effet :
Rec. Cuivre %
Rec. Plomb%
Rec.Zinc%
Mixte Pb Cu
9,14
23,72
25,24
(essai 34)
Mixte Pb Cu
13,54
26,99
23,3Z
(essai 32)
Par contre, pour ce mixte Pb C u , l'augmentation de la consommation
de collecteur au relavage après rebroyage se traduit par une diminution de la
récupération Cuivre et de la récupération Zinc.
(1) On verra par la suite qu'un relavage supplémentaire est préférable à un seul
relavage en présence de charbon actif et sulfite.
- 74 -
Figure 35 - flowsheet de l'essai 34
Nota : sur ce flowsheet les concentrations solides des différentes flottations
ont été reportées (Cs).
Broyage
: 32 ptn]
dégrossissage (Cs : 35 %)
NaHS03 1 kg/t , n f V 1
ZnS04 700 g/t ' LiU J
AXk + Aph 50 g/t [3']
A65
20 g/t
tp 6'30 pH 6.8
rebroyage [d80 '• 20
I
NF
relavage {C¿ M 6 %)
AXk + Aph 20 g/t [31]
NF (tR 5')
Epuisage (C¿ : 30 I)
NaHS03 500 g/t
nn,
ZnSÛ4 300 g/t } L1U
AXk + Aph 40 g/t [31]
A65
25 g/t
P
r
age
epuisage
AXk + Aph
Aph 20 g/t [31]
-A65 20 g/t
séparation
NF(tR6' ph 7.8)
plomb cuivre (C¿ ~ 13 I)
NaHS03 1 kg/t
Na2S 100 g/t
Mixte PbCu n° 203
2 g/t [20']
Ca2S 200
A65 25 g/t
6' pH 7.2
NF
Stérile plomb
recyclé
t F 6' pH 8.1
relavage [&> ^ 8 %
NaHSÛ3 500 g/t ,
Ca2S 100 g/t J
A65
20 g/t
flottation zinc (Ci ^ 26 11
CuS0 4 1 kg/t
[10']
AXk + Aph 70 g/t [31]
A65
10 g/t
F
NF
p 7'
pH 7.5)
Stérile
n° 210
relavage
F
CZn
(n° 208)
t R 4'
pH 8.3
NF
reflottation plomb
CaO «x. pH 9.4 , r , M
Na2S 100 g/t i L J
CNNA 200 g/t
U7n
ZnS04 400 g/t n / J
AXk + Aph 50 g/t [31:
A65
20 g/t
f
MCu
(n° 205)
CCu
(n° 204)
(C¿ ^ U I)
NF
t R 4'
pH 8. 1
MZn
(n° 209)
NF
relavage (C4
F
\\
t R 4' pH 8.5
ê
CPb
(n ° 206)
NF
r
MPB
0
(n 207)
P%
Cu
*
Pb
*
Zn
*
Fe
204 Concentré Cu
7,59
25,80
72,52
8,24
10,05
6,93
7,00
24,40
14,71
205 Mixte Cu
1,79
7,20
4,77
22,30
6,41
16,90
4,03
15,30
2,19
206 Concentré Pb
5,02
2,48
4,61
44,70
36,06
12,40
8,29
8,78
3,53
207 Mixte Pb
3,13
1,72
1,99
10,50
5,28
15,00
6,25
23,20
5,84
203 Mixte Pb Cu
17,89
1,38
9,14
8,25
-23,72
10,60
25,24
17,50
25,17
208 Concentré Zn
6,74
0,93
2,32
5,34
5,78
40,70
36,51
12,80
6,91
209 Mixte Zn
7,29
0,68
1,84
3,70
4,33
7,10
6,89
14,50
8,46
210 Stérile
50,55
0,15
2,81
1,03
8,37
0,86
5,79
8,20
33,19
100,00"
2,70
100 ,00
6,22
100,00
7,51
100,00
12,48
100,00
TABLEAU XIII : BILANS VE L'ESSAI 34 [crf. FLOWSHEET Fi%. 35]
- 76 -
Ces différents éléments expliquent bien que dans le bilan de l'essai
34, on observe par rapport ä celui de l'essai 32 (cf. tableau XII) pour le
concentré Cuivre et le concentré Plomb une augmentation de la récupération métal
et une diminution de la teneur puisque galène et blende flottent mieux.
En ce qui concerne le concentré zinc, le fait de ne pas avoir travaillé à pH basique se traduit par un entraînement de pyrite très important dans
le concentré ; cependant, la récupération zinc du concentré (de 36,5 % par rapport
au tout-venant) représente 74 % de l'alimentation de ce circuit considéré isolément.
32522 - Analyse de la mixité
Tous les produits de cette flottation ont été étudiés à l'analyseur d'images, exceptés le Mixte Zinc(n° 209) et le Stérile (n° 210) car les
seules particules mesurables étaient constituées de pyrite libérée (cf.
fig.
36 à 40).
L'analyse du concentré Cuivre (cf. fig. 36) et sa comparaison
avec celle du concentré Cuivre de l'essai précédent (cf. fig. 23)montre que l'augmentation de la récupération Cuivre dans le concentré est due à une meilleure
flottation de la chalcopyrite libérée et s'accompagne de la flottation d'une
quantité plus importante de mixtes galln2.-ble.yide..
Par conséquent, pour le mixte Cuivre de l'essai 34 comparé à celui
de l'essai 32 (cf. fig. 37 comparée à la fig. 24) la quantité de chalcopyrite
libérée est plus faible ainsi que celle de mixtes galène-blende.
Ces résultats sont logiques et s'intègrent parfaitement à ceux
déjà acquis.
Les résultats concernant le concentré Plomb (cf. fig. 38) et le mixte Plomb (cf. fig. 39) sont particulièrement intéressants : dans le concentré Plomb,
79 % de la galène sont libérés et 11 % sont sous forme de mixte galène-blende ;
la blende se répartit pour moitié environ sous forme de mixte avec la galène et
pour moitié libérée alors que dans le mixte Plomb (cf. fig. 39) la blende est
libérée à 78 % et 14 % seulement sont associés à la galène.
Ces résultats confirment d'une part, l'intérêt du relavage des
concentrés et indiquent qu'un relavage supplémentaire peut être très efficace ;
d'autre part, ils reconfirment l'intérêt de l'étape de "reflottation du Plomb".
L'analyse de mixité du concentré zinc (cf. fig. 40) et l'histogramme de libération montrent bien que la blende contenue dans le concentré zinc est
presque totalement libérée.
Jusqu'à présent, on a considéré que la blende de Bodennec avait une
tendance à la flottation particulièrement élevée : à la suite de ces différentes
analyses de mixité sur les produits des flottations de laboratoire, on constate
que le problème de la pollution par le zinc des concentrés de Cuivre et Plomb
semble autant posé par la mixité minéralogique de la blende que par sa flottabilité naturelle.
[~ft ECHflNTILLON 294*]
- 77 UBERfiTION
Z CHflLCO
9@
SO
70
65
5Ö
40
38
20
10
6
CUMUL •
CHfiLCO
9K.7
90.7
91. S
91. S
94.3
97.3
99.0
99.7
100.0
100.0
CHflLCO LIBEREE
fiSSOCIEEflPYRITE
RSSQCIEEflBLENDE
RSSÛCIEEflGflLENE
LIBERflTION
'A BLENDE
90
S0
70
60 •
50
40
30
20
10
0
20
!
!
40
!
60
!
89
!
100
##############£############################£#
#############################################
################«#################################
90 '/.
0 V.
6 %
3 '/.
CUMUL 'A 0
20
40
60
80
100
BLENDE
!
!
!
!
!
!
49.8
#########################
.....'
63.2
################################
,
74.1
#####################################
S3. 8
90. 4
##########################################
94.,5
#############################################
98.5
100.0
100.0
100.0
BLENDE LIBEREE
flSSOCIEE fl P Y R I T E
flSSOCIEEflCHflLCO
flSSOCIEEflGflLENE
LIBERflTION
% GflLENE
90
80
70
68
50
40
30
20
10
0
0
.
3 9 '/.
1 'A
43 'A
17 'A
CUMUL 'A 0
GfiLENE
50.6
53.7 .
57.7
66.3
70.1
72.7
81 5
90 3
96.6
100.0
GALENE LIBEREE
flSSOCIEE fl PYRITE
flSSOCIEE fl CHflLCO
flSSOCIEE fl BLENDE
4 7 V.
' 0 '/.
31 V.
2 2 '/.
20
40
Figure n" 36
60
80
100
Analyse de mixité du concentré,
cuivre de 1 'essai 34
I* ECHANTILLON '205.
- 78 -
LIBERflTIOH
'4 BLENDE
96
80
78
69
50
40
30
28
10
0
CUMUL '4
BLENDE
• • ; • * •
*
98
80
70
60
58
48
30
20
10
8
48
!
68 88
!
!
108
40
60
180
i
' - '
100.0
CUMUL '4
CHflLCO
79.6
79.6
80.5
88. 5
82. 3
87, 2
89.9
93.1
98.8
100.0
CHflLCO LIBEREE
flSSOCIEEflPYRITE
ñSSOCIEE fl BLENDE
RSSOCIEE fl GfiLENE
LIBERfiTION
%
4 GflLENE
28
!
98.8
95.2
95.4
97.4
98.7
99.2
99.8
180.0
BLENDE LIBEREE
flSSOCIEEflPYRITE
ñSSOCIEE fi CHflLCO
RSSOCIEE fl GflLENE'
LIBERfiTION
'4 CHfiLCO
90
88
70
60
50
48
38
28
18
8
0
!
59 '4
2 V.
6 '4
33 '4
20
0'"
80
########################################
#################«##################«###
#########################################.
############################################
75 '41 ':
21 '4
3%
28
48 '
68
88
CUMUL '4 0
!
!
!
!
!
GflLENE
73.S#####################################
77.7
#######################################
81.4
#########################################
##########################################
53.8
86.8
###########################################
89.4
###########^####tt###########################
93. 8
97.4
99.8
188.8
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
•
#
#
#
#
#
#
#
#
18
!
#
.
.
.
##################################################
#########'#########################################
Figure n" 37
Analyse de mixité du Mixte Cuivre
de 1 'essai 34.
1 ECHñNTILLÜN
- 79 -
LIBERflTION
'/. BLENDE
90
80
70
60
50
40
30
20
10
0
CUMUL y.
BLENDE
57.9
77.9
83.8
94.2
95.7
97.8
99.0
100.0
100.0
100.0
40
!
Q
!
80
!
60
#######################################
###############################################4t#i
BLENDE LIBEREE
RSSOCIEE fl PYRITE
ñSSOCIEE ft CHflLCO
47 *
3%
1 V.
flSSOCIEE fl GflLEHE
49 mA
LIBERflTION
0
20
40
60
80
!
!
!
!
!
y. GflLENE
90
80
70
60
•
50
40
30
20
10
0
CUMUL y.
GflLENE
79. 4
79. 4
79. 7
88. 3
• 89.
5
• 90.6
93. 9
95. 3
98. 5
100. 0
GflLENE L I B E R E E •
flSSOCIEE fl PYRITE
flSSOCIEE fl CHflLCO
flSSOCIEE fl BLENDE
########################################
########################################
100
i
•
;
#################tt##########a###########
############################################
######*#*###########*###*#####*#**##########*
###############################=###################
7 9 '•'.
9 Ji
1 %
11 '/.
*
Figure n" 38 :
Analyse de mixité du concentré Plomb
de 1 'essai
34.
) * ECHfiNTILLÜN 2S?7
- 80 Figure n" 39 : Analyse de mixité du Mixte
Plomb de 1 'essai 34.
LIBERñTION
y. BLENDE
90
80
70
60
50
40
30
20
10
' • 0
CUMUL
BLENDE
86. 1
92.4
93.8
96.0
97.1
98.9
99.1
100.0
100.0
100.0
BLENDE LIBEREE
ftSSOCIEEfiPYRITE
fiSSOCIEEfiCHfiLCO
flSSOCIEEfiGflLENE
20
0
40
60
100
I
78 \
7 'A
1 :•:
14 V.
* ECHfiNTILLON 203
-IBERflTION
>; BLENDE
90
80
70
60
50
40
30
20
10
' 0
CUMUL 'A Ö
20
46 .
60
80
100
BLENDE
!
!
!
!
!
!
91.7
#################################£############...'
93.7
93.9
97.3
#
97.3
99.3
100.0
100.0
100.0
100.0
BLENDE.LIBEREE
fiSSOCIEE fi
PYRITE
fiSSÜCIEE fi
CHfiLCO
flSSOCIEE fi
GflLENE
88 y.
1 y.
3
8 y.
* •
Figure n" 39 : Analyse de mixité du Mixte Plomb
bis
Cuivre de 1 'essai 34.
ECHfiNTILLÜN 26S.
- 81 LIBERñTIDN
y. BLENDE
90
80
70
60
50
40
30
28
18
0
CUMUL ': 0
20
40
60
80
100
BLENDE
!
!
!
!
!
!
97.9
########################£########################.
99.1##############################################*###
99.5
*##############################*##############&###•
100.0
###########################•#######################
100.0
##################################£############£##
100.. 0
##################################################
100.0
##################################################
100.0
################################tt#tt#######S#######
100.8
##################################################
100.8
##«###############################################
BLENDE LIBEREE
RSSOCIEE fi PYRITE
fiSSOCIEE fi CHfiLCO
flSSOCIEE fi GflLENE
87 'A
2 'A
0 '/.
11 X
Figure 40 : Analyse de mixité du concentré
zinc de 1 'essai 34.
- 82 3.2.6
- Comportement des éléments mineurs
Les éléments mineurs ainsi que la silice ont été dosés sur les produits
de la deuxième flottation d'optimisation (cf. paragraphe 32522 ; essai 3 4 ) . Les
résultats des dosages sont présentés sur le tableau XIV.
Pour l'argent, la teneur du tout-venant est de 142 g/t ; celle du
concentré Cuivre est de 322 g/t et celle du concentré Plomb est de 824 g/t.
Il est possible d'établir une corrélation linéaire entre les rendements Ag et les rendements Cuivre et Plomb des différents produits de la flottation ; elle est du type :
Rec Ag = 0 , 1 ? Rec Cu + 0 , 8 3 Rec Pb.
L'argent est donc a peu près distribué â 17 % avec 1° cuivre et
83 % avec le plomb.
Pour les autres éléments mineurs, il faut noter la teneur en Bismuth du concentré Plomb (985 ppm pour un tout-venant de 159 ppm) et la teneur
en Cadmium du concentré Zinc (1650 ppm pour un tout-venant de 293 ppm).
I
CO
00
Bi
(ppm)
As
(ppm)
Cd
(PPm)
220
20
276
280
500
200
630
0,27
375
985
100
475
10,60
0,79
220
255
300
550
23,08
27,60
11,83
220
210
175
400
128
6,08
5,40
0,87
145
140
175
1650
7,29
90
4,62
41,20
7,19
180
115
150
280
50,55
22
7,84
65,00
78,70
115
40
100
32
100,00
141,9
100 ,00
41,75
100,00
168,2
158,7
124,1
292,6
Rp
Ag
(PPm)
%
SiO2
(%)
%
Sb
(PPm)
204 C Cu
7,59
322
17,23
0,72
0,13
225
205 M Cu
1,79
557
7,03
5,20
0,22
206 CPb
5,02
824
29,16
2,20
207 MPb
3,13
225
4,96
203 M Pb Cu
17,89
183
208 Czn
6,74
209 MZn
210 Stérile
,
TABLEAU XI1/ : VOSAGE VES ELEMENTS MINEURS ET VE LA SILICE SUR LES
PRODUITS VE LA FLOTTATÏON (ESSAI 34) (C¿. FLOWSHEET
Q. 35).
- 84 -
3.2.7 - Bilan des essais de laboratoire ; leur influence sur la
conception du flowsheet de l'essai pilote
C'est essentiellement à partir des deux derniers essais d'optimisation que le flowsheet de l'essai pilote a été conçu et plus particulièrement à
partir de l'essai 34 (cf. paragraphe 32522).
Les caractéristiques principales du procédé sont donc les suivantes
(cf.
fig.
41)
- broyage du tout-venant à dso = 32 microns,
- flottation d'un concentré semi global Pb Cu par l'utilisation
de l'ensemble hydrogénosulfite de sodium/sulfate de zinc,
- rebroyage du concentré semi global Pb Cu à dg 0 : 20 microns
et relavage du produit rebroyé ; le mixte de relavage est recyclé en tête de Vépuisage Pb Cu,
- séparation Pb Cu par flottation du Cuivre et dépression du
Plomb à l'aide d1hydrogénosulfite de sodium et de charbon actif,
- reflottation du plomb à partir du non flotté de la séparation
Plomb Cuivre et recyclage du "rejet" au circuit zinc,
- relavage des concentrés Cuivre et Plomb,
- flottation du zinc par la méthode classique à pH basique et
relavage du concentré.
Les problèmes qui pourront apparaître en essai pilote dans ce circuit
concernent essentiellement le recyclage du mixte de relavage Plomb Cuivre ; en
effet, ce mixte contient (dans les essais de laboratoire) environ 25 % du plomb
et 25 % du zinc tout-venant : il y a un risque lié à l'éventualité d'une accumulation de zinc et de plomb dans ce mixte de relavage.
Un autre problème - d'ordre technique - concerne la qualité et la
constance du rebroyage des concentrés d'ébauchage Plomb Cuivre ; par ailleurs,
nous avons noté au cours de cette étude que la maille de rebroyage fixée à dgo
de 20 microns peut être encore trop élevée.
Les points forts de ce circuit sont d'une part, la qualité de la séparation Plomb Cuivre par la méthode sulfite et charbon actif et d'autre part,
la relative "indépendance" du circuit vis à vis de la blende grâce au rebroyage
du concentré semi global et à l'étape de reflottation du plomb.
conditionneur
NaHSO3
ZnSOá
charbon actif
condi tionneur
charbon actif
'
N0IIS03
conditionneur
collecteur
moussant
NaHSO3
ZnS0/|
collecteur
moussant
Mixte Reí. Pb Cu
conditonneur
00
col lecteur
moussant
I conditionneur
CuSO/i condtionneur
FIGURE 41 : PILOTE DE FLOTTAT ION
- ESSAIS PILOTES
- 86
-
¡
\ - ESSAIS PILOTES
Les essais se sont déroulés en trois semaines (du 14 janvier au
1er février) en 3 x 8 du lundi matin au vendredi matin pour chacune des semaines
d'essai.
Il faut noter que la complexité du circuit a nécessité une très
importante surveillance : en effet, le temps d'équilibrage^ de ce circuit tel
qu'il est présenté au paragraphe 3.2.7 peut être estimé à 20 heures, d'où
l'obligation de prévenir au maximum les pannes d'appareils car leurs effets sur
la marche du circuit, en raison du temps d'équilibrage, rendent les bilans
ininterprétables.
On conçoit aisément que lors de ces essais, peu de paramètres
auront été modifiés (volontairement tout ou moins) ; les modifications apportées au cours d'essais ont concerné essentiellement les consommations de réactifs au niveau de la flottation Pb-Cu et de la séparation Pb Cu.
L'appareillage lourd (broyeurs, pompes, cellules) - les pannes
classiques mises à part - a donné entière satisfaction ; les plus grosses difficultés sont venues de la distribution des réactifs et de l'échantillonnage
(pour les deux dernières semaines seulement).
En ce qui concerne la distribution des réactifs, la quantité des
points d'alimentation (26 points d'alimentation lorsque l'ensemble du circuit
fonctionne) nous a obligés à utiliser pour les collecteurs et moussants une
pompe Technicon multivoies, mal adaptée à ce type de travail.
La trop grande disparité et parfois la vétusté des distributeurs
de réactifs ont été à l'origine de nombreuses pannes dont Tes réparations mobilisaient l'ensemble d'une équipe au détriment d'autres travaux de contrôle ou
d'échantillonnage.
En ce qui concerne l'échantillonnage d'un tel circuit, seul l'échantillonnage automatique permet d'obtenir des résultats fiables pour les différents flux ; cependant, l'échantillonnage manuel des sorties et de l'alimentation permet aussi d'obtenir des bilans globaux fiables.
Les échantiHonneurs automatiques que nous avons utilisés
(bien que assez mal adaptés à l'échantillonnage des mousses) ont permis
d'obtenir des résultats cohérents lors de la première semaine d'essai. Ils
sont tombés progressivement en panne au cours des deuxième et troisième semaines
d'essais et seul l'échantillonnage manuel des sorties et des flux a permis
d'obtenir des bilans.
Pour ces différentes raisons, les résultats qui vont être maintenant présentés sont à "manier" avec précaution bien que il s'agisse des bilans
les plus fiables.
(1) Encore ne s 'agit-il que de l'équilibrage pondéral à savoir que la somme des
poids des sorties est égale au poids de l'alimentation.
- 87 -
Après la description des caractéristiques du circuit, les bilans
des trois semaines d'essais seront présentés (chronologiquement) avec la description des modifications (et des pannes) intervenues dans le circuit.
Enfin, l'analyse de ces résultats permettra de déterminer les
conclusions de ces essais pilotes.
- 88 -
4.1 - DESCRIPTION DU CIRCUIT PILOTE
4.1.1 - Broyage du tout-venant
Plusieurs essais préliminaires ont permis de mettre au point le
schéma de broyage pour délivrer une alimentation flottation dont les caractéristiques sont les suivantes :
- 32 microns
- concentration solide - 45 %
Cette concentration peut apparaître trop élevée à première vue,
mais elle laisse la possibilité de diluer la pulpe à volonté et donc de contrôler les temps de séjour dans les conditionneurs et les cellules de flottation
d'ébauchage.
