ESTC
Conception d’outillage
Pr E. BOUDAIA
2ème Partie
Conception des outillages
du découpage et cambrage
41
ESTC
Conception d’outillage
Pr E. BOUDAIA
Conception des outillages du découpage et cambrage
I. Découpage
1. Principe :
Dans le cas du poinçonnage, un poinçon et une matrice remplacent les lames du cisaillage.
Outillage classique de poinçonnage
2. Terminologie des pièces d’un outil de découpage
-
-
-
-
3.
Elle permet la répartition de l’effort de poussée du poinçon sur toute sa surface et évite le marquage rapide
de la plaque porte nez.
Plaque porte poinçon : elle permet la localisation et le
maintien du poinçon.
Poinçon : il est généralement de section constante sur toute
sa longueur (seulement sur 10mm pour les petites
dimensions). Il ne sort jamais de la contre-plaque pendant le
mouvement de retour. Il doit résister à la compression et au
flambage. Il est généralement en acier de dureté 62 HRC.
Contre plaque ou dévêtisseur : la contre plaque sert de guide
au poinçon et le centre par rapport à la matrice. Elle assure
le décrochage de la bande lors de la remontée du poinçon.
Guide bande : elle forme un couloir dans lequel glisse la
bande. On doit avoir un jeu de 2 à 3 mm à cause
d’imprécision du cisaillage de bande.
Butée : Pour réaliser une seule pièce, il suffit d’utiliser une poinçonneuse classique avec une seule course
du poinçon ; mais dans le cas du travail en série, le coulisseau de la presse est animé d’un mouvement
alternatif et à chaque course un ou plusieurs découpages sont effectués. En plus du mouvement alternatif
du poinçon, on a une avance contrôlée de la bande de tôle à découper. Le contrôle de l’avance de la bande
est assuré par les butées. Il existe plusieurs types de butées parmi elles on peut citer : les engrenages et le
couteau latéral.
• Outil à engrenage : l’engrenage est une butée sur laquelle on engrène la bande. Il assure le contrôle de
l’avance. Le poinçon décent, poinçonne puis remonte entraînant avec lui la bande. Celle-ci vient buter
contre le dévêtisseur et se détache. En tombant, son déplacement longitudinal permet de l’accrocher à
l’engrenage grâce à l’ajour qui vient d’être réalisé.
Outil à couteau latéral : le couteau latéral est un poinçon qui est fixé sur le porte-poinçon et qui assure
le contrôle lors de la décente du coulisseau (voir les détails au paragraphe suivant).
Dispositifs de contrôle d'avance de la bande
41
ESTC
Conception d’outillage
Pr E. BOUDAIA
Objectif
L'évolution de la bande entre les outils doit être contrôlée pour :
- Perdre le minimum de matière (chute) entre deux coups de presse.
- Positionner la bande sous l'outil pour assurer la précision des pièces.
Deux solutions techniques :
- Les butées ou engrenages
- Les couteaux
Butées ou engrenages
Butée - engrenage
Ils sont principalement employés dans
le cas d'une alimentation manuelle de
la presse et pour des outils simples.
Chaque coup de la presse, la bande est
déplacée et accrochée à l'engrenage
par l'ajour précédent.
Le déplacement de la bande d'un ajour
à l'autre correspond au pas.
L'engrenage ou butée peut être réalisée
soit :
- une plaquette vissée ou goupillée
- une simple goupille cylindrique
- une butée eclipsable (axe sur ressort).
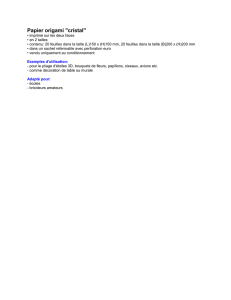
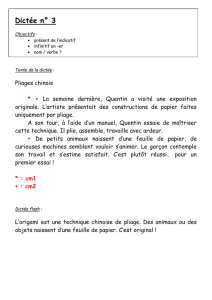
Couteau
Il remplace l'engrenage dans les outils à suivre.
Le couteau est un poinçon dont la longueur est
égale au pas. Sa largeur est d'environ 3 mm. À
chaque coups de presse, le couteau détache de
la bande, une longueur de la valeur du pas. Il
suffit ensuite de déplacer la bande jusqu'à la
butée contre le guide.
Le couteau ne travaillant que d'un coté les
risques et de grippage de coincement sont
plus importants. Il convient donc de n'utiliser
cette technique que pour les pièces de faible
épaisseur: 2 mm maxi (limitation des efforts).
Afin d'augmenter la longévité de l'outillage, la
butée est parfois remplacée avantageusement
par un grain (pièce rapportée) en acier trempé.
On réduit ainsi l'usure du guide.
Couteau
Poinçon
Guide
4. Classification des outils de découpe
42
ESTC
Conception d’outillage
Pr E. BOUDAIA
Outil simple non guidé
Le poinçon est uniquement guidé par le
coulisseau de la presse. Cela induit donc :
- une précision médiocre,
- un travail dangereux
- et un fort risque d'adhérence de la matière au
poinçon lors de la remontée.