Le schéma de broyage retenu comprend deux broyeurs en série suivis
d'une classification par un Rotosieve équipé d'une toile de 63 microns (cf.
figure 42).
Le débit d'alimentation sèche est de 80 kg/h ; la charge du broyeur
à barres est de 80 kg, celle du broyeur biconique de 380 kg.
Le temps d'équilibrage est de six heures environ ; un résultat type
de cette opération est le suivant :
Débit
(kg/h)
Rapport de
Concentr on
Solide (%) charge circulante
Alimentation tout-venant
83,9
Sortie broyeur Biconique
120,2
71,9
Charge circulante
53,9
75,8
Alimentation flottation
84,2
48,7
64 %
L'analyse granulométrique de l'alimentation flottation donne
+ 32y
- 32y
22,3
77,7
100,0
REMARQUE :
II faut noter que le tout-venant est constitué de particules dont
la dimension peut atteindre 30 mm (il s'agit essentiellement de schistes fragmentés selon la schistosité lors du passage au concasseur à cylindres). Pour
cette raison, il n'a pas été possible d'utiliser le dosomètre : l'extraction de
la trémie est réalisée par une ouverture d'aire fixée pour donner une alimentation de 80 kg/h et l'alimentation du broyeur à barres est réalisée par une
FIGURE 42
Trémie
Stockage
Tout venant (80 g/h)
Eau 60/65 1/h
\ '
•
Broyeur
Barres
^
Eau 40 1/h
cri
oo
1
Broyeur
Biconique
Boulets
V
^'
Refus
(charge circulante)
SCHEMA VU BROYAGE VU TOUT VENANT
EN ESSAI PILOTE
Rotosieve
(63 u)
• Vers f1°ttation
- 32M
- 90 -
bande à déroulement constante. Le taux de remplissage de la trémie peut donc
influencer le débit d'alimentation (par pression sur la bande et donc augmentation de l'ouverture d'extraction) de sorte que le débit d'alimentation peut
varier entre 70 et 90 kg/h.
- 91 -
4.1.2
- Circuit de flottation
Le flowsheet du circuit de flottation est présenté sur la figure
43 ; il s'agit du flowsheet initial tel qu'il a été appliqué lors de la première
semaine d'essais, les modifications qui y ont été par la suite apportées seront
décrites lors de la présentation des résultats.
Ce flowsheet reprend - sous une présentation différente - les caractéristiques de celui fourni au paragraphe 3 . 2 . 7 . Chacune des grandes étapes du
circuit (flottation Pb Cu/Spération Pb Cu/Flottation Zinc) est ensuite détaillée
dans les figures 4 4 , 45 et 46.
4121 - Flottation Pb Cu (cf. figure 44)
Le tout-venant est envoyé dans le conditionneur Cl (concentration
solide de 30 à 40 %) où sont ajoutés le sulfite et le sulfate de zinc (temps de
conditionnement ^ 20' lorsque le mixte de relavage est recyclé en tête de l'ëpuisage et ^ 15' lorsque le mixte de relavage est recyclé au conditionneur Cl). La
pulpe est envoyée dans le conditionneur C2 où sont ajoutés le collecteur et le
moussant (temps de conditionnement de 24 minutes environ ou 18 minutes environ
selon le point de recyclage du mixte de relavage Pb Cu).
Après la flottation de dégrossisage dans la cellule A (temps de
flottation estimé à environ 20 minutes) le non flotté est envoyé dans le conditionneur C3 où sont ajoutés le sulfite et le sulfate de zinc (temps de conditionnement estimé à 20 minutes environ);aprës addition du collecteur et du moussant
la flottation d'ëpuisage est réalisée dans la cellule B (temps de flottation
estimé à 30 minutes).
Les concentrés de dégrossissage et d'ëpuisage sont regroupés avant
d'être rebroyés.
Lors des deux premières semaines d'essai, le broyeur utilisé était
inefficace (tube broyeur avec une charge de 10 kg).
Les résultats de l'opération sont par exemple les suivants :
Analyse
granulometri que
(ech. 49 et 51 le semaine)
+ 32y
+ 20y
- 20y
Alimentation
flottation %
Sortie
broyeur %
19,7
15,4
15,7
16,4
64,9
100,0
67,9
100,0
Pour la troisième semaine d'essais un tube broyeur de dimension
plus importante (avec une charge de 330 kg) a permis d'obtenir le résultat
souhaité soit un dgo de 20 microns.
- 92 FIGURE N° 43 : FLOWSHEET
Dégrossissage Pb Cu
Dégrossissage Cuivre
Dégrossissage Plomb
Epuisage Pb Cu
- 93 -
LEGENDE DE LA FIGURE 43
- C : Conditionneurs.
- A, B, C, D, E, F, G, H, I : Cellules de flottation.
- El ä E13 : Echan ti Honneurs automatiques.
- M14 à M16 : Points d'échantillonnage manuel.
- P : Pompes.
Description des éléments du circuit
1) Circuit flottation Plomb Cuivre.
- Cl : conditionneur 50 litres.
- C2 A61 : Cellule Minemet 80 litres (utilisée comme conditionneur).
- A A62 : Cellule Minemet 80 litres
- C3 A71 : Cellule Minemet 80 litres (utilisée comme conditionneur durant les
deux premières semaines puis comme cellule au cours de la troisième
semaine).
- B A72 : Cellule Minemet 80 litres.
- C A3 : Cellule Minement H300 : 2 x 25 litres.
2) Circuit
séparation
- C4
Conditionneur 50 litres (Te volume de ce conditionneur sera modifié
en cours des essais).
Cellule Minemet H300 : 2 x 25 litres.
Conditionneur 30 litres.
Cellule Minemet 25 litres.
Conditionneur 30 litres
Conditionneur 30 litres
Cellule Minemet H300 : 2 x 25 litres
Cellule Wemco
: 2 x 28 litres.
D A2
C5
E
C6
C7
F Al
G B8
Plomb
Cuivre.
3) Circuit flottation Zinc.
C8
C9
H B7
I B6
: Conditionneur 60 litres.
: Conditionneur 50 1 i tres.
: Cellule Wemco 2 x 28 litres,
: Cellule Wemco 2 x 28 litres.
- 94 FIGURE N° 44
FLOWSHEET DE LA
FLOTTATION Pb Cu
Collecteur
+ moussant
Collecteur
+ moussant
T.V.
broyé
Peg. Pb Cu
NaHS03+ ZnS0 4
Ep Pb Cu
3
3
t_3
0)
ai
Re
NaHSO
ZnSO
S Ep Pb Cu
(vers circuit
Zinc)
^-collecteur + moussant
Relavage Pb Cu
E6
•E4
P4
C Rel Pb Cu
(vers circuit de
séparation Pb Cu)
- 95 -
(ec, «
rr a a,»,
+ 32p
+ 20y
- 20y
0
"isas !
23,5
16,1
60,4
700,0
6,7
12,1
81,2
700,0
Après rebroyage, les concentrés sont envoyés à la flottation de
relavage dans la cellule ou le collecteur et le moussant sont ajoutés (la concentration solide est de 20 % environ, le temps de flottation est estimé de 15 à
20 minutes).
Le mixte de relavage est renvoyé soit en tête de la flottation
d'épuisage Plomb Cuivre, soit en tête de la flottation de dégrossissage (ces
deux solutions ont été testées lors de la première semaine d'essais puis le
recyclage en tête de la flottation de dégrossissage a été maintenu pour les
deux dernières semaines).
4122 - Circuit de séparation Pb Cu (cf. figure 45)
Le concentré de relavage Pb Cu est envoyé dans le conditionneur C4
où sont ajoutés la chaux, le sulfite et le charbon actif (concentration solide
de 15 à 20 % ; temps de conditionnement estimé à 25 minutes environ) puis à la
flottation de dégrossissage cuivre (cellule D ; temps de flottation estimé à
30 minutes).
Le concentré de dégrossissage cuivre est envoyé dans le conditionneur C5 où sont ajoutés le charbon actif et le sulfite puis à la flottation de
relavage (cellule E ; temps de flottation estimé à 30 minutes) qui fournit le
concentré cuivre.
Le mixte de relavage Cu rejoint le concentré de relavage Pb Cu dans
le conditionneur C4 (cette formule sera abandonnée au cours de la deuxième
semaine d'essai, le mixte de relavage Cu étant directement envoyé à la cellule D
de dégrossissage Cuivre ; de même, le concentré de dégrossissage sera envoyé
directement au relavage Cuivre dans la cellule E sans passer par le conditionneur C5 qui sera donc supprimé).
Le stérile de dégrossissage Cuivre est envoyé au circuit de reflottation du Plomb par les conditionneurs C6 et C7 où sont ajoutés chaux et sulfure
de sodium, cyanure et sulfate de zinc.
A partir de cette étape du circuit de séparation Pb Cu, les estimations du temps de conditionnement et de flottation que nous fournissons sont
très peu fiables en raison d'une part de ce que le débit de pulpe est générale-":
ment très faible à ce niveau du circuit et d'autre part de ce que ä ce niveau
les plus grandes variations de fonctionnement ont été enregistrées. On peut donc
estimer les temps de conditionnement à 30 ou 40 minutes environ et ceux de flottation à 50 ou 60 minutes environ.
- 96 FIGURE N° 45 : FLOWSHEET DE LA SEPARATION
Pb Cu
Relavage
Cuivre
/ NaHSO,
\ CA 2S"3
(Cad
ICA 2S
Collecteur
+ moussant"!
Dégrossis
sage Pb
Collecteur
+ moussant
u_ <:
EU
E1O
03
00
n Reí Pb Cu
P3
P5
S Deg Pb (vers circuit Zinc)
- 97 -
Après conditionnement la pulpe est donc envoyée à la flottation de
dégrossissage Plomb (cellule F) ; le concentré de dégrossissage est relavé dans
la cellule G qui fournit le concentré Plomb. Le mixte de relavage Plomb est
envoyé en tête du conditionneur C6 alors que le stérile de dégrossissage Pb est
rejoint au stérile d'épuisage Pb Cu pour alimenter le circuit de flottation du
zinc.
Le collecteur et le moussant sont ajoutés à la flottation de dégrossissage et à la flottation de relavage.
REMARQUE :
Lors de la troisième semaine d'essai une flottation d'ëpuisage
Plomb a été rajoutée après la flottation de dégrossissage (cellule Agitair de
2 x 43 litres).
4123 - Circuit de flottation zinc (cf. figure 46)
Le stérile d'épuisage Pb Cu et le stérile de dégrossissage Pb sont
regroupés dans le conditionneur C8 où sont ajoutés la chaux et le sulfate de
cuivre puis envoyés dans le conditionneur C9 où sont ajoutés le collecteur et
le moussant.
Dans chacun des conditionneurs le temps de séjour peut être estimé
à 20 minutes (concentration solide de 25 % environ). La pulpe est envoyée dans
la cellule H pour la flottation de dégrossissage zinc (temps de flottation de
25 minutes environ) le concentré de dégrossissage étant relavé dans la cellule I
pour fournir le concentré zinc définitif.
Le mixte de relavage est envoyé en tête de la flottation de dégrossissage Zinc, le stérile de cette flottation constituant le stérile définitif.
- 98 FIGURE N° 46
FLOWSHEET DE LA FLOTTATION
ZINC
Relavage
Zinc
Dégrossissage
i Collecteur
1+ moussant
- 99 -
4.2 - REACTIFS - CALCUL DES BILANS DES ECHANTILLONNAGES DE FLUX
4.2.1 - Réactifs
Les réactifs utilisés pour ces essais sont les suivants :
Collecteur : mélange 1-1 d'amylxanthate de potassium (PCUK ; industriel) et
d'aérophine S3418 (Cyanamid Co ; industriel).
Moussant : Aerofroth 65 (Cyanamid Co ; industriel).
Réactifs modifiants :
Hydrogenosulfite de sodium : NaH SO3 (Prolabo, technique en solution à 50 %)(D
Sulfate de Zinc, sulfate de Cuivre, sulfure de sodium et cyanure
de sodium (Prolabo, produits techniques)
Charbon actif (acticarbone 2S ; CECA S.A.)
Chaux (Prolabo, technique).
Les consommations de réactifs sont données en grammes par tonne de
tout-venant.
Les abréviations utilisées sont les mêmes que celles du précédent
chapitre (cf. paragraphe 3.2.1).
4.2.2 - Calcul des bilans à partir des échantillonnages de flux
(C. REINHART - A. MABILLE SGN/MIN)
(?) Objet du programme. Bilan matière cohérent
L'objectif de ce programme est d'analyser les débits et compositions
(ou granulométries) mesurées sur une unité en fonctionnement continu ou dans une
suite d'opérations discontinues.
Dans le cas général, les grandeurs expérimentales mesurées sur
l'unité, ne satisfont pas les équations de bilan exprimant la conservation de
la matière (globale ou par constituant).
Q M Principe
Soit un schéma de traitement faisant intervenir n appareils entre
lesquels circulent m flux dont le débit m flux dont le débit massique global
vrai est r-¡ (i = 1, ... m) ; on peut écrire n équations de bilan exprimant que
la totalité de la matière rentrant dans l'appareil j en ressort comme suit :
m
(1)
( z mij H = 0 ) . ,
1=1
K - 1 » 11
oü mij est une matière décrivant le sens de circulation du flux.
(1) Les consommations données dans les résultats des essais sont celles de cette
solution commerciale à 50 %.
- 100 -
6X
Si on suppose qu'on a fait des mesures ri sur l'installation, ne
vérifiant pas les équations de type (1), le problème
consiste à trouver en
tenant compte de ces mesures, des estimateurs r-j:i de ces débits satisfaisant
les équations (1) tout en étant voisines des valeurs mesurées di e x .
On emploie la méthode classique des moindres carrés pour minimiser
les écarts quadratiques entre les estimations r-¡" chercëes et les différentes
mesures (rij) pondérées par Wij. On doit donc minimiser la fonctionnelle :
m hi
::
2
H =
z
il
T, Wij
jl
(r,- - rij)
tout en respectant les
contraintes de bilan
m
La méthode du multiplicateur de Lagrange nous permet d'atteindre
le vecteur r-¡:c estimant les flux (i = 1, m ) .
REMARQUE
Le calcul de la sensibilité des valeurs estimées relativement aux
valeurs mesurées est fait sous la forme d'une matrice de covariance.
L'information correspondante permet de mettre en évidence dans le
circuit de l'installation ayant la configuration donnée, les flux dont la mesure
doit être faite avec le maximum de précision.
- 101 -
4.3 - RESULTATS DES ESSAIS PILOTES
Cette présentation est divisée en trois parties, chacune d'entre
elles correspondant à une semaine d'essais.
Au cours de la première semaine, seules les deux premières étapes
du circuit - à savoir flottation Pb Cu et séparation Pb Cu - ont été mises en
route.
Ce n'est qu'à partir de la deuxième semaine d'essai que la flottation zinc a été démarrée.
Rappelons que au cours de cette première semaine d'essais, les
pompes à réactifs et les ëchantiHonneurs automatiques ont dans l'ensemble
correctement fonctionné d'où une bonne fiabilité d'interprétation des résultats
et donc un développement plus important de cette première semaine dans ce rapport.
4.3.1 - Première semaine d'essais
Le démarrage de cette semaine a été réalisé avec le recyclage du
mixte de relavage Pb Cu en tête de la flottation d'épuisage Pb Cu puis le mixte
de relavage a été recyclé en tête de la flottation de dégrossissage.
4311 - Recyclage du mixte de relavage Pb Cu en tête de
flottation d'épuisage Pb Cu
Le circuit de broyage a été démarré le lundi à 12h ; à 18h, démarrage de la cellule d'épuisage Pb Cu;à 0hl5 le mardi démarrage de la cellule de
relavage Pb Cu.
43111 - Premier échantillonnage automatique
II a été réalisé le mardi de 6h50 à 9h30 (poste ,4).
Les conditions de marche du circuit sont données au tableau XV et
les résultats de l'échantillonnage au tableau XVI.
- 102 -
Alimflot : pH 6.0
g/t
Epuisage Pb Cu
Dégrossissage Pb Cu
NaHSOz
Zn SO4
Collecteur
Moussant
Dégrossissage Cu
NaHSOz
CaO
pH
Charbon
Dégrossissage Zn
CaO
pH
Cu SO4
g/t
1000
700
70
28
Relavage Pb Cu
400
230
70 . Collecteur
14
NaHSOZ
Zn SO4
Collecteur
Moussant
Relavage Cu
56
Dégrossissage Pb
NaHSOz
pH
Charbon
CaO
pH
Na2S
CN Na
Zn S.O4
Collecteur
Moussant
Relavage Pb
Dégrossissage Zn
Collecteur
Moussant
Collecteur
Moussant
TABLEAU XI/ : CONVITIONS VE MARCHE
POSTE 4 (6k50 - 9h30)
44 Alimflot
40 C Deg. Pb-Cu
39 C Ep. Pb-Cu
42 A Rel. Pb-Cu
41 C Rel. Pb-Cu
43 M Rel. Pb-Cu
45 S Ep. Pb-Cu
Pds
Cu
Pb
Zn
Fe
277
105
31
151
74
54
107
2,82
5,65
5,90
5,80
9,46
0,60
0,27
6,68
7,88
27,40
12,35
18,55
2,96
2,17
7,54
8,16
15,60
9,65
12,4
5,4
5,8
12,00
14,20
13,90
14,30
16,90
10,20
10,40
TABLEAU XVI ; ECHANTILLONNAGE
POSTE 4 [6k30 - 9h30)
- 103 -
Le bilan global calculé à partir des teneurs donne Rp
Cu
p
41 C Reí. Pb Cu
26,0
45 S Ep. Pb Cu
74,0
Alimentation reconstituée 100,0
9,46
0,27
2,66
92,5
7,5
700,0
Pb
p
18,55 75,0
2,17 25,0
6,42 700,0
Zn
p
12,4 42,9
5,8 57,1
7,52 700,0
On constate l'entraînement important de zinc (43 % du tout-venant)
dans le concentré de relavage Pb Cu ainsi que la perte plomb de 25 % dans le
stérile d'épuisage.
La teneur fer du concentré montre aussi que l'entraînement de
pyrite n'est pas négligeable.
L'application du programme MIN 070 permet d'estimer les répartitions métal (tableau XVI bis).
Al im Flot
C Deq . Pb Cu
C Ep. Pb Cu
A Rel . Pb Cu
C Rel . Pb Cu
M Rel . Pb Cu
S Ep. Pb Cu
Cu
Pb
Zn
100,0
77,1
23,5
100,5
96,4
100,0
47,3
48,5
95,8
86,7
9,1
13,3
100,0
50,4
28,5
78,9
61,4
17,4
38,6
4,1
3,6
TABLEAU Xl/I bJU : REPARTITIONS METALS
VE L'ECHANTILLONNAGE POSTE 4
(6k50-9h30)
Ces résultats sont bien sûr à manier avec précaution et ne doivent
considérés que qualitativement dans un but comparatif pour dégager des tendances
cependant ils montrent que le cuivre et le zinc flottent mieux au niveau du dégrossissage Pb Cu qu'à celui de l'épuisage ; pour le plomb la flottation se
répartit sur les deux étapes.
(1) On constate facilement que les poids donnés par l'échantillonnage automatique
"bouclent" mal ; on considère alors que les teneurs sont justes et on adapte
les rendements poids de façon à obtenir des teneurs de l'alimentation reconstituée voisines de celles de l'alimentation dosée. Ce procédé de calcul donne
des résultats fiables et satisfaisants dans ce cas mais il n'en ne sera pas
tous ours de même.
- 104 -
43112 - Deuxième échantillonnage automatique
II a été réalisé le mardi de 10hl5 à 12h20.
Les conditions de marche sont les mêmes que précédemment (cf.
tableau XV). Les résultats de l'échantillonnage et les répartitions estimées
sont données sur le tableau XVII.
En comparant ces résultats à ceux de l'échantillonnage précédent
(cf § 43111) on constate que :
- les récupérations Cu Pb Zn dans le concentré et les pertes de
ces métaux dans le stérile restent identiques,
- l'entraînement de Pb et de Zn dans les concentrés de dégrossissage augmente très nettement,
- les répartitions Pb et Zn dans le mixte de relavage augmentent
très nettement.
Le circuit n'est donc pas équilibré (10 heures après le démarrage
du relavage Pb Cu). D'autre part, l'augmentation des répartitions métal Pb et
Zn dans le mixte relavage laisse présager un risque d'accumulation.
Répartitions
métal estimées
Teneurs
Poids Cu
49 Alim Flot •
50 C De g . Pb Cu
52 C Ep. Pb Cu
51 A Rel. Pb Cu
54 C Rel. Pb Cu
55 M Rel . Pb Cu
53 S Ep. Pb Cu
TABLEAU Xl/II
285
233
43
223
96
105
151
Pb
Zn
Fe
Cu
Pb
Zn
2,66 6,73 7,50 12,00 100,0 100,0 100,0
3,70 6,86 7,56 12,70 77,8 61,1 66,8
5,20 24,10 15,3 15,60 24,0 45,4 29,0
4,20 10,05 9,05 13,40 101,8 106,4 95,8
8,30 17,60 11,95 16,60 96,5 86,4 63,2
0,46 3,25 6,03 10,30 5,5 20,0 32,6
0,22 1,65 5,05 9,82
3,7 13,6 36,8
RESULTATS VE L'ECHANTILLONNAGE AUTOMATIQUE
{POSTE 4 10kl5 - ¡2h30)
- 105 -
Le bilan global calculé à partir des teneurs donne :
Rp
54 C Rel. Pb Cu
53 S Ep. Pb Cu
Alimentation reconstituée
Cu
31,0 8,30
69,0 0,22
100,0 2,n
p
Pb
p
Zn
P
94A 17,60
5,6 1,65
100,0
82,7 11,95 51,7
17,3 5,06 48,3
6,59 100,0 7,U 700,0
Ce résultat montre une augmentation très nette de l'entraînement
zinc dans le concentré de relavage Pb Cu.
Sur l'ensemble des échantillons de cet échantillonnage, une analyse
de mixité a été réalisée (rappelons que le rebroyage est pratiquement inefficace)
(cf. figure 47 à 52).
Pour l'alimentation flottation (cf. fig. 47) les résultats sont
très voisins de ceux du laboratoire (cf. fig. 4, 5, 6 paragraphe 3.1) bien que
la chalcopyrite semble mieux libérée.
Au dégrossissage et à l'ëpuisage Pb Cu (cf. fig. 48 et 49) en ce
qui concerne la galène on flotte essentiellement les espèces libérées ; en ce
qui concerne la blende, la moitié qui est entraînée à ces niveaux est libérée.
Le rebroyage se révèle inefficace (si ce n'est qu'un petit peu visà-vis de la blende) car dans l'alimentation relavage Pb Cu (cf. fig. 50) les
degrés de libération de la chalcopyrite et de la galène ne sont pas modifiés
par rapport à ceux observés dans les concentrés de dégrossissage et d'épuisage
(cf. fig. 48 et 49).
Le relavage Pb Cu est assez efficace vis-à-vis de la blende puisque
la blende libérée flotte moins que les mixtes (cf. fig. 52 comparée à la figure
51).
Par contre, les mixtes blende galène et blende chalcopyrite flottent
bien au point d'abaisser sensiblement les degrés de libération de la chalcopyrite et de la galène dans le concentré de relavage Pb Cu (cf. fig. 51).
Dans le stérile d'épuisage Pb Cu la blende est libérée à 79
qui confirme que la blende mixteuse flotte bien et n'est pas déprimée.
ce
Ces différents résultats montrent bien l'importance fondamentale
du contrôle du broyage et du rebroyage sur les résultats de la flottation Pb
Cu.
Les essais de laboratoire ont montré que l'entraînement de zinc
dans le concentré de relavage Pb Cu semblait inévitable mais pouvait être en
partie contrôlé par le rebroyage : les résultats obtenus ci-dessus confirment
cette opinion.
- 106 * ELHHHriLLUH 4:' FIGURE 47 - ANALYSE DE MIXITE DE L'ALIMENTATION FLOTTAT ION
[ECHANTILLONNAGE AUTOMATIQUE DU POSTE 04]
LIBERRTIOH
'"i C H HL CO
90
Su
"7" pt
6Ú
50
4y
30
CUMUL y.
CHñLCO
85.2
85.2
87.2
91.9
94.O
94.7
95.9
98.6
99.5
180.6
CHflLCÛ LIBEREE
flSSOCIEE
6
£Ù
4G
66
8M
ÍÜ0
!
!
!
!
!
!
############'###############################
##########################################£
############################################„
##############################################
###############################################...
###########################################**###...
########################################«#######. .
#################################################.
#############################################*####
##################################################
85 '-.
f¡ F Y RI T E
0 '•-.
flSSOCIEE H BLENDE
fiSSOCIEE H GflLENE
11 %
3 Ü
LIBERRTION
V. BLENDE
90
8ü
70
0
£0
40
60
80
!
!
!
!
!
!
######################################.\
#######################################
######tt######tt##########ft###tt#####tt####S#tt
6 ¡3
50
40
30
20
CUMUL ;
BLENDE
75.9
78.8
34.9
86.9
89.9
93.4
94. 4
97.5
99.2
100. 0
BLENDE LIEEREE
flSSOCIEEfiPYRITE
flSSOCIEEfiCHflLCO
flSSOCIEEfiGflLENE
LIBERBTION
y. GflLEHE
90
80
70
60.
50
40
30
£0
10
fi
CUMUL "
GflLENE
58.1 :
67. 6 '
73.2
73Ü
38.5
83. 9
91.2
96.7
99. 3
1 00. 0
GflLENE LIBEREE
flSSOCIEE H PYRITE
flSSOCIEE H CHflLCO
flSSOCIEEflBLENDE
100
,
###########################################„ . . . . . .
13 %
13 'A
13 "/.
0
2Ú
40
60
30
!
!
!
!
!
!
#############################.
#####################«############
#####################################
100
#####a##########################a######
########################################.
##########################################.
######################«#######################
#######&##########################################
54
9
18
19
•••.
*
E ' H H N T I L L ÜH
LIBERFIT I DM
y. CHflLCG
:
S 8
78
68
56
48
38
28
18
¡•î
5ii
CUMUL
- 107 FIGURE 48 - ANALYSE DE MIXITE DU C Deg. Pb Cu
[ECHANTILLONNAGE AUTOMATIQUE DU POSTE 04]
'••.
CHñLCÜ
77. 4
86. 3
88.0
92.9
95.3
97.0
97.4
98.7
99.7
188.8
C H ñ L C Ü L I B E R E E
flSSOCIEE
H P Y R I T E
flSSOCIEE
ñ B L E N D E
ñ S S O C I E E H GflLENE
LIBERHTION
:•; BLENDE
98
88
78
6 8
58
40
38
28
18
ft
CUMUL :
B L E N D E
78.8
82.4
87. 1
9 3 . 7
94.5
96.2
98.9
188.8
188. 8
180. 8
BLENDE LIBEREE
Q
20
48
68
88
188
!
!
!
!
!
!
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
# # # # # # # # # # + | : # # # # # # # # # # # # # # # # # # # # # # # # # Í J : # # # # # # . ......
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # . . . .
# # # # # # # # # # í t # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # . .
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # .
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # .
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # .
#######################################•###########
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
7 4
8
1 6
1 8
0
2 8
4 8
6 8
8 0
1 0 0
!
!
!
!
!
!
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
# # # # # # # # # # # # # # # # # # # # # # # - # # # # # # # # # # # # # # # # # #
. . .
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
, ..
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # . . .
58
ñSSOCIEE H PYRITE
ñSSOCIEE H U H H L U U
ñSSOCIEE H GflLENE
LIBERfiTIG H
y. GflLENE
98
38
78
68
58
48
38
28
18
8
CUMUL :
GflLENE
71.2 •
73. 1
76. 3
77. 1
82.
6
o=
l 4
88.2
94.8
99. 1
188.8
GflLENE LIBEREE
ñSSOCIEE ñ PYRITE
ñSSOCIEE H CHñLCÜ
ñSSOCIEE ñ BLENDE
fl 2 8
4 8
6 8
3 8
1 8 0
!
!
!
!
!
!
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # . . ,
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # . . .
# # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
1
••••
1
••.
7
18
# E.-HHNTI LLON 52
LIBERfiTION
'•: C H H L C O
90
88
7Û
60
50
40
38
£0
10
CUMUL
CHflLCO
77.6
79. 3
33.4
s 8. y
91 . 4
93.3
94.8
97.6
99. 2
180.8
- 108 FIGURE 49 - ANALYSE DE MIXITE DU C Ep. Pb Cu
[ECHANTILLONNAGE AUTOMATIQUE DU POSTE 04]
0
28
i
i
y
CUMUL '<
BLENDE
68.1
77.8."
84.1
89.7
93.7
96.6
98.4
99.7
188.8
108.8
60
i
88
i
100
i
#######################################
########################################
##########################################
tt###########################################
##############################################
##################################################
CHflLCO LIBEREE
flSSOCIEE H PYRITE
flSSOCIEE R BLENDE
flSSOCIEE H GflLEHE
LIBERRTIÜN
:••; BLENDE
90
80
70
68
50
48
38
28
18
40
i
7
8
28
48
68
30
!
!
!
!
!
!
##################################
#######################################
##########################################.
#############################################
10
##################################################
##################################################
BLENDE LIBEREE
flSSOCIEE H PYRITE
flSSOCIEE H CHflLCO
flSSOCIEE R GflLEHE
55
1
21
23
LIBERHTIO
CUMUL
y. GRLENE
98
88
78
60
58
4U
?0
28
18
0
GflLENE
e
2e 4e eo se
!
!
!
!
!
!
######################################
########################################
#####################«###################
#########################################
##########################################
###########################################
###########################tt####tt######tt#####
75.6/
79.8
81.3
83.8
84.7
86.8
39.3
93.3
98.8
#
#
#
180.8
GflLEHE LIBEREE
76
flSSOCIEE H PYRITE
6
flSSOCIEE R CHHLCO
6
flSSOCIEE R BLENDE 12
#
#
#
#
#
#
#
#
#
#
•
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
.
10
.
.
- 109 51 FIGURE 50 - ANALYSE DE MIXITE DE L'ALIMENTATION
RELAVAGE Pb Cu [ECHANTILLONNAGE AUTOMATIQUE
DU POSTE 04]
CUMUL :•••: ü
69
30
100
20 ¿Ü
40 40
CUMUL
CHñLCO
l
i i
l
i
l
í
CHñLCO
#########################################. ........
32. 6
############################################. .....
38. 1
##############################################. , .
91.5
##########################################*####...
9 3. 3
9 4 . 54
96. 4
97.
98
99
100.0
##################################################
* E U IHN TILL ON
LIBERFlTI ON
•••; C H f i L C O
90
80
70
60
56
40
39
20
10
0
CHfiLCO LIBEREE
ñSSOCIEE fi PYRITE
ñSSOCIEE H ELENDE
ñSSOCIEE fi GflLENE
LIBERATION
y. BLENDE
90
30
70
60
50
40
30
20
10
CUMUL '
BLENDE
74.6
30.1
34.0
89.5
93.6
95.7
93.3
100.0
100.0
100.0
12
il
0
20
40
6fl
ññ
!
!
!
!
!
!
#####################################
########################################
#############################################
##################################################
##################################################
##################################################
BLENDE LIBEREE
fiSSOCIEE H PYRITE
ñSSOCIEE H CHñLCO
ñSSOCIEE fi GflLENE
60
1
14
26
LIBERflTION
••: GflLENE
90
30
70
60
50
40
30
20
10
R
0
20
40
60
80
!
!
!
!
!
!
####################################, . .
##########################*###########
#######tt####tt###tt##########tt##########
########################################
###tt########tt###tt#######tt####tt##tt####tt##
################################tt#########tt
C U M U L ••
GflLENE
71.4
76.3 '
76.8
79.3
30.3
36.0
88. 9
96.6
93.6
100.0
GflLENE LIBEREE
ñSSOCIEE H PYRITE
ñSSOCIEE ñ CHñLCO
ñSSOCIEE ñ BLENDE
Iññ
71
4
8
17
100
'.
.
- 110 *
LIBERhTlÜh
'•; CHRLCO
98
fin
?y
60
•'
FIGURE 51 - ANALYSE DE MIXITE DU C Reí. Pb Cu
[ECHANTILLONNAGE AUTOMATIQUE DU POSTE 04]
ECHflNTILLÜI
50
40
30
£0
10
0
UUMUL '
CHflLCO
73. 7
86.4
85. £
38. 1
91. 5
94.7
95.4
93.3
99.5
100. 0
6
£8
4y
6b
fifi
löö
!
!
!
!
"!
!
#############################*######*. . . . . . . . . . . . .
########################################, . . . . . . . . .
###########################################..
.
############################################
###############################################...
##################################################
##################################################
CHñLCü LIBEREE
ñSSOCIEE ñ PYRITE
ñSSOCIEE R BLENDE
flSSOCIEEflGflLEHE
LIBERñTIüN
': BLENDE
90
80
70
60
50
40
30
£0
10
o
CUMUL :
BLENDE
69,
31
89
63
1
28
7
0
£0
40
60
'
80
10@
l
i
l
i
l
í
###################################. ...,! . . . . . . . . . .
#######################################
#########################################.
#############################################
94
94.8
96.6
98.5
100. 0
100. 0
¿¡LENDE LIBEREE
flSSOCIEE ñ PYRITE
ñSSOCIEE fi CHRLCO
ñSSOCIEE ñ GflLEHE
51
£
31
16
LIEERñTIüH
CUMUL '-. 0
£0
40
60
30
100
'-. GñLENE GñLENE
!
!
!
!
!
!
90
67.4
/
##################################
80
76.3
######################################
70
78.4
#######################################
79.3
########################################
35. 8
#####################«#####################
93. £
###############################################...
30
94.7
###############################################...
£0
98.6
############################tt######tt#########tt###.
10
100.0
################################################««
fi
GñLENE LIBEREE
ñSSOCIEEflPYRITE
ñSSOCIEE H CHñLCÜ
ñSSOCIEEflBLENDE
65
4
7
£5
- Ill * ECHflNTILLON 55
LIBERATION
y. BLENDE
90
FIGURE 52 -ANALYSE DE MIXITE DU M. Reí. Pb Cu
[ECHANTILLONNAGE AUTOMATIQUE DU POSTE 04]
CUMUL '
BLENDE
0
20
40
¿ M
!
!
!
!
• ñfl
i
f
l
i
"
93.0
50
40
30
20
10
96.
97.
98.
99.
100.
#################################################
#################################################
##################################################
100.0
##################################################
BLENDE LIBEREE
fiSSOCIEE H PYRITE
fiSSOCIEE H CHñLCÜ
flSSOCIEE H GHLENE
*
ELHRNTILLON
LIBERATION
y. BLENDE
99
se
70
60
50
40
30
20
10
0
64
11
9
15
ANALYSE DE MIXITE DU S Ep Pb Cu
(ECHANTILLONNAGE AUTOMATIQUE DU POSTE-04)
53
CUMUL
BLENDE
90.7
91.7
94. S
96.9
96.9
97.0
y
I
20
i
60
|
80
!
10
!
a
################################################•
################################################.
97.2
97.2
100.0
100.0
BLENDE LIBEREE
ASSOCIEE A PVRITE
ASSOCIEE H CHflLCO
ASSOCIEEfiGALENE
40
i
79
S
6
- 112 -
Le rebroyage ne pouvant être mieux contrôlé, et afin de diminuer
l'entraînement de zinc dans le concentré de relavage, le mixte de relavage a
été recyclé en tête de la flottation de dégrossissage dans le conditionneur Cl
(sulfite et sulfate de zinc). Ce changement est intervenu le mardi â 13 heures.
4312 - Recyclage du mixte de relavage Pb Cu en tête de la
flottation de dégrossissage Pb Cu (mardi 13 heures)
A la suite de cette modification du circuit, plusieurs échantillonnages automatiques ont été réalisés dont nous présentons les résultats avant
d'en donner une analyse.
Par ailleurs, le circuit de séparation Plomb Cuivre a été mis en
route (mercredi 2hl5) suivi par le circuit de reflottation du Plomb (mercredi
Les conditions de marche du circuit pendant toute la fin de cette
première semaine d'essais n'ont pas été autrement modifiées - mis à part quelques changements mineurs (cf. tableau XVIII).
Par contre quelques pannes de distribution de réactifs et une
panne d'alimentation du circuit à la trémie ont entraîné des variations de
marche assez importantes (qu'il est cependant possible de départager des variations "naturelles").
g/t
Epuisage Pb Cu
Dégrossissage Pb Cu
MHSOz
Zn SO4
Collecteur
Moussant
Dégrossissage Cu
NaHSOz
CaO
pH
Charbon
Dégrossissage Zn
CaO
pH
1000
720
70
25
g/t
g/t
NaHSO3
Zn SO4
Collecteur
Moussant
Relavage Cu
1000 NaHSOz
330 pH
7,6 Charbon
560
Dégrossissage Zn
Collecteur
Moussant
Relavage Pb Cu
580
300
56- Collecteur
14
50
Dégrossissage Pb
490 CaO
7,5 pU
560 Na2S
CN Na
Zn S.O4
Collecteur
Moussant
390
9,2
100
250
400
100
28
Relavage Pb
Collecteur
Moussant
Cu SO4
TABLEAU XVIII : CONVîTJÛMS VE MARCHE MVENUE
POUR LA FIN VE LA PREMIERE SEMAINE V ESSAIS
63
10
- 113 -
43121 - Résultats des échantillonnages
Les échantillonnages retenus sont ceux des postes suivants :
- poste 6 (mercredi Ûh-4h) : tableau XIX
- poste 8 (mercredi 16h-20hl5) : tableau XX
- poste 9 (mercredi 20h20 - jeudi 2h) : tableaux XXI et XXI bis
- poste 10 (jeudi 2h45 - 6h25) : tableau XXII
- poste 10 (échantillonnage ponctuel manuel jeudi llh) : tableau XIII
- poste 11 (jeudi 12h35 - 16h) : tableau XXIV
- poste 12 (jeudi 17hl0 - 22hl5) : tableau XXV.
Répartitions estimées
Teneurs
Poids
Cu
Pb
Zn
Fe
Cu
Pb
Zn
259
39
68
189
100
31
394
2,85
17,40
5,35
10,90
13,00
6,20
0,34
6,83
11,45
28,50
20,60
7,64
10,15
16,35
13,80
12,00
20,90
13,50
17,00
100,00
70,2
37,2
13,45
17,70
107,4
87,2
100,00
15,4
45,4
60,8
22,10
16,00
3,41
13,20
6,44
15,70
10,76
20,2
12,8
100,00
17,0
69,5
86,5
65,8
20,7
34,2
81 Al im Flot
82 C Deq . Pb Cu
83 C Ep. Pb Cu
84 A Rel . Pb Cu
86 C Rel . Pb Cu
87 M Rel . Pb Cu
85 S Ep. Pb Cu
44,8
16,0
55,2
Bilan global estimé à partir des teneurs :
Rp
Cu
p
Pb
P
Zn
p
C Rel Pb Cu
Pb Cu
sAlEp
im flottation
19,9
80,1
13,00
0,30
90 ,7
9 ,3
22,10
3,41
61,7
38,3
13,35
6,44
34 ,0
66 ,0
reconstituée
100,0
2,&5 100,0
f,13 100,0
h %1
100,0
Le flux "A Rel. Pb Cu" est un flux aberrant quelque soit le pourcentage d'incertitude appliqué à
sa valeur (de 17 ä 75 %).
Ce phénomène est lié à un défaut d'ëchantiHonneur et à un non équilibrage du circuit.
TABLEAU XIX : ECHANTILLONNAGE AUTOMATIQUE - POSTE 6 (MeACiectt Oh - 4h)
TEHEURS ET REPARTITIONS ESTIMEES - BILAN GLOBAL ESTIME
- 115 -
Teneurs
117 Al im Flot.
114 C Deg . Pb Cu
115 C Ep. Pb Cu
116 A Rel . Pb Cu
118 C Rel . Pb Cu
119 M Rel . Pb Cu
113 S Ep. Pb Cu
120 C Cu
Pds
Cu
Pb
Zn
Fe
103
67
129
103
38
422
22
2,78
17,10
4,82
10,90
12,70
5,60
0,30
27,55
6,77
11,25
29,00
20,85
22,55
16,10
2,70
7,97
7,68
10,60
15,55
13,25
12,85
14,00
6,89
4,32
11,92
21,00
14,15
17,55
17,86
16,80
10,20
25,40
Bilan global estimé à partir des teneurs
Rp
Cu
C Rel . Pb Cu
s Ep. Pb Cu
20, 0
80, 0
12,70 91 ,4
Al im. flottation
reconstituée
700, 0
2, ?S 700 ,0
0, 30
P
8 ,6
Pb
P
22,55 67 ,6
2,70 32 ,4
6, 67 100
TABLEAU XX : ECHANTILLONNAGE AUTOMATIQUE
POSTE S [MeAjViadi 16k - 10kl S)
TENEURS VES ECHANTILLONS
BILAN GLOBAL ESTIME
Zn
P
12,85 31 ,8
6,89 68 ,2
OS 700 ,0
- 116 -
Teneurs
130 Alim Flot.
131 Cone. Deg Pb Cu
132 C Ep. Pb Cu
133 A Re!. Pb Cu
135 C Re!. Pb Cu
136 M Rel. Pb Cu
134 S Ep. Pb Cu
137 C Cu
138 S Deg. Cu
139 S Deg. Pb
140 C Pb (ponctuel 2 1 )
Pds
Cu
Pb
Zn
Fe
665
224
82
261
108
149
504
20
244
48
12
2,83
8,70
6,70
7,70
14,10
2,72
0,39
29,30
8,50
7,70
14,25
6,86
8,13
25,80
13,30
19,00
8,57
4,18
4,75
26,80
27,0
21,85
7,75
8,60
15,65
10,40
12,00
9,45
6,80
3,20
14,80
15,70
9,20
12,05
15,82
17,71
15,44
18,74
13,03
10,18
27,00
15,58
14,77
16,00
TABLEAU XXI : ECHANTILLONNAGE AUTOMATIQUE
POSTE 9 [moJiUKLdJL ÎOhlO - J2iuU 2k)
TENEURS VES ECHANTILLONS
C Rel. Pb Cu
S Ep. Pb Cu
Alim. flottation
reconstituée
C Cu
S Deg. Cu
S Ep. Pb Cu
Alim. flottation
reconstituée
Rp
Cu
17,8
82,2
14,10 88,7
0,39 11,3
19,00 49,6
4,18 50,4
12,00 27,6
6,80 72,4
100,0
2,83 100,0
6,82 100,0
7,72 100,0
4,8
13,0
82,2
29,30 49,7
8,50 39,0
0,32 11,3
4,75 3,2
26,80 48,7
4,18 48,1
3,20 2,0
14,80 25,1
6,80 72,9
100,0
2,83 100,0
7,15 100,0
7,67 100,0
p
Pb
p
TABLEAU XXI bib : ECHANTILLONNAGE AUTOMATIQUE
POSTE 9 {mQACJindl ÏOhîO - jzudl îh)
BILANS GLOBAUX ESTIMES A PARTIR VES TENEURS
Zn
P
- 117
-
Répartitions
estimées
Teneurs
151 Alim. Flot.
152 C Deg. Pb Cu
153 C Ep. Pb Cu
154 A Rel. Pb Cu
156 C Rel. Pb Cu
157 M Rel. Pb Cu
155 S Ep. Pb Cu
158 C Cu
159 S Deg. Cu
160 S Deg. Pb
161 C Pb (manuel 2 1 )
Cu
Pb
Poids
Cu
Pb
Zn
Fe
439
178
66
184
89
112
336
14
216
61
132
2.85
7,30
5,30
7,25
13,00
2,40
0,32
29,90
10,50
8,75
10,75
6,83
8,24
27,80
15,15
21,40
8,50
3,02
4,66
23,70
20,90
35,05
7,73
8,90
15,95
11,35
13,00
9,60
6,44
3,10
14,25
17,30
11,00
12,22 100,0 100,0 100,0
15,33 86,7 43,9 41,1
14,56 26,7 54,3 28,3
15,61 113,4 98,2 69,4
18,31 91,5 68,8 39,2
12,98 21,9 29,5 30,2
10,64
8,5
31,2 60,8
2,0
27,50 33,1
1,2
16,86 58,4 66,8 38,0
16,17 42,4 40,0
7,7
13,89 16,0 26,8 30,3
TABLEAU XXII : ECHANTILLONNAGE AUTOMATIQUE
POSTE 10 ljeudi 2h45 - ê>kZ5)
TENEURS VES ECHANTILLONS
ET REPARTITIONS METAL ESTIMEES
Zn
- 118 -
Poids
Rp
Cu
p
Pb
p
Zn
p
Fe
159
566
P
167 C Cu
168 C Pb
169 S Deg. Pb
170 S Ep. Pb Cu
Reconstitué
3,11 30,00 34,0 3,90
1,7 2,50
7,7
1,1 27,65
11,06 7,60 30,6 37,25 57,9 12,40
18,8 12,25 12,6
9,40 8,45 29,0 15,30
20,2 18,65 24,0 18,09 15,1
481
3912 76,43 0,23
6,4 1,88 20,2 5,37 56,1 9,50 64,6
5118 100,00 2 , 7 ^ 100,0
7,30e 100,0 11,24 100,0
7,11e 100,0
166 Alimentation
6375
2,76
6,75
7,60
TABLEAU XXIII : ECHANTILLONNAGE PONCTUEL MANUEL 15',
POSTE TO {jeudi 11h)
BILAN VES SORTIES VU CIRCUIT
11,94
Répartitions estimées
Teneurs
en
185 Alim. Flot.
186 C Deg. Pb Cu
187 C Ep. Pb Cu
188 A Rel. Pb Cu
190 C Rel. Pb Cu
191 M Rel. Pb Cu
189 S Ep. Pb Cu
192 C Cu
S Deg Cu (non échantil.)
193 S Deg. Pb (pollué)
196 Conc. Pb (3 voies)
Poids
Cu
Pb
Zn
Fe
Cu
Pb
Zn
277
168
36
106
61
43
175
2
2,87
10,15
4,04
8,40
11,15
31,20
0,25
30,00
6,85
15,65
25,85
19,40
22,25
11,80
2,05
4,15
7,82
12,45
16,90
14,15
15,10
13,00
5,92
2,28
12,32
17,47
15,11
16,98
17,24
16,08
10,84
27,65
132
12,00
10,05
18,20
23,00
15,65
11,85
19,16
14,88
100,0
156,0
18,7
174,7
94,2
80,5
5,8
7,8
86,4
77,2
100,0
71,0
38,0
109,0
82,9
26,1
17,1
0,4
82,5
74,7
100,0
55,5
24,3
79,8
53,2
26,6
46,8
0,2
53,0
49,2
9,2
7,8
3,8
7
Panne alimentation broyage (14h45 à 15h45)
TABLEAU XXÏl/ : ECHANTILLONNAGE AUTOMATIQUE
POSTE 11 (i<Ludl 12h35 - 16k)
TENEURS VES ECHANTILLONS ET REPARTITIONS ESTIMEES
Répartitions estimées
Teneurs
o
CM
205 Al im. Flot.
206 C Deg . Pb Cu
207 C Ep. Pb Cu
208 A Rel . Pb Cu
210 C Rel . Pb Cu
211 M Rel . Pb Cu
209 S Ep. Pb Cu
212 C Cu
S Deg . Cu (non cchant.)
214 S Deg . Pb
213 C Pb
Poids
Cu
Pb
Zn
Fe
Cu
Pb
Zn
425
221
2,80
8,25
4,78
7,70
9,10
2,70
0,30
28,30
6,87
14,50
18,20
14,10
23,00
9,30
2,90
4,48
7,56
12,45
16,55
12,45
14,65
11,30
5,48
2,50
11,71
18,49
17,64
17,94
17,17
17,03
9,86
26,60
100,0
117,3
44,9
162,2
60,2
101,9
39,8
32,2
28,0
6,5
21,5
100,0
65,1
28,8
93,9
26,7
67,2
73,3
100,0
48,5
17,9
66,4
10,0
56,4
90,0
0,7
9,3
5,4
32
220
14
98
392
7
41
9
9,55
9,70
13,00
30,95
18,90
13,00
19,20
14,31
Panne alimentation broyage 14h45 - 15h45.
TABLEAU XXl/ : ECHANTILLONNAGE AUTOMATIQUE
POSTE 7 2 {jíucU 17h10 - 22h15)
TENEURS VES ECHANTILLONS ET REPARTITIONS ESTIMEES
1,7
25,0
13,7
11,3
3,9
- 121
-
43122 - Analyse des
résultats
Le dernier échantillonnage doit être totalement exclu de l'analyse
(cf. tableau XXV) car les résultats sont particulièrement aberrants ; l'avant
dernier échantillonnage doit être manié avec une grande précaution (cf. tableau
XXIV). Ces deux tableaux ont cependant été fournis pour montrer la gravité des
conséquences d'une panne, pourtant très classique sur ce genre de circuit (à
savoir l'arrêt de l'alimentation pendant un peu moins d'une heure). Le déséquilibre du circuit se manifeste très nettement par les valeurs des mixtes de
relavage Plomb Cuivre et des concentrés. On peut par ailleurs estimer que
l'amortissement de cette dégradation des résultats ne peut être inférieur à
24 heures.
Cette remarque exprimée, trois faits peuvent être dégagés des
résultats des échantillonnages :
1 - Le premier concerne la très grande stabilité de la récupération cuivre dans le concentré de relavage Pb Cu (de 88 à 94 %) et la variabilité des récupérations Plomb et Zinc.
En regroupant les résultats, on obtient pour ce concentré, les
valeurs de récupérations suivantes :
Poste 6 [Mere. Oh-4h].
Tableau XIX
Poste 8 [Merc. 16h-20hl5].
XX
Poste 9 [Merc. 20h30 - Jeudi 2h]. XXIbis
Poste 10[Jeudi 2h45-6h25].
XXII
XXIII
Poste 10[Jeudi llh].
XXIV
Poste lltJeudi 12h35-16h].
Cu
Pb
Zn
90,7
91,4
88,7
91,5
93,6
94,2
61,7
67,6
49,6
68,8
79,8
82,9
34,0
31,8
27,6
29,2
43,9
53,2
Les récupérations Pb et Zn dans le concentré de relavage Pb Cu
varient "sinusoidalement" et avec une bonne corrélation.
L'observation des autres résultats de cet échantillonnage permet
de donner l'hypothèse suivant de fonctionnement du circuit :
- I Ebauchage
MRel PbCu
Relavage
C Rel.vPb Cu
Pb Cu
Le Plomb (et le zinc) flottent
bien à 1'ebauchage, mais moins bien
au relavage ; la proportion de Plomb
(et de zinc) dans le mixte augmente.
Cependant la perte Plomb (et zinc)
dans le stérile est faible.
Au cours du temps, l'alimentation de 1'ebauchage (comprenant le
tout-venant et le mixte recyclé) se
charge en Plomb (et en zinc).
- 122 -
Les conditions étant maintenues constantes à l'ébauchage, le Plomb
(et le zinc) de l'alimentation flottent mal et la perte dans le stérile d'ëpuisage augmente. La quantité de Plomb et de Zinc arrivant au relavage diminue et
on se retrouve dans la situation initiale.
Ce phénomène cyclique doit avoir tendance à s'amortir mais sa
période doit être d'une longueur telle que cet amortissement n'a pu être observé^.
Ce phénomène est classique en flottation, mais pour ce type de
minerai où les paramètres de la flottation sont très nettement limités et définis, il constitue une pénalisation du procédé.
2 - Le deuxième fait marquant de l'analyse de ces résultats concerne
le concentré Cuivre : ses spécifications métallurgiques sont excellentes mais la
récupération Cuivre est beaucoup trop faible.
Ceci est dû (et sera confirmé par la suite) à une trop forte consommation de charbon actif - d'autant que les niveaux des conditionneurs C4 et C5
(cf. figure 45) ont été relevés en cours d'essai ; dans ces conditionneurs, la
pulpe est mélangée avec le charbon actif et le sulfite et le relèvement du niveau se traduit par une augmentation du temps de conditionnement ; on observe
alors nettement la chute de la récupération Cuivre dans le concentré Cuivre (cf.
tableaux XXI bis et XXIII).
Une autre remarque peut être tirée de cette observation:dans le cas
où la concentration de charbon actif est élevée, la teneur du concentré Cuivre
est élevée (30,0 % environ) : tout se passe comme si on "écrémait" le concentré
en ne récupérant que les particules de chalcopyrite les mieux libérés.
L'effet déprimant du charbon actif sur le Plomb et le Zinc devient
très net.
3 - Ces résultats sont aussi marqués par une reflottation du Plomb
assez satisfaisante même si le circuit Plomb n'a été démarré qu'assez tard (cf.
tableaux XXII et XXIII).
La récupération Plomb par rapport à l'alimentation du circuit
Plomb (c'est-à-dire du stérile de dégrossissage Cu) augmente de 40% dans l'échantillonnage automatique du poste 10 (cf. tableau XXII) à 74 % dans l'échantillonnage manuel de ce même poste (cf. tableau XXIII).
Il faut noter que cette augmentation peut être reliée à l'augmentation de la consommation de collecteur au dégrossissage et au relavage Plomb.
Cependant, on peut aussi supposer qu'une faible consommation de
charbon actif au circuit Cuivre permettrait encore d'améliorer cette récupération.
(1) Par contre, les changements de couleur des écumes de l'ébauchage et du
relavage ont pu être nettement observées et confirment cette hypothèse
de fonctionnement.
- 123 -
II faut noter enfin que l'entraînement de Zinc (et de Cuivre) dans
le concentré Plomb reste important et ce, malgré l'utilisation de cyanure et de
sulfate de Zinc dans le circuit Plomb.
4313
- Conclusions des essais de la première semaine
La première conclusion est que le flowsheet présente un risque
très net de fonctionnement cyclique au niveau du circuit de flottation Pb Cu.
Il serait nécessaire de repenser la recirculation des mixtes de
relavage Pb Cu pour s'affranchir de ce risque ^ .
La deuxième conclusion montre (et confirme) que l'obtention d'un
concentré Cuivre de teneur et récupération satisfaisantes passe par une définition minutieuse des paramètres du circuit Cuivre et particulièrement de la
consommation de charbon actif.
(1) En réalité, ce n'est que vers la fin des essais que ce problème a été clairement cerné, un certain recul étant nécessaire pour cela.
Par conséquent3 les deux autres semaines d'essais ont été réalisés sans
modification majeure à ce niveau du flowsheet si ce n'est une nouvelle
conception du conditionnement à l'ébauchage (cf. troisième semaine d'essais),
- 124 -
4.3.2 - Deuxième semaine d'essais
Les principales modifications apportées au flowsheet par rapport à
la première semaine concernent le circuit cuivre :
- le mixte de relavage cuivre n'est plus envoyé dans le conditionneur C4 mais directement dans la cellule de dégrossissage Cuivre D (cf. fig. 4 5 ) .
- les niveaux des conditionneurs C4 et C5 sont remis à leur niveau
initial (début de la première semaine) d'où une diminution du temps de conditionnement de la pulpe avec le sulfite et le charbon actif.
- enfin, les consommations de charbon actif sont diminuées de
560 g/t ä environ 200 g/t.
Par ailleurs, le mixte de relavage Pb Cu est recyclé en tête du
dégrossissage Pb Cu dans le conditionneur Cl et non plus en tête d'épuisage dans
le conditionneur C3.
Ainsi, les conditions de démarrage du circuit sont les suivantes :
(cf. tableau XXVI).
g/t
Epuisage Pb Cu
Dégrossissage Pb Cu
NaHSO3
Zn SO4
Collecteur
Moussant
Dégrossissage Cu
NaBSOs
CaO
pH
Charbon
Dégrossissage Zn
CaO
pH
Cu SO4
1080
750
70
28
g/t
g/t
NaHSOZ
Zn SO4
Collecteur
Moussant
Relavage Cu
NaHSOz
1030
600 pH
10,6 Charbon
490
Dégrossissage Zn
Collecteur
Moussant
TABLEAU XXl/î
Relavage Pb Cu
540
420
7 0 • Collecteur
50
14
Dégrossissage Pb
420 CaO
8,4 pH
230 Na2S
CN Na
Zn S.O4
Collecteur
Moussant
Relavage Pb
Collecteur
Moussant
340
10,6
120
190
742
50
28
- 125 -
Le circuit de broyage a été démarré le lundi à 10h45, le circuit
Cuivre à 22h45, le circuit Plomb le mardi à 8hl5 et le circuit Zinc le mardi
à 22h30.
Pendant toute cette mise en route le stérile d'épuisage Pb Cu a
été analysé. Les résultats sont les suivants :
Poste 14 (lundi 18h55 ponctuel)
Poste 15 (lundi 22h30-Mardi lh30 auto)
Poste 15 (mardi lh45-5hlO auto)
Poste 16 (mardi 10h ponctuel)
Poste 16 (mardi 10h05-13h00 auto)
Poste 17 (mardi 13hl5-17h auto)
Poste 18 (mardi 17h-22h50 auto)
Cu
Pb
Zn
Fe
1,30
0,38
0,26
0,33
0,39
0,33
0,45
5,69
3,00
2,88
2,78
3,49
3,92
5,20
8,04
6,36
6,40
6,62
6,94
6,93
7,12
11,40
10,26
10,26
9,87
10,14
10,50
10,54
Les mêmes constatations que celles de la première semaine d'essais
peuvent être faites à savoir le comportement constant du cuivre et une variation
très importante des teneurs Plomb et dans une moindre mesure des teneurs Zinc et
fer.
Après la mise en route du circuit, la teneur Plomb diminue (et donc
la perte Plomb dans le stérile) puis augmente continuement ; le Zinc et le fer
suivent ces variations mais avec une moins grande intensité.
Plusieurs incidents mécaniques sont alors intervenus (arrêt de
l'alimentation du circuit flottation au poste 19 - Mercredi 3h30 - 4h20, et au
poste 20 - Mercredi 15h - 15h30, 16hl5 - 16h30 et 17h50 - 18hlO). Ces arrêts se
traduisent par une diminution du débit de l'alimentation flottation donc une
meilleure flottation du Plomb (et du zinc) et une recirculation des mixtes de
relavage Pb Cu moins importante.
Les valeurs des teneurs du stérile d'épuisage Pb Cu traduisent
ces changements (et particulièrement les teneurs Plomb).
Poste 19 (mercredi 4h-10h auto)
Poste 20 (mercredi 10h45-17h30 auto)
Poste 20 (mercredi 18h30-23hl5 auto)
Cu
Pb
Zn
Fe
0,34
0,30
0,33
2,77
2,40
2,45
6,23
5,25
5,22
10,40
9,88
9,24
Les pannes d'alimentation remplacent (ou se combinent avec) le
cycle de distribution du Plomb et du Zinc dans le circuit de flottation Plomb
Cuivre et permettent de diminuer la perte Plomb (et zinc) dans le stérile
- 126 -
d'épuisage Pb Cu (cf. paragraphe 43122).
A partir du moment où le circuit de flottation Pb Cu fonctionne
correctement, les résultats de l'ensemble du flowsheet sont à peu près constants.
4321
- Résultats
Les échantillonnages présentés sont uniquement des échantillonnages
de sorties du circuit :
- poste 19 (mercredi 9h ponctuel) tableau XXVIII,
- poste 20 (mercredi 21h ponctuel) tableau XXIX,
- poste 21 (mercredi 18h30-23hl5 auto) tableau XXX.
Les consommations de réactifs pour ces flottations sont restées
à peu près constantes durant ces échantillonnages et sont fournies au tableau
XXVII. Il faut noter que le sulfure de sodium (Na2S) introduit à la flottation
Plomb a été supprimé ; par contre la consommation de collecteur a été augmentée à 100 g/t.
- 127 -
g/t
g/t
Dégrossissage Pb Cu
NaHSOz
Zn SO4
Collecteur
Moussant
Dégrossissage Cu
NaHSOZ
Zn SO4
Collecteur
Moussant
590
720
56 . Collecteur
14
Relavage Cu
980 NaHSOz
240 pB
' 8 / Charbon
180
CaO
pH
Charbon
Dégrossissage Zn
CaO 700 à 2500
pE variable de 8,5 à
Cu SO4
Relavage Pb Cu
Epuisage Pb Cu
1035
780
70
28
NaHSOz
g/t
Dégrossissage Pb
400 CaO 280 à 850
8,2 pH variable de 8,0 à 11,0
220 Na2S supprimé
CN
fía
'
250
Zn S.O4
600
100
Collecteur
Moussant
50
Relavage Pb
Dégrossissage Zn
Collecteur
11,5 Moussant
560
70 Collecteur
28 Moussant
TABLEAU XXl/77
288 C Cu
289 C Pb
290 C Zn
291 S tot.
Alim. flot,
reconstituée
Al im. flot.
50
Rp
Cu
P
Pb
p
Zn
P
Fe
8,0
7,0
14,0
72,0
24,50
5,30
1,90
0,13
72,8
13,8
9,9
3,5
10,40
31,40
13,70
1,20
14,3
37,8
33,0
14,9
5,86
18,90
31,30
0,91
6,8
19,4
64,2
9,6
23,90
10,30
11,60
10,30
100,0
2,69 100,0
2,58
5,81 100,0
6,21
6,83
7,28
100,0
11,70
11,40
TABLEAU XXI/7II : ECHANTILLONNAGE PONCTUEL
VES S0KT1ES
POSTE 19 [mVicAzdl 9h)
0
0
- 128 -
Rp
6,00
331 C Cu
6,7
332 C Pb
14,4
333 C Zn
72,9
334 S tot.
Alim flot,
reconstituée 100,0
Alim. Flot.
Cu
P
Pb
p
Zn
P
Fe
25,50
4,98
2,55
0,12
66,0
14,4
15,8
3,8
6,84
33,80
17,40
1,32
6,7
36,9
40,8
15,6
5,46
16,90
31,20
0,74
5,0
17,4
69,2
8,4
24,50
10,40
11,20
9,35
2,32 100,0
6,14
100,0
6,49
100,0
10,596
2,58
6,08
7,03
11,50
TABLEAU XXIX : ECHANTILLONNAGE PONCTUEL
VES SORTIES
POSTE 20 [muicAtLcLL 21 h)
341 C Cu
342 C Pb
344 C Zn
345 S tot.
Alim Flot.
Reconstituée
Alim Flot.
Rp
Cu
P
Pb
p
Zn
P
Fe
6,2
6,8
14,8
72,2
25,10
5,06
2,38
0,15
65,9
14,6
14,9
4,6
7,55
30,10
15,90
1,59
7,8
34,0
39,1
19,1
6,18
17,50
33,40
1,37
5,1
15,9
65,8
13,2
24,50
11,80
10,70
9,52
2,36
100,0
6,01
100,0
7,50
100,0
10,78
2,58
6,08
7,03
TABLEAU XXX : ECHANTILLONNAGE AUTOMATIQUE
VES SORTIES
POSTE 2 7 [moAcniudi 18h30 - 23h15)
11,50
- 129 -
4322 - Analyse des résultats
Ainsi que cela avait déjà été constaté, les pertes Cu, Zn et surtout Plomb dans le stérile total sont faibles, la perte Plomb variant entre 15
et 19%.
- Le concentré Cuivre a une teneur Cuivre satisfaisante et une
récupération variant entre 66 et 73% qui peut être améliorée en optimisant de
façon plus précise les consommations de charbon actif.
- Dans le concentré Plomb, l'entraînement de Zinc est important
et la récupération Plomb est faible (aux environs de 36%).
- Dans le concentré Zinc, la teneur Plomb et la teneur fer pyrite
sont élevées ; ceci est dû essentiellement au fait que le pH de la flottation
Zinc n'a pratiquement jamais dépassé la valeur de 11,0 d'où une bonne flottabilité du Plomb et une assez bonne flottabilité de la pyrite.
Par contre, la récupération Zinc dans le concentré Zinc est très
satisfaisante (entre 65 et 70%).
D'autre part, sur les produits de l'échantillonnage ponctuel des
sorties du poste 20 (cf. tableau XXIX) une analyse de mixité a été réalisée
(cf. figures 53 à 55).
Rappelons que le rebroyage du concentré débauchage Pb Cu est au
cours de cette semaine d'essais, toujours inefficace.
Dans le concentré cuivre (cf. figure 53) la chalcopyrite apparaît
comme étant bien libérée (degré de libération de 87%) alors que dans le concentré Plomb (cf. figure 54) et surtout dans le concentré zinc (cf. figure 55)
son degré de libération est très faible (respectivement 59 et 39%).
Cette observation confirme ce qui avait été déjà avancé dans l'analyse des résultats de la première semaine d'essais à savoir que l'effet déprimant du charbon actif sur Plomb et Zinc est très marqué et conduit à "écrémer"
le concentré Cuivre par dépressions des mixtes chalcopyrite galène et chalcopyrite blende.
Dans le concentré Plomb (cf. figure 54) la galène est bien libérée
(78 %) et la blende est libérée ä 55% alors que dans le concentré Zinc (cf.
figure 55) la blende n'est libérée qu'à 65% et la galène à 67%.
Ces différents éléments de l'analyse de mixité montrent que la
quasi inefficacité du rebroyage est préjudiciable à la sélectivité des concentrés Plomb et Zinc et n'affecte le concentré Cuivre que du point de vue récupération métal.
- 130 * ECHHNÏlLLUN
331
LIBERHTIÜN
;•: CHFiLCO
CUMUL •
CHfiLCO
se
9 2 . €<
68
50
4ö
30
2S
ÍÜ
98. 6
9 9. 0
9 9.- 6
99. 6
9 9. 9
100.0
CHñLCO LIBEREE
RSSOCIEE ñ PYRITE
flSSDCIEE Fi ELENDE
RSSOCIEE H ijfiLENE
FIGURE 53 - ANALYSE DE MIXITE DU CONCENTRE CUIVRE
[ECHANTILLONNAGE PONCTUEL POSTE 20]
#
#
#
#
0 "•;
5 ":
#
#
#
#
20
40
i
i
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
»
#
#
#
»
•
»
*
#
#
#
t
ECriñH
-
131 -
332] FIGURE 54 - ANALYSE DE MIXITE DU CONCENTRE PLOMB
LÜM
[ECHANTILLONNAGE PONCTUEL - POSTE 20]
L I B E R R T KON
'i ChflLCC
9@
80
70
fc'Q
5G
40
30
20
10
CUMUL :
CHñLCO
62.2
6'3. 7
i' • - '
S0
70
60
50
40
30
20
10
fi
26
!
!
40
68
ftfí
ifip
!
!
i
" !
,
###############################
. ' . . . . .
#############ï###tt##############
############*#######################.
######################################
. . . .
##########################################:;.#
. .
4
0
99. 2
99. 5
100. 0
92
97
CHñL.CO LIBEREE
flSSOCIEE H PYRITE
flSSOCIEE H BLENDE
flSSOCIEE H GRLENE
LIEERñTIüh
Sí BLENDE
9Û
0
CUMUL :
BLENDE
70.3
74.5
82.4
'I1 O • t1
92.0
96.0
100.0
100.0
100.0
59 :•:
0 V.
22 'A
19 '/.
y
20
.IBERflTION
'A GflLEHE
90
80
70
60
50
40
30
20
10
0
0
]
lñfl
']
. , ..
.. .
1
24
i9
!
'
•
20
40
60
ftiï
!
!
!
i
#####################'##################; „ . '
########################################
#########################################
93. 1'
94.2
97.6
9 9 . ft
100. 0
GflLENE LIBEREE
flSSOCIEE fl PYRITE
flSSOCIEE h CHflLCO
flSSOCIEE H BLENDE
ñíi
############################################?U.4##
55
GflLENE
73.5
30. 2
S1.9
S4.7
89. 1
60
#tt########tt#tt#^###############it########u#
############################################.;....
BLENDE LIBEREE
fiSSOCIEE Fl PYRITE
flSSOCIEE fl CHflLCO
flSSOCIEE H GHLENE
CUMUL ;
40
!
!
!
!
###################################...
#####################################
1 •/.
. s ••-.
1 f-P>
j
.'.
E C N H N i -;
LIBERHTIÜr
'-. C H h L C ü
40
80
70
60
59
40
30
20
10
0
CUMUL :
CHñLCÜ
47-3
47.3
49.4
b :-;.
- 132 FIGURE 55 - ANALYXE DE MIXITE DU CONCENTRE ZINC
[ECHANTILLONNAGE PONCTUEL - POSTE 20]
ñ
2Ü
4 0
6S
b •-
!
!
90. 3
96. 3
100. 0
!
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
*
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
#
LIBERFITI ON
y. BLENDE
90
80
70
60
O
20
40
!
i
!
40
30
20
10
fi
#
#
#
#
#
#
#
*
#
!
#
#
.
#
.
.
#
'
#
.
.
.
.
=
-
.
.
.
.
.
•
••
•
.
##########################################1f###?ff. -
3 9 y.
3 ".
51 V,
7 '•:
5 0 •.
#
#
i
,.,...... - . . .
..............
. , .
- »
. » - . .
##########&#####M####################!i#4fr.fífí*.
CHflLCO L I B E R E E
fi S S Ü CIE E H P V R U E
fiSSOCIEE R B L E N D E
flSS0CTEE
R GfiLENE
CUMUL
BLENDE
81.4
87. 6
91.9
93.4
94. ?
98:, 1
99. 0
99. 6
100.0
1 fin. ñ
:
############£###########. . .
########################
#############1###########.
#############################. .
#######tt#######fc################
#
1
!
i •-• !-!
60 80
i
1 00'
I
i
## FF ########## 1* ###################### 4-1FTf# .
!
"TÍ#tt
:• n TF #
BLENDE LIBEREE
flSSOCIEE R PYRITE
HSSOCIEE Fi CHñLCü
fiSSOCIEE M G.RLEHE
65
LIBERRTIÜN
% GRLENE
90
80
70
60
50
40
30
2'0
10
0
0
20
40
60
80 \ y 0
1
!
!
!
!
!
##################################. . , . . ' . . . .
#####################'###############
CUMUL •
GfiLENE
67. 3
73=0
80.9
83.3
18
13
##########################################
86 ! 9
9 0 . F.
94.2
98.0
100. 0
GfiLENE LIBEREE
HSSOCIEE R PYRITE
HSSOCIEE R CHfiLCO
HSS0C1EE h BLENDE
4 "•:
- 133 -
4323 - Conclusions des essais de la deuxième semaine
Cette deuxième semaine d'essais a permis d'améliorer les spécifications du concentré Cuivre par une meilleure définition des paramètres du
circuit de séparation Pb Cu.
De plus, elle confirme la nécessité du rebroyage du concentré
d'ébauchage Pb Cu afin d'améliorer la sélectivité des concentrés Plomb et Zinc
et d'augmenter en partie la récupération Cuivre dans le concentré Cuivre.
Cependant il est évident que la reflottation du Plomb dans le circuit de séparation Pb Cu est une opération délicate liée à la mauvaise flottabilitë du Plomb d'une part et à la bonne corrélation galène blende en flottation
d'autre part.
Il est possible d'envisager d'élaborer un concentré global Pb Zn
plutôt que deux concentrés séparés ; en effet, cette solution présente l'avantage de supprimer complètement le circuit de reflottation du Plomb, le stérile
de dégrossissage Cuivre étant directement envoyé au circuit zinc, le seul problème technique posé par cette solution étant la sélectivité de la flottation
mixte Pb Zn par rapport à la pyrite.
Cependant, un autre avantage de cette solution est que - en raison
de l'excellente sélectivité de la flottation cuivre par rapport au Plomb et au
Zinc - l'entraînement de Zinc dans le circuit d'ébauchage n'est plus un risque
de fonctionnement.
Ainsi, si on regroupe les concentrés Pb et Zn de l'échantillonnage
automatique du poste 21 (cf. tableau XXX) on obtient le bilan suivant (tableau
XXX bis).
Rp
Cu
341
C Cu
6,2 25,10
342+344 C mixte Pb Zn 21,6 3,22
345
Stérile
72,2 0,15
Alim. Flot
reconstituée
100,0
p
Pb
65,9 7,55
29,5 20,37
4,6 1,59
2,36 100,0
6,01
P
Zn
7,8 6,18
73,1 28,39
19,1 1,37
100,0
P
Fe
5,1 24,50
81,7 11,05
13,2 9,52
7,50 100,0 10,78
TABLEAU XXXbis - PRODUCTION D'UN CONCENTRE CUIVRE
ET D'UN CONCENTRE MIXTE Pb Zn
Moyennant une légère amélioration de la teneur Zinc, ce concentré
mixte Pb Zn pourrait constituer un concentré I.S.F. et à condition d'améliorer
la récupération Cuivre dans le concentré Cuivre cette solution peut être envisagée.
- 134 -
4.3.3 - Troisième semaine d'essais
Les principales caractéristiques et modifications du flowsheet
pour la troisième semaine d'essais sont les suivantes (cf. figure 56) :
- recyclage du mixte de relavage Pb Cu en tête du dégrossissage
Pb Cu dans Cl,
- conditionnement du stérile de dégrossissage Pb Cu dans un conditionneur C3 avec hydrogenosulfite de sodium et sulfate de zinc puis flottation
d'épuisage dans la cellule A71 et la cellule A72 (la cellule A71 n'étant donc
plus utilisée comme conditionneur). Cette modification a pour but essentiel
d'améliorer la récupération Pb dans le concentré d'ébauchage Pb Cu,
- pour le circuit Cuivre, le mixte de relavage Cuivre est envoyé
directement dans la cellule de dégrossissage Cuivre sans passer par le conditionneur C4 et le conditionneur C5 est supprimé.
Ces modifications ont pour but d'augmenter la récupération Cuivre
dans le concentré Cuivre en diminuant (et supprimant) le conditionnement avec
le charbon actif ;
- pour le circuit Plomb, addition d'une flottation d'épuisage
après la flottation de dégrossissage (cellule F' : cellule Agitair 2 x 43 1)
afin d'améliorer la récupération Plomb ; cette modification n'est intervenue
qu'en cours d'essai.
- la plus importante modification des caractéristiques du circuit
est l'utilisation d'un nouveau broyeur pour le rebroyage du concentré d'ébauchage Pb Cu qui permet de délivrer un produit avec un d80 de 20 microns,
- les consommations de collecteur à l'ëpuisage Pb Cu,au relavage
Pb Cu et dans le circuit Plomb ont été augmentées.
Le circuit de broyage a été démarré le lundi â 6h30, le circuit
Cuivre le mardi à 3h, le circuit Plomb à 9 heures.
Signalons qu'au cours de cette semaine les pompes de distribution
du lait de chaux ont été à l'origine de nombreuses difficultés ce qui a amené
à remplacer le lait de chaux par de la soude diluée en début d'essais ; les
pompes de distribution du sulfate de zinc se sont souvent déréglées d'où des
variations importantes de la consommation de ce réactif.
De même au niveau du broyage primaire de nombreux problèmes (bouchage de trémie, panne de pompe etc.) ont causé de fortes perturbations au circuit de flottation.
- 135 RE 56 - FLOWSHEET DE LA TROISIEME SEMAINE PILOTE
Na HSO3 +' Zn SO4
.collecteur + moussant
Dégrossissage Pb Cu
Epuisage Pb Cu
FIGLJ
Rebroyage
Relavage Cuivre
Relavage Zinc
Relavage Pb Cu
Dégrossissage Cuivre
suppression du
conditionneur
Dégrossissage Zinc
Dégrossissage Plomb
Relavage Plomb
E10
Eli
Epuisage Plomb
- 136 -
4331
- Résultats
Les résultats des échantillonnages sont présentés avec les caractéristiques de fonctionnement du circuit ; il ne s'agit que d'échantillonnage
manuel des sorties du circuit ou des flux, l'échantillonnage automatique étant
inutilisable :
- Poste 31 (mardi 21h - sorties) tableaux XXXI et XXXI bis,
- Poste 32 (mercredi 4h - sorties)
"
XXXII et XXXII bis,
- Poste 36 (jeudi 8h45 - Flux)
"
XXXIII à XXXIII ter,
- Poste 39 (vendredi 7h30 - Flux)
"
XXXIV à XXXIV ter,
- Poste 39 (vendredi 8h45 - sorties) "
XXXV et XXXV bis.
- 137 g/t
g/t
Relavage Pb Cu
Epuisage Pb Cu
Dégrossissage Pb Cu
945 NaHSOZ
760 Zn SO4
70 Collecteur
28 Moussant
Relavage Cu
1800 NaHSOz
80 pü
8.6 Charbon
230
28
NaHSOz
Zn SO4
Collecteur
Moussant
Dégrossissage Cu
NaHSOz
CaO^^^Qti
pH
Charbon
Moussant
Dégrossissage Zn
CaO
pH
Cu SO4
g/t
/
/
/
500
170
70
14
Collecteur
Dégrossissage Pb
0
0
Dégrossissage Zn
Collecteur
Moussant
/
/
/
/
/
CaO
pH
Na2S
CN Na
Zn SO4
Collecteur
Moussant
Relavage Pb
220
9,6
0
200
480
140
28
Collecteur
Moussant
0
14
Consommation de réactifs
Poste 31 (mardi 21 h)
TABLEAU XXXI
Pds
Rp
Cu
p
Pb
P
Zn
390
472
432 C Pb
433 S Deg Pb 67
430 S Ep Pb 3764
Cu
8,3
10,1
1.4
80,2
22,26
3,45
2,44
0,26
75,8
14,3
1,4
8,5
10,75
40,80
19,59
3,49
11,0
51,0
3,4
34,6
10,5 10,2 .
17,8 21,3
25,00 4,0
6,92 54,8
LOO.O
2,44
100,0
8,09
100,0
8,57 100,0
431 C Cu
Aliment,
*693
flot, recons
tituêe
70
TABLEAU XXXI bis
p
Echantillonnage manuel
des sorties
Poste 31 (mardi 21 h)
Fe
21,8
8,52
5,27
11,86
- 138 g/t
g/t
Relavage Pb Cu
Epuisage Pb Cu
Dégrossissage Pb Cu
NaHS03
Zn SO4
Collecteur
Moussant
Dégrossissage Cu
950
450
70
28
NaHSOZ
in SO4
Collecteur
Moussant
Relavage Cu
500
330
70 • Collecteur
14
Dégrossissage Pb
NaHSÛ3
CaOrs* NaOH
pH
Charbon
Moussant
1030
75
8,8
240
28
NaHSOZ
pH
Charbon
0
Dégrossissage Zn
CaO
pH
Cu SO4
/
/
/
0
Dégrossissage Zn
Collecteur
Moussant
/
/
/
/
Pds
Rp
Cu
446 c Cu
533
447 C Pb
611
449 S Deg Pb 33
10,2
24,50
11,7
0,7
77,4
100,0
448 S Ep Pb 4038
Cu
Aliment,
5215
flot, recons
tituée
450
10,7
0
260
0
140
28
Collecteur
Moussant
0
14
Consommation de réactifs
Poste 32 (mercredi 3h)
P
Pb
p
2,79
2,10
0,32
80,9 7,63
10,6 26,95
0,5 14,45
8,0 3,28
11,8
48,0
3,09
100,0
100,0
TABLEAU XXXII bis
6,57
70
CaO
pH
Na2S
CN Na
Zn SO4 (arrêtée)
Collecteur
Moussant
Relavage Pb
/
TABLEAU XXXII
•q/t~i
Zn
P
Fe
23,20
13,36
1,9 12,52
58,0 11,35
8,70
21,40
1.6 23", 30
6,34
38,6
10,5
29,6
8,46
100,0
Echantillonnage manuel des
sorties Poste 32
(Mercredi 4 h)
- 139 -
g/t
_
g/t
g/t
Dégrossissage Pb Cu
Epuisage Pb Cu
900
615
70
NaHS03
Zn SO4
Collecteur
Moussant
28
470
450
NaHSOZ
Zn SO4
Collecteur
Moussant
Dégrossissage Cu
Relavage Pb Cu
70 •
14
Relavage Cu
1125
NaHSOz
Caö^NaOH
Dégrossissage Pb
0
NaHSOz
75 PB
7,6 Charbon
270
28
pH
Charbon
Moussant
Dégrossissage Zn
70
Collecteur
»10
8,6
CaOr^t NaOH
pH
0
CaO
pB
Dégrossissage Zn
1570 Collecteur
11,1 Moussant
Cu SO4
420
Na2S
CN Na
Zn S.O4
Collecteur
Moussant
C
Î15
¡70
140
28
'
Relavage Pb
70 Collecteur
14 Moussant
0
23
TABLEAU XXXIII: CONSOMMATION VES REACTIFS
POSTE 36 [jvjuU 7 h)
528 C Cu
530 C Pb
532 C Zn
533 Stérile
Cu
P
Pb
P
Zn
P
Fe
24,70
2,25
1,55
0,26
78,5
6,24
25,75
5,9
16,4
7,24
21,10
24,65
15,52
7,98
4,32
5,1
72,5
100,0"
36,80
4,09
6,1
11,8
25,4
56., 7
100,0
8,7
2,9
9,9
100,0
TABLEAU XXXJUbli : BILAN GLOBAL VES S0ZT1ES
POSTE 36 [jeudi Sh45)
TENEURS VES ECHANTILLONS ET REPARTITIONS
METAL ESTIMEES (e¿. tableau ¿uivant XXXZII tin)
8,88
11,18
I
o
521
1
522
523
524
525
526
527
528
2
3
5
6
7
8
529
9
530
531
10
532
533
534
535
536
4
11
12
13
14
15
16
Répartitions estimées
Teneurs
niveau
échantillon
Poids
Al im. Flot.
C Deg Pb Cu
C Ep Pb Cu
A Rel . Pb Cu
S Ep Pb Cu
C Rel .Pb Cu
M Rel . Pb Cu
C Cu
S Deg Cu
C Pb
s Deg . Pb
c Zn
s tot
A Deg Cu
A Deg Pb
C Deg Zn
5010
380
794
897
3303
388
244
244
375
318
99
155
3124
592
421
1461
Cu
Pb
Zn
Fe
Cu
Pb
Zn
3,15
22,23
7,76
12,86
0,33
17,90
5,30
24,70
2,41
2,25
1,12
1,55
0,26
13,95
1,95
0,37
7,76
7,44
24,96
18,90
6,10
12,45
25,00
6,24
25,10
25,75
8,66
7,98
4,82
14,67
21,30
5,82
10,30
6,92
15,90
12,55
7,67
11,30
11,50
7,24
20,30
21,10
20,30
36,80
4,09
13,80
21,30
7,46
16,18
23,85
16,29
19,41
10,82
22,60
15,55
24,65
15,63
15,52
24,60
8,88
11,18
20,30
17,32
10,92
100,0
57,9
49,6
107,5
11,6
88,4
19,1
78,5
9,9
8,7
1,2
2,9
9,9
93,0
9,2
6,1
100,0
10,6
51,6
62,2
74,8
25,2
37,0
5,9
19,3
16,4
2,9
100,0
8,7
27,8
36,5
78,0
22,0
14,5
6,1
15,9
11,8
5,1
25,4
56,7
29,3
32,1
39,0
TABLEAU XXXIII ter : Echantillonnage manuel des flux-Poste 36 (jeudi 8h45)
Teneurs des échantillons et répartition métal estimées
72,6
34,4
35,5
33,7
4,1
- 141 g/t
g/t
Epuisage Pb Cu
Dégrossissage Pb Cu
450
375
70
28
NaRSOz
Zn SO4
Collecteur
Moussant
NaESOZ •
Zn SO4
Collecteur
Moussant
Dégrossissage Cu
Relavage Pb Cu
0
360
70 •
Collecteur
Relavage Cu
Dégrossissage Pb
MHSOz
80 pH
8,1 Charbon
250
28
tlaHSOz
CaO r^r NaOH
0
1060
pH
Charbon
Moussant
Dégrossissage Zn
0
CaOr^r NaOH
F*
Na2S
CN lia
Zn S.O4
Collecteur
Moussant
70
0
2700
Collecteur
10,3 Moussant
1050
Cu SO4
'
0
28
Collecteur
Moussant
TABLEAU XXXIV : CONSOMMATION VES REACTIFS
POSTE 39 [vmùiexU 7 h)
Cu
P
Pb
P
Zn
P
Fe
594 C Cu
14,90
82,4
16,00
14,6
14,20
6,0
19,80
596 C Pb
26,7
20,50
14,5
17,92
7,77
10,8
49,15
46,7
7,29
599 Stérile
0,29
7,2
3,1
7,3
21,10
602 C Zn
2,11
1,01
3,33
47,9
100,0
4,22
32,8
100,0
11,57
100,0
•
285
9,0
0
210
700
140
28
Relavage Pb
Dégrossissage Zn
CaO
pS
70
14
28
TABLEAU XXXIV bib : BILAN GLOBAL VES SORTIES
POSTE 39 [vindKoAi ?k30)
TENEURS VES ECHANTILLONS ET REPARTITIONS
METAL ESTIMEES Ici. tablea ¿tUvant XXXIV tvi)
niveau
Teneurs
PniH<;
r u i UJ
tillon
I
CVJ
Répartitions <îstimées
Cu
Pb
Zn
Fe
Cu
Pb
Zn
587
1
A Flot.
4720
3,22
7,95
9,86
13,30
100,0
100,0
100,0
588
589
590
591
592
593
594
595
596
597
2
3
C Deg Pb Cu
C Ep Pb Cu
25,10
12,80
5,76
13,88
5,18
14,00
26,00
20,20
46,2
48,2
6,3
3,6
41,4
4
A Rel. Pb Cu
200
416
606
12,90
13,90
12,55
21,16
94,4
47,7
23,7
27,3
5
6
7
8
9
10
11
12
13
14
15
16
S Ep Pb Cu
C Rel. Pb Cu
M Rel. Pb Cu
2248
0,33
11,15
3,08
4,77
18,30
7,68
10,20
9,7
57,2
75,2
42,8
24,8
4,1
4,9
C Cu
272
491
241
70
14,90
19,23
14,18
19,80
90,3
9,70
16,00
13,05
7,28
14,20
82,4
14,6
2,5
6,0
1,77
17,80
17,25
19,10
7,9
28,2
18,8
2,11
0,82
21,10
20,50
17,92
26,7
14,5
4,43
19,55
22,55
1,5
4,3
253
1,01
0,29
10,30
1,28
7,77
3,33
16,70
11,40
49,15
4,22
13,85
20,10
7,29
11,57
20,07
21,19
7,2
0,7
3,1
7,3
10,8
47,9
85,0
46,7
32,8
46,0
25,5
0,88
7,10
46,80
7,40
29,2
51,2
Ó02
599
600
601
598
S Deg Cu
C Pb
S Deg Pb
C Zn
S Total
A Deg Cu
A Deg Pb
C Deg Zn
466
110
2141
1005
441
332
Tableau XXXIV ter :
123,8
6,8
3,5
11,9
Echantillonnage manuel des flux
Poste 39 (vendredi 7 h 30)
Teneurs des échantillons et répartitions estimées.
- 143 -
NaHSOz
Zn SO4
Collecteur
Moussant
Dégrossissage Cu
450
315
70
28
NaHSOz
CaO <->- NaOH
1035
80
8,5
225
PB
Charbon
Moussant
Relavage Pb Cu
Epuisage Pb Cu
Dégrossissage Pb Cu
MHSOZ (arrêtée)
Zn SO4
Collecteur
Moussant
Relavage Cu
0
780
MHSO3
0
70 •
pH
0
Charbon
Dégrossissage Zn
2200 Collecteur
11,2 Moussant
1050
CaO
pH
Cu SO4
70
Dégrossissage Pb
28
Dégrossissage Zn
Collecteur
28
CaO^NaOE
pH
NazS
CN Na
Zn SO4
Collecteur
Moussant
Relavage Pb
0
28
70 Collecteur
14 Moussant
TABLEAU XXXV
Consommation de réactifs
Poste 39 (vendredi 8 h 45)
Pds
Rp
Cu
P
Pb
P
p
Fe
452
244
Ó08 C Pb
372
609 C Zn
610 S Tot. 3089
606 Al. flot 5639
10,9
5,9
8,9
74,3
23,35
3,08
1,68
0,30
82,2
5,8
7,84
9,6
18,45 12,2
7,9 47,00 46,8
3,78 31,4
68,9
9,12
23,60
20,30
7,97
10,40
3,18
10,65
13,65
7,48
7,85
8,05
3,12 100,0
8,46
100,0
607 C Cu
Aliment,
flot, recons 4157
tituêe
100,0
4,8
7,2
TABLEAU XXXV bis
Zn
13,7
9,5
8,93
100,0
Echantillonnage manuel
des sorties Poste 39
(vendredi 8 h 45)
105
8,9
0
240
600
140
Z8
13,30
- 144 4332 - Analyse des résultats
43321 - Circuit de flottation Plomb Cuivre
Si on regroupe les teneurs et récupérations estimées des stériles
d'épuisage Pb Cu, on obtient le tableau de valeurs suivant :
Poste 31
(mardi 21 h)
Poste 32
(mercredi 4 h)
Poste 36
(jeudi 8 h 45)
Poste 39
(vendredi 7 h 30)
Cu
p
Pb
P
Zn
P
Fe
0,26
8,5
3,49
34,6
6,92
64,8
11,86
0,32
8,0
3,28
38,6
6,34
58,0
11,35
0,33
11,6
6,10
74,8
7,67
78,0
10,82
0,33
9,7
4,77
57,2
7,68
75,2
10,20
On note la bonne stabilité de la perte cuivre de 8 à 10 % et l'importance de la perte plomb (de 35 à 75 %) dans ce stérile d'épuisage. La perte
de plomb varie de façon "sinusoïdale" tel que cela avait été déjà remarqué lors
des deux précédentes semaines, mais pour cette troisième semaine elle atteint
des valeurs très élevées et jamais atteintes.
Etant donné qu'à l'ébauchage les consommations de collecteur ont été
augmentées par rapport aux deux semaines précédentes, la seule explication de ce
phénomène doit être cherchée dans la modification du broyage.
En effet, le broyage étant plus poussé, la galène est très finement
broyée, d'où une augmentation importante de sa surface spécifique ; parallèlement,
le temps de séjour de la pulpe dans le broyeur a considérablement augmenté et des
modifications de la surface de la galène peuvent se produire (oxydation, modification chimique, etc ... ? ) .
Les conditions au relavage et à l'ébauchage ne sont plus optimales
pour une bonne récupération de la galène ; particulièrement les consommations de
collecteur sont insuffisantes.
Notons que ce phénomène doit être cyclique et que ce cycle de "surbroyage" doit se superposer au cycle de circulation des mixtes de relavage Pb Cu
déjà observé, (cf. paragraphe 43122).
Il est évident que ces mauvais résultats à l'ébauchage pénalisent
considérablement l'intérêt de cette troisième semaine d'essais.
En effet, une grande proportion de galène ne rentre pas dans le circuit
de séparation Pb Cu et au niveau de la reflottation plomb, les paramètres de flottation se trouveront surdimensionnés.
- 145 43322 - Circuit de séparation Plomb Cuivre
La flottation du cuivre reste très sélective (1) , ce qui est logique puisque le contenu plomb et zinc dans le circuit cuivre est plus faible
que lors des précédentes semaines ; la récupération cuivre dans le concentré
cuivre est améliorée et se situe autour de la valeur de 80 %.
Cette amélioration peut être liée aux modifications apportées au
circuit Cuivre au niveau du conditionnement avec le charbon actif (cf fig. 56) et
aussi à la meilleure efficacité du rebroyage.
En ce qui concerne la reflottation plomb, 1'entrainement,dans le concentré, de zinc et dans une moindre mesure de pyrite, est très important du fait
de la faible proportion de plomb entrant dans le circuit plomb et donc du surdimensionnement des paramètres de flottation.
En calculant les récupérations Pb et Zn dans le concentré plomb par
rapport à l'alimentation du circuit de reflottation plomb (c'est-à-dire le stérile de dégrossissage cuivre), on obtient les valeurs suivantes :
Récupérations métal dans le
concentré pi orib par rapport
au Í5 Deg Cu
Ech. Poste 31 (cf. tab!. XXXI bis)
Ech. Poste 32 (cf. tabl. XXXIIbis)
Ech. Poste 36 (cf. tabl. XXXIIIter)
Ech. Poste 39 (cf. tabl. XXXIV ter)
Rec Pb %
Rec Zn %
93,7
96,8
84,9
94,7
84,0
94,0
74,2
77,1
II apparait que les récupérations plomb sont excellentes et se confirme que l'entraînement de zinc est considérable.
43323 - Circuit de flottation Zinc
Les concentrés zinc obtenus au cours de cette troisième semaine d'essais atteignent des teneurs satisfaisantes (47 à 49 %)s mais la récupération zinc
dans le concentré est généralement faible (elle ne dépasse jamais 47 % du zinc
tout-venant) et la perte zinc dans le stérile est élevée.
En regroupant les teneurs Pb, Zn et Fer dans le concentré zinc et
les récupérations Pb Zn calculées par rapport à l'alimentation du circuit zinc
(c'est-à-dire Stérile Dégrossissage Pb + Stérile Dégrossissage Pb Cu), on obtient
les valeurs suivantes :
(1) Noter cependant le résultat aberrant de l'échantillonnage du poste 39 (tableau XXXIV bis) lié à un dérèglement du circuit cuivre (cf. en particulier les
valeurs des teneurs et répartitions de l'Alimentation du Dégrossissage Cuivre A Deg Cu - dans le tableau XXXIV ter).
- 146 -
Teneurs Pb, Zn Fer, Pyrite et répartitions
Pb Zn calculées par rapport à l'alimentation
flottation zinc
Zn
p
Pb
p
Ech. Poste 36
(cf. Tab. XXIIIter)
36,80
30,9
7,98
6,6
7,52
Ech. Poste 39
(cf. Tab. XXXIVter)
49,15
58,7
7,77
18,4
6,40
Fer-Pyrite
On constate que la teneur zinc est indépendante de la teneur fer
pyrite (i) et donc que 1'entrainement de silice dans les concentrés peut être
importante.
Cette observation est logique car les cellules utilisées pour le
circuit Zinc (Wemco) ne sont pas équipées de raclettes et fonctionnent uniquement par débordement ; selon le réglage de moussant, 1'entrainement mécanique de silice peut être important.
La récupération zinc calculée par rapport à l'alimentation du circuit Zinc est très faible (puisqu'elle ne dépasse pas 59 %) ; deux hypothèses
peuvent être fournies pour expliquer ce mauvais résultat :
- les paramètres du circuit zinc n'ont jamais été optimisés - le
débit de la pompe alimentant la pulpe en lait de chaux était très variable et la
régulation du pH pratiquement impossible ; il est probable que la consommation
de collecteur est très insuffisante - La consommation de sulfate de cuivre n'a
jamais été optimale : on constate en effet, que lorsqu'elle est de 420 g/t (cf.
Tableau XXXIII) la récupération de zinc par rapport au tout-venant est de 25,4 %
(cf. Tableau XXXIIIbis) : lorsque elle est de-1050 g/t (cf. tableau XXXIV) la récupération zinc est de 46,7 % (cf. Tableau XXXIV bis).
- d'autre part, la récupération plomb dans le concentré zinc (calculée par rapport à l'alimentation du circuit zinc) est très faible (6,6 à 18,4 %).
Or, la dépression du plomb par le pH est peu probable puisque le pH a rarement
dépassé 11,5 ; en comparant les résultats de cette troisième semaine avec ceux de
la deuxième semaine (cf. tableau XXIX et XXX), il apparait que l'explication de la
non flottabilité du plomb dans le circuit zinc doit être recherché au niveau du
rebroyage.
En effet, en comparant les répartitions Plomb des 2 échantillonnages
de flux de cette troisième semaine, on peut tirer les valeurs suivantes :
(1) La teneur Fe-pyriteest calculée en considérant que le fer total dosé se
répartit seulement entre chalcopyrite et pyrite.
- 147 Poste 36
(Tableau XXXIII ter)
Répartititon Pb
Poste 39
(Tableau XXXIV ter)
Répartition Pb
A Rel. Pb Cu
C Rel. Pb Cu
S Ep Pb Cu
C Pb
C Zn
62,2
25,2
74,8
16,4
Stérile total
72,6
47,7
42,8
57,2
26,7
10,8
47,9
65,0
62,4
Rep. Pb (A Rel. Pb Cu + SEp Pb Cu)
53,0
53,0
D;
r\cipport
5,1
Rep. Pb C Pb x 100
Rep. Pb C Rel Pb Cu
Pb Stérile Total x 100
Rapport
On constate que la répartition Plomb dans l'alimentation du relavage Pb Cu (c'est-à-dire dans la fraction tidbnoytz) est plus faible dans 1"ëchantilonnage du poste 36 et que la perte plomb dans le stérile total présente une variation
analogue.
Par contre, les deux rapports de répartitions Plomb qui ont été calculés ont les mêmes valeurs .
différents
rebroyée.
Ces différentes constatations montrent que la répartition du plomb aux
niveaux de ce circuit ne dépend que de la quantité de plomb qui a été
Autrement dit (et tel que cela apparaissait déjà lors des précédentes
semaines) le circuit est mal adapté à la flottation du Plomb.
4333 - Conclusions des essais de la troisième semaine
Cette troisième semaine d'essais a permis d'obtenir un concentré cuivre de teneur et récupération satisfaisantes ; l'optimisation des paramètres du
circuit cuivre et l'efficacité du rebroyage sont à l'origine de cette amélioration
des résultats.
Par contre, les paramètres du circuit de flottation Pb Cu ne sont plus
adaptés à l'introduction d'un rebroyage efficace (contrairement à celui des deux
précédentes semaines) et les mauvais résultats (concernant le Plomb seulement) dans
ce circuit sont dus à la fois à l'inadéquation du recyclage du mixte de relavage
Pb Cu (déjà noté pour les précédentes semaines) et à cette inadaptation des paramètres de la flottation.
Le concentré zinc atteint des teneurs satisfaisantes mais la récupération zinc y est trop faible, les paramètres de la flottation zinc n'ayant pas
pu être optimisés.
- 148 -
4.4 - BILAN DES ESSAIS PILOTES
Les faits marquants de ces essais sont les suivants :
- mauvaise conception du circuit de flottation semi-globale Pb Cu
vis-à-vis du recyclage des mixtes de relavage Pb Cu et inadaptation des paramètres de ce circuit (vis-à-vis du Plomb) lorsque le rebroyage est efficace.
Malgré les problèmes qu'il entraine, le rebroyage permet d'améliorer
de façon sensible la récupération cuivre dans le concentré cuivre.
- obtention d'un concentré Cuivre de teneur et récupération Cuivre
satisfaisantes (25 % Cu et 80 % récupération) moyennant une optimisation minutieuse des paramètres du circuit Cuivre (conditionnements, structure du circuit
et consommations de charbon actif particulièrement),
- difficulté d'obtenir un concentré plomb marchand ; 1"entrainement
de zinc dans le concentré plomb est important mais, considéré seul le circuit
plomb autorise une bonne récupération du Plomb entrant,
- obtention d'un concentré zinc de teneur zinc satisfaisante (49 %)
mais de récupération trop faible (47 % du zinc tout-venant). Il faut cependant
noter que les consommations de réactifs n'ont jamais été optimisées dans le circuit de flottation zinc.
- l'échec de l'obtention d'un concentré plomb marchand a conduit à
envisager la possibilité de produire un concentré mixte Pb Zn. Celui-ci titre :
3,2 % Cu, 20,4 % Pb (73 % de récupération) 28,4 % Zn (82 % de récupération) et
11,1 % fer.
Ce concentré est obtenu en regroupant le concentré Pb et le concentré
Zn, mais pourrait être aussi obtenu en recyclant directement le stérile de dégrossissage Cuivre au circuit de flottation Zinc afin de réaliser une flottation mixte
Pb Zn.
Ces essais montrent que le procédé de flottation semi globale peut
donner de bons résultats sur le minerai de Bodennec à condition que la structure
du circuit de flottation Pb Cu soit entièrement modifiée dans le sens d'une "ouverture" du circuit pour s'affranchir totalement du recyclage des mixtes de relavage
Pb Cu- (V.
Dans cette optique, il faut faire suivre la flottation de relavage par
une ou deux flottations d'épuisage de façon à aboutir au schéma suivant :
(1) Ces essais-entre autres enseignements-confirment les conclus-ions des essais
de laboratoire préparatoires concernant la qualité du concentré cuivre et
l'éventualité de difficultés provenant du recyclage des mixtes de relavage
Pb Cu.
- 149 TV
Broyage
Ebauchage Pb Cu
I
——
SEp Pb Cu
••Circuit Zinc
Concentré d'ebauchage
Pb Cu
•
•
Rebroyage
Relavage Pb Cu
Epuisage Pb Cu«
Relavage
Non flotté
Flotté
Flotté
Concentré Pb Cu
Le non flotté de la (ou des) flottations d'épuisage relavage Pb Cu
n'est plus recyclé à l'ébauchage Pb Cu mais est envoyé directement dans le circuit
zinc où il rejoint le stérile d'épuisage Pb Cu.
Cette modification de structure doit aussi s'accompagner d'une modification des paramètres de la flottation débauchage Pb Cu et particulièrement de
l'addition de sulfite à 1'epuisage Pb Cu que l'on soupçonnait (au niveau des essais
de laboratoire) d'être néfaste à la récupération plomb à l'ébauchage (cf. paragraphe 3242).
Toutes ces remarques nous ont conduits à reprendre quelques essais de
laboratoire pour tenir compte des enseignements de ces essais pilotes afin d'améliorer leurs résultats vis-à-vis du plomb (cf. chapitre 5).
4.5. COMPORTEMENT DE L'ARGENT - COMPOSITION CHIMIQUE DES CONCENTRES
4.5.1 - Comportement de l'argent
Le comportement de l'argent a été étudié sur les bilans de l'échantillonnage automatique du poste 21 (cf. Tableau XXX paragraphe 4321) ä partir duquel
avait été envisagé la possibilité de produire un concentré mixte Plomb zinc.Les
résultats sont donnés au Tableau XXXVI.
Il faut noter que le concentré mixte Pb Zn titre 420 g/t en Ag ce qui
représente 70 % de 1'argent tout-venant.
La corrélation entre la répartition de l'Argent et celles du Plomb
et du Cuivre (pAg = 0,17 pCu + 0,83 Pb) s'applique de façon satisfaisante à ce
bilan (cf. paragraphe 3.2.6).
341 C Cu
342 C Pb
344 C Zn
342 + 344 C Pb+Zn
345 Stérile
Alimentation
flottation
reconstituée
Rp
Cu
P
Pb
p
Zn
P
(ppm)
Ag
P
Fë
6,2
6,8
14,8
21,6
72,2
25,10
5,06
2,38
3,22
0,15
65,9
14,6
14,9
29,5
7,8
4,6
7,55
30,10
15,90
20,37
1,59
34,0
39,1
73,1
19,1
6,18
17,50
33,40
28,39
1,37
5,1
15,9
65,8
81,7
13,2
290
620
327
420
30
13,8
32,4
37,2
69,6
16,6
24,50
11,80
10,70
11,05
9,52
100,0
2,36
100,0
6,01
100,0
7,50
100,0
131
100,0
10,78
Tableau XXXVI : Comportement de l'Argent.
Echantillonnage automatique des sorties
(poste 21 - 2ème semaine d'essais)
- 151 -
4.5.2 - Composition chimique des concentrés
Ces dosages concernent à la fois des concentrés obtenus en laboratoire et en essais pilotes et une alimentation flottation. Il s'agit des concentrés des essais suivants :
Essai de laboratoire n° 34 (cf. paragraphe 3252) :
Concentrés Cuivre (204), Plomb (206) Zinc (208)
Essai pilote : échantillonnage poste 20 (cf. paragraphe 4321, tableau XXIX)
Concentrés Cuivre (331), Plomb (332), Zinc (333)
Essai pilote : échantillonnage poste 39 (cf. paragraphe 4321, tableau XXXIV bis)
Concentré Zinc (602).
Alimentation flottation (essai pilote;81)
Les résultats de ces dosages sont donnés au tableau XXXVII.
CNJ
Cu
%
Pb
%
Zn
%
Si0 2
%
ppm
Ag
ppb
Au
ppm
As
ppm
Bi
ppm
ci-
ppm
Hg
ppm
Sb
Alimentation
flottation
(éch.n° 81 Essai pilote)
2,85
6,83
7,64 12,00 15,40 41,90
145
¿lOO
190
160
1080
2,5
Concentré cuivre
(éch.n° 204 Essai labo)
25,80 8,24
6,93 24,40 29,30 0,72
322
340
20
220
780
Concentré cuivre
(éch.n° 331 Essai pilote)
25,50 6.84
5,46 24,50 31,90 2,10
278
¿100
40
190
Concentré plomb
(éch.n° 206 Essai labo)
2,48 44.70 12,40 8,78 23,05 2,20
824
180
100
Concentré plomb
(éch.n° 332 Essai pilote)
4,98 33,80 16,90 10,40 25,00 3,64
660
Concentré zinc
(éch.n° 2J8 Essai labo)
0,93
5,34 40,70 12,80 31,90 5,40
Concentré zinc
(éch.n° 333 Essai pilote)
Concentré zinc
(éch.n° 602 Essai pilote)
1,01
Fe %
tot.
S
%
ppm
Cd
ppm
Ni
ppm
CaO
MgO ppm
Ba
%
230
270
60
3100
1,64
130
1.9
225
ND" ND
ND
ND
ND
ND
1190
1.7
330
ND
ND
ND
ND
ND
ND
985
ND
ND
375
ND
ND
475
30
240
0,09
20
ND
$100 120
700
ND
ND
370
ND
ND
620
40
1200
0,20
80
ND
128
ilOO
175
140
850
13,5
ND
ND
1650
60
220
0,27
30
2,55 17,40 31,20 11,20 28,20 5,22
335
ilOO
290
360
620
8,3
ND
ND
1160
50
2100
0,25
50
7,77 49,15 7,29 30,50 2,30
183
S100 230
170
1150
6,0
ND
ND
1930
30
1000
0,17
15
Se
Tableau XXXVII : Composition chimique de concentrés de flottation
(laboratoire et pilote) et de l'alimentation
flottation.
Ni> : non doié.
Sn
Ge
- 153 -
4.6. CARACTERISTIQUES DE FILTRABILITE DES CONCENTRES
Les caractéristiques de filtrabilité des concentrés ont été déterminés sur les concentrés produits lors de la troisième semaine d'essais.
Concentré Cuivre
Concentré Plomb
Concentré Zinc
25 %
28 .20
43 .10
Cu
Pb
Zn
Cu 2 ,30
Cu 1 .20
Zn : 22,60
Pb : 15,00
Fe : 12 ,70
Fe : 7 ,80
Les concentrés ont été filtrés sous vide, sous un gradient de pression
constant, le volume de filtrat écoulé a été mesuré en fonction du temps.
La filtration à gradient de pression constant AP est représentée par
la relation :
t »
V2
n am'
2 AP S 2
+
n
S
Rm
A P
V (1)
où en unités C.G.S.
t = temps en secondes (s)
V = volume de filtrat écoulé au temps t (cm3)
AP= gradient de pression en baryes
a = résistance spécifique â la filtration cm. g"
m'= masse de gâteau sec déposé par unité de volume de filtrat g. cm"
2
S = surface de la cellule de filtration cm
n = viscosité du filtrat à la température de l'essai (Poises)
Rm= résistance du médium filtrant en cm .
La relation (1) peut être linéarisée en posant :
- = aV + b
V
(2)
où
a = tge est la pente de la droite obtenue en portant V en
absisses et t en ordonnées et b l'ordonnée à l'origine.
V
Les caractéristiques de filtration a et Rm sont calculées à
partir des déterminations expérimentales de a et b :
tge . K
a
m1
où K =
est une constante dont la valeur dépend de la
cellule utilisée et des conditions opératoires
a _
b.AP. S
"m -
- 154 Une cellule de laboratoire de diamètre 90 mm a été utilisée, avec
un filtre comme médium et une pression résiduelle de 100 mm Hg correspondant à
un gradient de pression de 660 mm Hg, soit 0,881 x 10^ baryes. La cellule est
constituée d'un Büchner en porcelaine, d'une éprouvette à pied, d'un manomètrerégulateur de vide assurant une dépression constante dans 1'éprouvette en fonction du temps contrôlé par un chronomètre.
Sur le concentré cuivre, plusieurs essais ont été réalisés à pH naturel sans floculant pour choisir le filtre (filtre rouge à filtration rapide n° 111
Durieux).
Il est apparu que des floculants étaient nécessaires pour améliorer le
temps de filtration et le choix s'est porté sur le Separan NP 10.
Avec le filtre choisi et le Separan NP 10 à la concentration de 50 g/t
les essais de filtration ont été réalisés sur chacun des concentrés : concentré
cuivre (fig. 57), concentré plomb (fig. 58), concentré zinc (fig. 59).
Les caractéristiques de filtration sont données sur le tableau
XXXVIII.
On note que la résistance spécifique à la filtration du concentré
Plomb est 8 à 9 fois supérieure à celles des concentrés Cuivre et zinc ; la plus
grande finesse de la galène est à l'origine de cette différence de résultats.
- 155 Figure N° 57 Filtration sous vide du concentré
Cuivre (Essai 9)
t/v
^n
iff--"^.:
:r^z~r=pz:=t:-
EEE
--~-^—H
—'—p~;—
- /
~
EEE
_
—î
~
Figure n° 58
- 156 Filtration sous vide du concentré
Plomb (Essai 17)
- 157 Figure n° 59
Filtration sous vide du concentré
Zinc (Essai 15)
Constante
Conc. solim1
_3
de alimengern
tation
00
Concentré
Cuivre
Concentré
Plomb
Concentré
Zinc
tje
Température
Résistance
spécifique
à la
filtration
b
cellule
K
UCGS.10
CGSIO
sem
_1 u
_3
Cmg
x 10
35,2 %
0,543
20
7,096
158
1,2
20,6
44,3 %
0,795
20
7,096
1812
4 fc
161,7
35,8 %
0,558
20
7,096
144
2,1
18,3
10
Résistance
du médium
filtrant
Rm
_a
9
cm x 10
Humidité
du
gâteau
100 Pe
Epaisseur
du
gâteau
humide
Ps
mm
6,69
40,8
13
33,7
19
37,7
15
11,70
Tableau XXXVIII : Caractéristiques de filtration sous vide
des concentrés.
L'ordonnée à l'origine de la courbe de filtration du concentré plomb ne peut pas être déterminée.
5 - ESSAIS DE LABORATOIRE COMPLÉMENTAIRES
- 159 -
5. ESSAIS DE LABORATOIRE COMPLÉMENTAIRES
Ces essais ont été entrepris pour tenir compte des enseignements
des essais pilotes concernant d'une part "l'ouverture" du circuit (au niveau
de la flottation Pb Cu) pour éviter au maximum le recyclage des mixtes de relavage Pb Cu et d'autre part, l'optimisation des paramètres de la flottation
Pb Cu pour améliorer la récupération Plomb dans le concentré Plomb.
Signalons que les réactifs utilisés pour ces essais sont ceux qui
ont été utilisés en pilote (cf. paragraphe 421) ; en ce qui concerne la conduite
des essais, les mêmes paramètres que ceux de l'essai d'optimisation (broyage et
concentration solide ; cf. paragraphe 3252) ont été conservés.
Ces essais de laboratoire ont été réalisés en mesurant le potentiel
d'oxydo-réduction de la pulpe au fur et à mesure du déroulement de l'essai (au
moyen d'une électrode de platine).
En effet - et ainsi que cela a déjà été souligné - la mauvaise
flottation du Plomb peut être attribuée, en partie, à une oxydation des surfaces de la galène (au cours du rebroyage en particulier) ; la mesure du potentiel
d'oxydo-réduction de la pulpe pourrait faire apparaître une corrélation entre
sa valeur et le taux de flottation de la galène et permettre de déterminer d'une
part l'influence du potentiel d'oxydo-rëduction et d'autre part les combinaisons
de réactifs permettant de contrôler le potentiel d'oxydo-réduction.
Ces mesures ont fourni une quantité importante de valeurs dont
l'interprétation est délicate voire impossible ; en effet, il apparaît que la
valeur initiale du potentiel redox (c'est-à-dire la valeur au démarrage de
l'essai de flottation) dépend du temps écoulé depuis la fin du broyage. Pour
cette raison nous avons essayé, dans la mesure du possible de ne démarrer l'essai de flottation qu'après un laps de temps constant depuis la fin du broyage.
Cette remarque sur les variations de la valeur du potentiel de
la pulpe avec le temps peut être mise en parallèle avec celle sur le dosage
des ions solubles après broyage (cf. paragraphe 313) : on notait en effet une
très importante variation de la teneur en fer soluble au cours du temps.
Avant d'aborder la présentation et l'analyse des résultats de ces
essais, nous résumons la démarche que nous avons suivie :
(T) quelque soit l'essai réalisé, il n'y a pas de recyclage des
mixtes de relavage Pb Cu mais un (ou deux) épuisage(s) du stérile de relavage
Pb Cu selon le schéma ci-après :
- 160 -
TV"
Broyage-
»Ebauchage Pb Cu
I
S Ep Pb Cu ••• circuit Zinc
Rebroyage du
concentré Pb Cu
i
C Pb Cu l^_Relavage dégrossissage
I NF
r
C Pb Cu 2 +
---••
Relavage*-¿-Relavage épuisage .1
NF
Mixte de relavage
Pb Cu__
S Reí. Pb Cu.
REMARQUES :
- Le C Pb Cu 1 et le C Pb Cu 2 sont réunis pour alimenter le circuit de séparation Pb Cu.
- Le Mixte de relavage Pb Cu devra être recyclé en tête du relavage épuisage 1.
- Le relavage épuisage 1 peut être suivi d'un relavage épuisage 2.
- Le stérile de relavage Pb Cu devra être recyclé en tête du circuit de flottation Zinc.
(T) Définition des paramètres des flottations débauchage Pb Cu
pour améliorer la récupération Plomb au niveau du concentré d'ébauchage Pb Cu.
(T) Définition des paramètres du rebroyage du concentré d'ébauchage
Pb Cu pour améliorer la récupération Plomb au niveau du concentré Pb Cu relavé
(alimentant le circuit de séparation Pb Cu).
4} Une fois ces paramètres définis, réalisation d'essais d'optimisation.
- 161 -
5.1 - DEFINITION DES PARAMETRES DEBAUCHAGE
La principale modification apportée aux flottations débauchage
concerne la suppression du conditionnement avec 1'hydrogénosulfite de sodium
en tête de la flottation d'épuisage Pb Cu ; il était déjà apparu que ce conditionnement pouvait pénaliser les résultats de la flottation Pb Cu (cf. paragraphe 3242).
Le flowsheet proposé est donc le suivant (cf. figure 60 et tableau
XXXIX).
FIGURE 60 - FLOWSHEET DE L'ESSAI 35
Broyage d8o : 32y
Dégrossissage
NaHS03 500 g/t > n n ,,
Zn S04 700 g/t iLiU J
AXK+Aph 70 g/t [ 3' ]
A65
20 g/t
Rebroyage (dso - 20y)
9' pH 6,6
Relavage Deg
AXK + Aph 70 g/t
A65
15 g/t
NF
Epuisage
Zn S0 4 300 g/t
AXK+Aph 50 g/t
[10' ]
[ 3' ]
•» C Pb Cu 1
tF 81 pH 7,3 . (n° 212)
F
6' pH 6,5
NF
[31]
NF
S Ep Pb Cu
(n° 211)
Relavage Ep
AXK + Aph 50 g/t
A65
10
C Pb Cu 2 m
F
(n° 214) tR 3' pH 7,9
31 pH 7,'9
NF
NF
M Re . Pb Cu
S Rel. Pb Cu
(n° 213)
(n° 215)
[31]
CVJ
KO
212 C Pb Cu 1
214 C Pb Cu 2
C Pb Cu 1 + 2
215 M Reí. Pb Cu
213 S Reí. Pb Cu
214 S Ep. Pb Cu
Reconstitué
Rp
Cu
P
Pb
P
Zn
P
Fe tot. Fe pyr.
18,5
3,1
21,6
1,3
15,4
61,7
100,0
12,20
2,81
10,85
1,92
1,20
0,17
2,66
84,9
3,3
88,2
0,9
7,0
3,9
100,0
22,10
15,90
21,21
8,35
5,30
1,34
6,33
64,5
7,8
72,3
12,30
21,20
13,58
18,40
10,30
5,42
8,10
28,1
8,1
36,2
18,60
21,00
18,94
21,70
19,10
8,20
12,37
1,7
12,9
13,1
100,0
TABLEAU XXXIX - RESULTATS VE L'ESSAI 35
2,9
19,6
41,3
100,0
7,86
18,53
9,39
20,01
18,04
8,05
10,03
P
14,5
5,7
20,2
2,6
27,7
49,5
100,0
- 163 -
Les récupérations Cuivre et Plomb dans 1'ensemble des concentrés
Pb Cu sont satisfaisantes ; l'entraînement de Zinc (36,2 %) est plus important
que celui de pyrite (20,2 % ) .
Le stérile de relavage Plomb Cuivre est nettement enrichi en blende
et pyrite ; la perte Plomb de 12,9 % y est assez importante, mais il semble
difficile de la diminuer sans entraîner plus de Zinc dans les concentrés Pb Cu.
Le schéma d'ébauchage peut être considéré comme étant optimisé (et
ceci en fonction des nombreuses remarques faites tout au long de ce rapport sur
les relations Pb-Zn) mais il peut être possible cependant d'améliorer les relavages du concentré d'ébauchage par une meilleure définition des paramètres du
relavage.
- 164 -
5.2 - DEFINITION DES PARAMETRES DE RELAVAGE DU CONCENTRE DEBAUCHAGE Pb-Cu
Ce travail a d'abord été réalisé à partir d'un schéma de flottation
Pb Cu différent de celui présenté au paragraphe précédent dans la mesure où
d'une part les consommations de collecteur étaient plus faibles et d'autre part
la pulpe était conditionnée avant 1 'épuisage Pb Cu avec de l'hydrogenosulfite
de sodium.
Les paramètres de la flottation ont été maintenus constants pour
tous ces essais ; ce n'est qu'au niveau du rebroyage du concentré débauchage
que des modifications ont été apportées :
- addition de chaux après rebroyage (essai 37),
- addition de chaux au rebroyage
(essai 38),
- addition de sulfure de sodium au rebroyage (essai 39),
- addition de chaux + sulfure de sodium au rebroyage (essai 40).
Le schéma général des essais est donné figure 61 et les résultats
des différents essais sont donnés sur les tableaux XL à XLIV.
- 165 -
FIGURE 61
Broyage d8Q : 32y
Dégrossissage
NaHS03
Zn SO4
AXK+Aph
A65
1 kg/t
700 g/t
50 g/t
15 g/t
[10']
[ 3']
t F 91 pH 6,f
NF
Epuisage
Na HSO3
Zn SO4
AXK+Aph
A65
Rebroyage
g/t\
g/t /
[10']
40 g/t
20 g/t
[ 3']
500
300
: 20y)
Relavage Deg
AXK+Aph
50 g/t
A65
* 15 g/t
tF 9' pH 6,6
NF
S Ep Pb Cu
NF
Pb Cu 1
Relavage Ep
AXK+Aph
50 g/t
A65
^ 15 g/t
NF I F
S Rel. Pb Cu
FLOWSHEET GENERAL VES ESSAIS P'OPTIMISATION
VU RELAVAGE ?b Cu
C Pb Cu 2
C Pb Cu 1 + 2
217 S Reí. Pb Cu
216 S Ep. Pb Cu
Reconstitué
Rp
Cu
P
Pb
P
Zn
P
13,3
13,7
73,0
100,0
13,99
4,47
0,25
2,66
70,1
23,1
6,8
100,0
22,33
13,70
1,97
6,28
47,3
29,9
22,8
100,0
11,63
10,70
5,92
7,33
21,1
20,0
58,9
100,0
Fe tot. Fe pyr.
P
5,10
13,27
10,28
10,00
6,8
18,2
75,0
100,0
17,41
17,20
10,50
12,34
TABLEAU XL : BILAN VE L'ESSAI 36 (SAWS AVVTTJON VE REACTIF AU REBRíWAGE)
ID
226 C Pb Cu 1
227 C Pb Cu 2
C Pb Cu 1 + 2
S Rel . Pb Cu
S Ep. Pb Cu
Reconstitué
TABLEAU m
Rp
Cu
P
Pb
P
Zn
P
11.2
2,8
14,0
11,9
74,1
100,0
15,70
7,00
13,96
4,88
0,27
2,73
64,3
7,2
71,5
21,2
7,3
100,0
21,70
24,50
22,26
14,24
2,26
6,49
37,5
10,6
48,1
26,1
25,8
100,0
10,70
15,10
11,58
9,91
6,48
7,60
15,8
5,6
21,4
15,4
63,2
100,0
Fe tot. Fe pyr.
: BILAN PE L'ESSAI 37 (AW1T10M VE CHAUX APRES REBRÔVAGE^pH
18,60
15,80
18,04
17,03
10,79
12,55
9,7)
4,78
9,64
5,75
12,74
10,55
10,15
P
5,3
2,7
8,0
14,9
77,1
100,0
233 C Pb Cu 1
234 C Pb Cu 2
C Pb Cu 1 + 2
S Reí. Pb Cu
S Ep. Pb Cu
Reconstitué
Rp
Cu
P
Pb
P
Zn
P
15,8
2,3
18,1
10,0
71,9
100,0
13,10
6,30
12,24
3,37
0,30
2,77
74,8
5,2
80,0
12,2
7,8
100,0
20,00
21,40
20,18
13,00
2,15
6,50
48,6
7,6
56,2
20,0
23,8
100,0
12,00
15,50
12,44
9,21
6,20
7,63
24,8
4,7
29,5
12,1
58,4
100,0
Fe tot. Fe pyr.
19,80
16,90
19,43
15,52
10,29
12,31
8,27
11,36
8,66
12,55
10,03
10,03
P
13,0
2,6
15,6
12,5
71,9
100,0
TABLEAU XLÎÏ : BILAN VE L'ESSAI 3% [AVVÏU0N VE CHAUX AU REßROVAGEs^ pH 9,6)
240 C Pb Cu 1
241 C Pb Cu 2
C Pb Cu 1 + 2
S Rel . Pb Cu
S Ep Pb Cu
Reconstitué
Rp
Cu
P
Pb
P
Zn
P
12,2
4,4
16,6
14,1
69,3
100,0
14,80
7,10
12,76
3,44
0,25
2,78
65,0
11,3
76,3
17,5
6,2
100,0
21,20
24,00
21,94
11,62
11,10
1,87
39,3
16,1
55,4
24,9
19,7
6,58
100,0
17,8
8,9
26,7
21,4
51,9
100,0
TABLEAU XLIII : BILAN VE L'ESSAI 39 (AWIUOU
15,50
12,27
11,58
5,71
7,63
Fe tot. Fe pyr.
18,10
15,40
17,38
19,11
10,13
12,60
VE hla.2S - 300 g/t - AU REBROYAGE)
P
5,08
6,1
9,15
4,0
6,16
10,1
16,08 22,3
9,91
67,6
10,16 100,0
C Pb Cu 1 + 2
247 S Reí. Pb Cu
S Ep Pb Cu
Reconstitué
Rp
Cu
P
Pb
P
Zn
P
20,7
12,4
66,9
100,0
10,40
3,05
0,20
2,66
80,8
14,2
5,0
100,0
18,96
13,00
1,35
6,44
60,9
11,75
11,20
5,32
7,38
33,0
18,8
48,2
100,0
25,0
14,1
100,0
CO
TABLEAU XLÏl/ : BILAN VE L'ESSAI 40
{AW1T10N VE ÑCL2S - 300 g/t ET VE CHAUX AU REBRiWAGE
9,7)
Fe tot. Fe pyr.
20,82
14,80
8,97
12,15
11,67
12,12
8,79
9,80
P
24,7
15,3
60,0
100,0
- 169 -
La comparaison des différents concentrés Pb Cu globaux (c'est-âdire des C Pb Cu 1 + 2 ) des différents essais montre que :
- l'addition de chaux après rebroyage n'entraîne aucune modification des résultats (cf. tab. XL et XLI),
- l'addition de chaux au_ rebroyage entraîne une augmentation de la
récupération de tous les métaux dans le concentré Pb Cu global (cf. tabl. XL,
XLI et XLII) et une diminution conséquente de la récupération dans le stérile
de relavage Pb Cu,
- 1'addition de sulfure de sodium au rebroyage entraîne aussi une
augmentation de la récupération de tous les métaux dans le concentré Pb Cu
global (cf. tab. XL et XLIII) ; cependant, il faut atténuer peut être l'intensité de cette augmentation car le stérile d'épuisage Pb Cu a été plus épuisé
pour cet essai avec le sulfure de sodium que pour l'essai sans addition de
réactif au rebroyage,
- enfin l'addition combinée de chaux et de sulfure de sodium entraîne une augmentation de la récupération de tous les métaux dans le concentré
global Pb Cu (cf. tab. XL et XLIV, et XLIII et XLIV) mais la même remarque concernant l'épuisage Pb Cu doit tempérer la valeur absolue de cette augmentation.
De toute façon, l'addition de chaux et/ou de sulfure de sodium au_
rebroyage permet d'augmenter la récupération métal du concentré global Pb Cu
sans aucune sélectivité.
Les résultats de ces essais peuvent être présentés différemment
pour essayer de s'affranchir des différences concernant le stérile d'épuisage
Pb Cu en considérant la valeur de la récupération métal du concentré global
Pb Cu calculée par rapport au concentré d'êbauchage Pb Cu (c'est-à-dire le
rapport :
100 x p métal C Pb Cu 1 + 2
p métal (C Pb Cu 1 + 2 + S ReT7 Pb Cu)
On obtient le tableau suivant : (tab. XLV)
Essai 36 (sans addition de réactifs
au rebroyage)
Essai 37 (avec addition de chaux
après rebroyage)
Essai 38 (avec addition de chaux
au rebroyage)
Essai 39 (avec addition de NazS
au rebroyage)
Essai 40 (avec addition de chaux
+ Na2S au rebroyage)
p Cu
p Pb
p Zn
p Fe pyr.
75,2
61,3
51,3
27,2
77,1
64,8
58,1
34,9
86,8
73,8
70,9
55,5
81,3
69,0
55,5
31,1
85,0
70,9
63,7
61,7
TABLEAU XLV : RECUPERATION METAL VES CONCENTRES
GLOBAUX Pb Cu CALCULEE PAR RAPPORT AU CONCENTRE V'EBAUCHAGE Pb Cu
- 170 -
II apparaît que c'est l'addition de chaux au rebroyage qui permet
d'obtenir les plus fortes récupérations métal dans le concentré global Pb Cu
sans aucune sélectivité.
On peut noter parallèlement à ces résultats les valeurs des pH et
potentiel redox mesurées au début du relavage dégrossissage (après rebroyage)
et à la fin du relavage épuisage.
Pot. redox (mV)
fin
début
relavage relavage
Essai 36
Essai 37
- 38
- 39
- 40
- 56
- 100
- 45
- 87
- 100
+ 60
0
+ 20
+ 26
+ 5
pH
Ecart (mV)
(en valeur
absolue)
début
relavage
fin
relavage
116
100
65
113
95
6,6
9,8
9,4
7,0
8,8
7,4
9,5
9,1
7,7
8,5
On constate qu'il est impossible d'établir une corrélation
entre ces valeurs des paramètres (potentiel redox et pH) et les résultats des
floatations de relavage, sinon de remarquer que les fortes récupérations métal
au relavage (essai 38 ; addition de chaux au rebroyage) correspondent au plus
faible écart de potentiel redox.
Ce travail de définition des paramètres du rebroyage s'est
poursuivi par un essai de flottation réalisé selon le flowsheet de la figure 60
(cf. paragraphe 5.1) c'est-à-dire sans hydrogenosulfite à l'épuisage Pb Cu et
avec addition de 500 g/t de sulfate de zinc au rebroyage mais avec des concentrations en sulfite et en collecteur différentes (cf. figure 62 ; tableau XLVI)
- 171 -
FIGURE 62
Broyage
: 32y.
Dégrossissage
NaHS03
700 g/t ) nn ,,
Zn SO4
700 g/t * LiU J
AXK + Aph 70 g/t
[ 3']
A65 :
30 g/t
c
91 pH 6,3
Epuisage
Zn SO4
500 g/t
AXK + Aph 60 g/t
A65
10 g/t
.Zn SO4 : 500 g/t
Rebroyage (dso - 20y)
[10']
[ 31]
1
tp 9 pH 6,5"
Relavage Deg.
AXK + Aph
80 g/t
A65
10 g/t
[31]
NF
C Pb Cu 1
S Ep Pb Cu
(nè 271)
NF
tF 8 1 pH 6,5
Relavage Ep
AXK + Aph
60 g/t
A65
10 g/t
C Pb Cu 2
t R 4 ' pH7,3
^lavage
6,7
NF
NF
M Rel. Pb Cu
(n° 273)
S Rel. Pb Cu
(n° 272)
FLOWSHEET VE L'ESSAI 44
[31]
.
CM
t—1
1
C Pb Cu 1 + 2
273 M Reí. Pb Cu
272 S Reí. Pb Cu
271 S Ep. Pb Cu
Reconstitué
Rp
Cu
P
Pb
P
Zn
P
26,4
2,5
15,5
55,6
100,0
9,18
1,28
0,77
0,11
2,64
92,0
1,2
4,5
2,3
100,0
18,81
6,94
4,48
0,93
6,35
78,2
2,7
10,9
8,2
100,0
13,95
17,30
9,80
3,65
7,66
48,1
5,6
19,8
26,5
100,0
TABLEAU XLl/I : BILAN VE L'ESSAI 44
Fe tot. Fe pyr.
20,01
21,10
17,70
7,32
12,62
11,93
19,97
17,02
7,22
10,30
P
30,6
4,8
25,6
39,0
100,0
- 173 -
En comparant les concentrés globaux Pb Cu (C Pb Cu 1 + 2) des deux
essais (essais 35 et 44 ; cf. tableaux XXXIX et XLVI), on constate que l'augmentation de la consommation de collecteur se traduit par une augmentation de
la récupération de tous les métaux dans les concentrés globaux malgré l'introduction de sulfate de zinc au rebroyage qui n'apporte aucune sélectivité à
cette augmentation.
Les récupérations Cu et Pb dans le concentré global Pb Cu de l'essai 44 (cf. tableau XLVI) sont très satisfaisantes(respectivement 92 et 78,2 %)
et l'entraînement de zinc et de pyrite est très élevé (respectivement 48,1 et
30,6 %) ; ce résultat confirme - une fois de plus - l'interdépendance des récupérations Plomb et Zinc dais le concentré global Pb Cu.
En l'état actuel des travaux qui ont été réalisés sur le minerai
de Bodennec, il apparaît qu'il n'est pas possible d'améliorer la sélectivité
de la séparation blende galène et dans une moindre mesure galène pyrite si l'on
souhaite obtenir une récupération Plomb égale â 70 % dans le concentré global
Plomb Cuivre.
Deux modifications supplémentaires ont cependant été apportées aux
paramètres du relavage Pb Cu pour les essais d'optimisation :
- la première concerne le rebroyage où, seule, la fraction + 20
microns du concentré d'ébauchage Pb Cu a été rebroyée à environ 20 microns (cf.
paragraphe 531),
- la deuxième concerne 1 'addition au rebroyage de charbon actif,
sulfite et sulfate de zinc (cf. paragraphe 532).
- 174 -
5.3 - ESSAIS D'OPTIMISATION
5.3.1 - Premier essai d'optimisation (essai 48)
Pour cet essai (cf. figure 63 et tableau XLVII) les principales
caractéristiques du flowsheet sont les suivantes :
- pour la flottation Pb Cu le schéma de l'essai 44 (cf. figure 62
paragraphe 5.2) a été retenu ; cependant seule la fraction supérieure à 20 microns du concentré d'ébauchage Pb Cu a été rebroyée en présence de sulfate de
zinc.
Après rebroyage, on peut estimer le dg5 du concentré d'ébauchage
à 20 microns.
- pour la séparation Pb Cu, le procédé mis au point au cours des
essais pilotes a été retenu à savoir pour la flottation cuivre - un seul conditionnement de la pulpe en présence de charbon actif et de sulfite à pH 8,5 ;
de plus le stérile du premier relavage du concentré Cuivre n'est pas recyclé,
mais est envoyé au circuit de reflottation Plomb avec le stérile de dégrossissage Cuivre.
Pour la reflottation Plomb, le concentré Plomb est relavé deux
fois.
Du fait du rebroyage différent de celui des essais précédents, les
paramètres de la flottation Cuivre se trouvent mal adaptés et l'entraînement de
Plomb dans le concentré Cuivre est important (30,7 % du Plomb tout-venant).
Dans le concentré Plomb, l'entraînement de zinc est important
(15,7 % du Zinc tout-venant) et les relavages sont assez peu efficaces vis-àvis de la blende ; par contre, leur efficacité vis-S-vis de la pyrite est particulièrement nette.
Dans le concentré Zinc la teneur Zinc est trop faible et un relavage supplémentaire eût été nécessaire d'autant que son efficacité vis-à-vis
de la pyrite est très net ; les récupérations métal dans le concentré zinc,
calculées par rapport à l'alimentation de la flottation Zinc s'établissent
ainsi : 78,6 % pour le zinc, 41,6 % pour le Plomb et 11,5 % pour le fer pyrite.
- 175 -
FIGURE 63
Broyage 45' (d80 : 32y)
Flottation Pb Cu
Deg. NaHS03
700 g/t \ nn ,,
Zn SO4
700 g/t / LiU J1
AXK + Aph 70 g/t [ 3 ]
A65
30 g/t
NF
t F 10' pH 6,5
Ep. Zn SO4
500 g/t
AXK + Aph 60 g/t
A65
10 g/t
[10']
[ 3']
Tamisage à 20 microns
+ 20y
Rèbroyage
50% Solides
- 20y i
15 minutes
Zn SO4 500 g/t
tF 9' pH 7,0
NF
91 pH 7,0
S Reí. Pb Cu
Relavage Deg.
AXK + Aph
80 g/t [31]
A65
10 g/t
NF
S Pb
Relavage Ep.
AXK + Aph
60 g/t [31]
A65
20 g/t
Flottation Zinc
CaO 3,8 kg/t pH 12 \ LiUn n iJ.
Cu SO4
500 g/t/
AXK + Aph 80 g/t [ 3']
A65
20 g / t .
F (tF 61
pH 7,1)
Séparation
Pb Cu
t F 8'30
pH 11,7
NF
Relavage
(tR 4'30 pH 7,7) ,
S Reí. Pb Cu
NF
recyclé
M. Reí. Pb Cu
n° 300
Relavage tR 5'30 pH 11,3
NF
C Zn
n° 308
M Zn
nO 307
Stérile
n° 306
FLOWSHEET VE L'ESSAI 4S
- 176 -
FIGURE 63 (suite)
Séparation Pb Cu \
CaO
CA2S
NaHS03
A65
180 g/t) pH 8,5
400 g/t>
l,5kg/t)
30 g/t
NF
F
te 6'30
6'
pH 8,0
Relavage 1
tR 4'30
pH 8,1
Relavage 2
|NF
C^Cu M Cu
n° 301 n° 302
NF
Reflottation Pb
CaO
pH 10,5
CNNa
200 g / t \urui nJn
Zn SO4 600 g/t f 1
AXK + Aph 90 g/t [ 3 ] + 25 g/t 1
A65
20 g/t
, après 5 de
flottation
F tp 8 1 pH 9,8
NF
Relavage 1 tR 3'30 S Pb 1
pH 9,1 recyclé!
NF
CNNa 100g/t [S1] MlPb
CaO pH 9,5
n° 303
Relavage 2 tR 4' pH 9,6
NF
C Pb
n° 305
M2 Pb
n° 304
ÏLOWSHEET VE L'ESSAI 4S
301 Cone. Cu
302 Mixte Cu
305 Cone. Pb
304 Mixte 2 Pb
303 Mixte 1 Pb
300 M Reí. Pb Cu
308 Cone. Zn
307 Mixte Zn
306 Stérile
Reconstitué
Rp
Cu
P
Pb
P
Zn
P
Fe tot.
Fe Pyr.
P
10,4
21,30
4,14
2,58
81,2
19,20
32,30
11,1
3,5
15,7K
18,70
13,80
11,60
0,0
9.32)«
5,6 f_l
1,55
0,71
1,24
1,20
0,46
0,16
2,727
0,8
0,9
0,8
3,8
6,68fe"
Mi
2,1
2,0
9,7
3,2 co
3,7(«
8,0
4,3
26,10
30,20
21,30
10,80
24,74 ( ^
29,57
20,21
9,74
3,5
3,78
7,35
7,24
3,02
7,80
18,10
19,50)«
19,40\2
16,30
17,50
35,50
3,85
0,97
7,32,,
0,00
10,16
36,90)°
30,7
7,0
33,5)
10,8
3,7
8,6
12,20
9,75
12,28
11,79
9,61
9,88 4
8,2
58,2
100,0
1,4
5 9
' K
1,4 i ^
3,6
1,8
8,7
6,9
59,9
100,0
2,1
5,6
1,2
3,6
100,0
1,12
6,49 7
10,4
100,0
°i
*
co
CM
TABLEAU XLl/II : BILAN PE L'ESSAI 4S
42>2
|2
3,6p
7,9
100,0
1,4
- 178 -
5.3.2 - Deuxième essai d'optimisation (essai 49)
Les principales caractéristiques de cet essai (cf. fig. 64 et
tableau XLVIII) sont les suivantes :
- pour la flottation Pb Cu, le schéma de l'essai est identique à
celui de l'essai précédent (cf. fig. 63, paragraphe 531) mais le rebroyage est
effectué selon le procédé "classique" (c'est-à-dire rebroyage de l'ensemble du
concentré d'ébauchage Pb Cu à dßo - 20 microns). De plus la pulpe est rebroyée
en présence de charbon actif, sulfite et sulfate de Zinc.
- pour la séparation Pb Cu et en raison de l'introduction de
sulfite et charbon actif au rebroyage, les consommations de ces deux réactifs
au dégrossissage Cuivre ont été diminuées par rapport à celles de l'essai précédent. De plus, la chaux a été supprimée.
Par contre, comme lors de l'essai précédent, le stérile du premier
relavage du concentré Cuivre est envoyé au circuit de reflottation Plomb.
Pour la reflottation du Plomb, le procédé à la chaux et au cyanure
- sulfate de Zinc a été abandonné au profit d'un procédé sulfite - sulfate de
Zinc à pH naturel.
Dans cet essai, le concentré Plomb n'est relavé qu'une seule fois.
- pour la flottation Zinc du charbon actif a été ajouté à la pulpe
avant conditionnement à la chaux et sulfate de Cuivre,et une flottation d'épuisage a été ajoutée au circuit.
En comparant les résultats de cet essai à ceux de 1'essai précédent
(cf. tab. XLVIII et XLVII) on constate que l'entraînement de Plomb et de Zinc
est beaucoup plus faible dans le concentré Cuivre,du deuxième essai, à récupération Cuivre constante.
Pour le concentré P l o m b é la récupération Plomb est supérieure
dans le deuxième essai et la récupération Zinc inférieure ; la récupération pyrite
est identique pour les deux essais ; le procédé utilisé dans le deuxième essai
(sulfite et charbon actif) semble plus sélectif. Cependant, étant donné que l'on
ignore la composition de l'alimentation de la reflottation Plomb (le stérile
de flottation étant recyclé au circuit Zinc) il est impossible de confirmer cette
observation.
Si on compare les sommes des répartitions métal de l'ensemble
"concentré et mixte Cuivre + concentré et mixtes Plomb + mixte de relavage
Pb Cu", on obtient les valeurs suivantes :
1er essai (cf. tableau XLVII)
2ême essai (cf. tableau XLVIII)
Cu %
Pb %
Zn %
Fe pyr. %
91,4
89,1
76,7
66,2
46,3
28,5
25,0
17,1
(1) II faut dans ce cas comparer le concentré Plomb du deuxième essai à l'ensemble
"concentré Plomb + mixte 2 Plomb" du -premier essai, puisqu'il y a eu deux
relavages du concentré Plomb lors du premier essai.
- 179 -
FIGURE 64
Broyage 45' (d 80 : 32y)
Flottati on Pb Cu
Deg. NaHS03
700 g/tl rl011
Zn SO4
700 g/tJ U U J
AXK+Aph
70 g/t [ 3']
30
g/t
A65
9'
Ep. Zn SO4
AXK+Aph
A65
pH
Rebroyage 30' (
(CA2S 250 g/t
JNaHS03 lkg/t
ÍZn SO4 500 g/t
6,7
500 g/t [10']
60 g/t t 3 1 ]
20y) avec
t F 9" pH 6,8
NF
S Reí. Pb Cu
S Pb
/
PH 6,
Relavage Deg
AXK+Aph 80 g/t
A65
30 g/t
[31]
NF
Séparation
Flottation Zinc
Pb Cu
Relavage Ep
Deg. CA2S
200 g/t
[51]
AXK+Aph 50 g/t
[31]
CaO
4,4kg/t/^,pH 12,0
A65
40 g/t
Cu SO4
500 g/t [10']
tp 4'30
80 g/t [ 3']
AXK+Aph
pH
7,3
20 g/t
A65
NF
F
"Relavage
t F 10' pH 11,7 tR 2'30 pH 7,7
S Reí. Pb Cu
NF
recyclé
I
Ep. AXK+Aph
tF 5
40 g/t
1
pH 11,5
M Reí. Pb Cu
n° 309
Relavage
t R 6' pH 10,5
NF
Stérile
n° 315
NF
[31]
C Ep Zn
n° 314
NF
M Zn
317
C Zn
316
FLOWSHEET VE L'ESSAI 49
- 180 -
FIGURE 64 (suite)
[ Séparation Pb Cu
Ca2S
NaHS0 3
A65
200 g/tî
500 g/tJ
20 g/t
20,
¿U
NF
Relavage 1 Cu
tR 5'30 pH 8,0
NF
Reflottation Pb
NaHS03
500 g/t\
Zn SO4
500 g/t/
60 g/t
AXK+Aph
20 g/t
A65
H
t
el
[ 3']
5' pH 7,4
Relavage
2 Cu
t R 4 1 pH 8,1
NF
S Pb
recyclé
Relavage Pb
t R 4' pH 7,9
NF
NF
C Cu M Cu
n° 310 n° 311
C Pb
n° 312
FLOWSHEET VE L'ESSAI 49
M Pb
n° 313
- 181 co
CO
1—»
—
i »
en 4^
is> O
m
-s -a
•
—'•
ID
H-»
O
O
o
r-j
3
en t—»
ro O
en V£> ro
ro O
O
^i
—
i »
en
00
ro
—
i »
to
co co co co co co
—
i » —
i • t—> —
i *
»—' o
cn to co ro • — ' o
o 3;
y. o
«i.
_i.
o
o
o
3
3
3
X
X
X
O
TO r+ O
r+ n
•
•
ro ro
ro
n> •
M
M
.
-o -o o
3
3
cr CT c c
-o
cr
o
c
CO
—
i
'
œ
ro
o
—
i "
Ol
O
1—>
—
i •
o
—
i • —
i >
00
—
i >
ro
00
ro 00
s j
cn
ro
00
T3
ro
en en
O
ro
CO
o
t—»
O3
o
O
o ro ro ro
o ro o ro en UD
o
1—>
co co
t .
ro
00
CO
•o
co en
00
00
43»
O
i—»
00
co
o
o
en to 00
o o o
ro
—
i »
—
i >
100
C0
—
I
o
ro 4*
o
o
—
i »
>•
F
ro
cn co
—
i •
OS
m
co
o
cn
en ro to
—
t
1
to
en en co
00
•—>
en
ro oo
4=»
o
t—>
cn
33 ? 8
ro
en 4* cn tO
00 cn cn o
H-»
i-»
cn
vo
h—
00
O
O
cn
O
1
O
1—»
co
o
K—>
cn
o
cn
co
cn
M
1/3
i—»
O
o
o
en
1—'
i »
co co
ro ro
-e» —
ro 00 en O «vi en JÍ» cn co
64 i
5
i—»
—
i »
)_i
ro ro
ro
en cn o
i >
en ro co i—> —
en o O o o
o
o
o
1—»
h-'
t—>
O
tO
*-'
VO
o
en vo 00
00 co o
00
en co 00 00
O
i—»
—
i >
ro
4*
en
co CO
-n
a>
o
O
o
o
CO
to
i—»
00
o
cn cn
i •
ro —
«^
-s
—
i «
"O
o
ro
n-n
n>
I—«
o 4* cn
o
o ro O
i—>
•vj
O
to
00
co
i—»
VO
—
i >
00
VO
ro en
t
—
•
tO
co
en
-«J
cn
--J
«•»i
*
1—«
o
o
o
—
i •
»vi
00
ro
ro en 00
co
ro
ro en
ro cn cn 00
3»
•o
pm)\
f—'
o
o
*
ro cn cn co
en *
ro
ro co
*j
co
en
—
I " ro
1—»
co ro
o
—
i •
-o
- 182 -
Malgré la diminution de répartition Plomb de 10 points entre le
premier et le deuxième essai, il apparaît queles paramètres du rebroyage du deuxième essai rendent le procédé plus sélectif puisque la répartition Zinc diminue
de 15 points et la répartition pyrite de 8 points.
Ces paramètres (à savoir charbon actif, sulfite et sulfate de Zinc)
n'ont pas été optimisés mais le résultat de leur utilisation est très prometteur.
Pour le concentré Zinc les teneurs sont satisfaisantes mais un
relavage supplémentaire du concentré permettrait d'améliorer la teneur en Zinc ;
les récupérations métal dans le concentré Zinc, calculées par rapport à l'alimentation de la flottation Zinc s'établissent ainsi : 79,7 % pour le Zinc,
39,6 % pour le Plomb et 10,6 % pour le fer pyrite.
Ces valeurs sont identiques à celles calculées pour le concentré
Zinc du premier essai (78,6 %, 41,6 % et 11,5 % respectivement).
Si on compare les sommes des répartitions métal de l'ensemble
"concentré et mixte Zn + stérile total" des deux essais, on obtient les valeurs
suivantes :
1er essai (cf. tableau XLVII)
2ème essai (cf. tableau XLVIII)
Cu %
Pb %
Zn %
Fe pyr. %
8,6
10,9
23,3
33,8
53,7
71,5
75,0
82,9
La quantité de métal entrant dans le circuit zinc est supérieure
pour le deuxième essai ; étant donné que les récupérations métal calculées par
rapport à l'alimentation de ce circuit sont identiques pour les deux essais, on
peut en déduire que le procédé de flottation Zinc dans le deuxième essai est
plus sélectif c'est-à-dire que l'introduction de charbon actif au circuit Zinc
améliore la sélectivité de la séparation (puisque tous les autres paramètres
sont identiques).
5.3.3 - Comportement de l'argent
L'argent a été dosé dans les produits du deuxième essai d'optimisation (cf. tableau XLVIII).
La relation entre la récupération de l'argent et les récupérations
Cuivre et Plomb s'applique bien à ce bilan (pAg = 0,17 pCu + 0,83 pPb).
- 183 -
5.4 - BILAN DES ESSAIS COMPLEMENTAIRES DE LABORATOIRE
Pour apprécier le bilan de ces essais, nous comparons les bilans
de l'essai d'optimisation préparatoire au pilote (cf. paragraphe 3252 ; tableau
XIII) et le bilan de l'essai d'optimisation complémentaire (cf. paragraphe 5.3.2 ;
tableau XLVIII).
Les spécifications des concentrés et du stérile peuvent être regroupés sur un même tableau (tableau XLIX).
P
Zn
P
Fe tot Ag(ppm)
P
25,80 72,5 8,24
25,90 81,0 10,80
2,48 4,6 44,70
1,82 4,6 38,50
0,93 2,3 5,34
1,28 4,5 8,80
10,1
14,6
36,1
41,8
5,8
13,4
6,93
6,36
12,40
13,40
40,70
44,10
7,0
7,3
8,3
12,4
36,5
57,0
24,40
24,40
8,78
15,30
12,80
10,10
322
337
824
627
128
200
17,2
21,8
29,2
32,6
6,1
14,6
0,15
0,12
2,8
2,2
1,03
1,02
8,4
8,2
0,86
0,46
5,8
3,2
8,20
9,20
22
20
7,8
7,8
1,38
1,16
9,2
0,9
8,25
8,30
23,7 10,60
2,7 16,80
25,2
4,7
17,50
20,00
183
178
23,1
2,8
Cu
Conc. Cu (34)
(49)
Conc. Pb (34)
(49)
Conc. Zn (34)
(49)
Stérile
total
(34)
(49)
Mixte Rel.
Pb Cu
(34)
(49)
P
Pb
TABLEAU XLIX : SPECIFICATIONS VES CONCENTRES ET VU STERILE
VES ESSAIS P'OPTIMISATION 34 U 49
L'analyse des résultats met en relief les éléments suivants :
- pour le concentré Cuivre, amélioration de la récupération Cuivre
à teneur constante,
- pour le concentré Plomb, amélioration de la récupération Plomb
s'accompagnant d'une diminution de la teneur Plomb liée à un entraînement plus
important de pyrite,
- pour le concentré Zinc, amélioration de la récupération et de la
teneur Zinc,
- les stériles sont pratiquement identiques.
- 184 -
Ces résultats sont donc positifs, sauf ceux concernant le concentré
Plomb qui sont plutôt décevants ; cependant, il est important de noter que le
bilan de l'essai complémentaire d'optimisation (essai 49) est pratiquement un
bilan définitif puisque le circuit a été "ouvert" au maximum (c'est-à-dire que
l'on s'est affranchi au maximum du problème du recyclage des mixtes).
La comparaison des mixtes de relavage des deux essais (cf. tableau
XLIX) montre bien la valeur des modifications apportées au procédé grâce à l'essai pilote et aux essais complémentaires : les mixtes de relavage ne représentent
plus qu'une répartition métal très réduite ; de plus, ces mixtes ne sont plus
recyclés en tête de 1'ébauchage mais seulement en tête du relavage épuisage.