Emploi : Découpage dans des chutes de formes
irrégulières, variées, ou dans des pièces non
planes, ou petites séries
Avantages : coût de l'outillage réduit,
maintenance aisée …
Inconvénients : précision faible, outil dangereux,
adhérence de la matière au poinçon à sa remontée, risque de flambage ou de casse du poinçon, ne permet
pas découpage et poinçonnage, flan non maintenu …
Outil à dévêtisseur élastique
Le dévétisseur élastique assure le serrage
de la bande pendant l'opération de
découpe et pendant l'extraction des
poinçons hors de la tôle. Il est intéressant
pour les tôles de faibles épaisseurs.
Avantages : coût de l'outillage réduit,
maintenance aisée, pas d'adhérence de la
matière au poinçon à sa remontée, flan
maintenu, intéressant pour les tôles
<1mm …
Inconvénients : précision faible, risque
de flambage ou de casse du poinçon, ne
permet pas découpage et poinçonnage…
Outil à dévêtisseur fixe
Ce type d'outil est aussi appelé outil
noyé, outil à contre-plaque ou encore
outil parisien. Le dévêtisseur fixé à la
matrice, sert de guide à la partie
travaillante des poinçons et s'oppose
au flambage des poinçons de faibles
dimensions. Un engreneur ou un
couteau assure le contrôle de l'avance
de la bande à chaque coup de presse.
Avantages : coût de l'outillage réduit,
maintenance aisée, pas de risque de
flambage ou de casse du poinçon, flan
maintenu, bonne précision, utilisé
pour des tôles >1mm …
Inconvénients : ne permet que
découpage de flan…
Outil progressif
Il permet d’effectuer simultanément plusieurs opérations ; poinçonnage, découpage, cambrage, etc ...
43
ESTC
Conception d’outillage
Pr E. BOUDAIA
La pièce est obtenue en 2 temps :
- poinçonnage du trou, puis avance de la bande,
- découpage du flan (détachement de la pièce de la bande), et poinçonnage du trou de la pièce
suivante, etc ...
Avantages : outil pour moyenne et grande série, cadences de production élevée, bonne précision, utilisé
pour des tôles <1mm, permet d'obtenir des formes complexes ainsi que toute sorte d'opération (telles que:
emboutissage, pliage, soyage …) …
Inconvénients : coût de l'outillage élevé, maintenance délicate et onéreuse, …
Outil Suisse
L'outil suisse découpe et poinçonne la pièce en même temps. Le transfert d'un poste à l'autre est supprimé,
n'altérant plus la précision.
C'est un outil à dévetisseur inversé. Le poinçon est sur la partie inférieure et la matrice sur la partie
supérieure.
L'imprécision de l'avance manuelle de la bande n'affecte pas la pièce.
Les pièces ont la précision de l'outillage.
Avantages : outil pour moyenne et grande série, très grande précision entre les formes intérieures et
extérieures, utilisé pour les tôles minces …
Inconvénients : cadence de production moyenne, coût de l'outillage élevé, maintenance délicate et
onéreuse, …
5. Opération de découpage
On peut distinguer trois types d’opération de découpage :
44
ESTC
•
•
•
Conception d’outillage
Pr E. BOUDAIA
Découpage simple : on utilise deux outils de découpage sur deux presses et la pièce est obtenue en
deux opérations (exemple obtention d’une rondelle).
Découpage consécutif : on utilise une presse et on fixe sur son coulisseau deux ou plusieurs poinçons.
La pièce est obtenue après deux pas d’avance de la bande.
Découpage simultané : la pièce est obtenue après une opération de découpage et poinçonnage
simultanément.
6. Désignation des opérations
Poinçonnage: trous de petit diamètre, le déchet est appelé
débouchure
Découpage : le produit obtenu est un flanc (récupéré pour
emboutissage ou pliage)
Crevage : découpage partiel
Encochage : découpage débouchant sur un contour
Grignotage : poinçonnage partiel par déplacement progressif
de la pièce ou du poinçon
Arasage : découpage en reprise (précision de côtes et d'états de
surface)
Détourage : finition d'un contour déjà ébauché, modifié au
cours d'une déformation
Soyage : consiste à former un collet, soit par perçage de la tôle
par un poinçon de forme pointue, soit sur un profil déjà formé
7. Matrice et poinçon
Les poinçons sont fixes si les matrices sont mobiles. Ils doivent résister à la
compression et au flambage. Pour les poinçons cylindriques, on prend à la limite
: d ≥ 1.6 e pour les aciers doux. Une matrice en acier peut produire environ 50 000
pièces sans être affutée l‘affutage diminue h de 0.2 à 0.5 mm. Approximativement,
on peut ainsi définir le minimum de pièces réalisées par l’outil.
NB : Poinçon de forme quelconque doit résister à la compression et au flambage, sa
longueur libre est vérifiée par :
E : module d’élasticité en (N/mm2)
𝐸𝐼
I : moment quadratique de la section en (mm4)
𝐿 ≤ √𝐹
avec
F : effort de découpage en (N)
8. Analyse du processus de découpe
45
Conception d’outillage
ESTC
Pr E. BOUDAIA
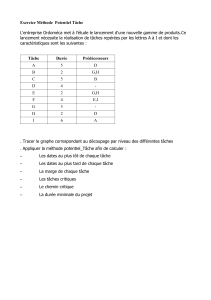
Un outil de découpage est principalement constitué d'un poinçon et d'une matrice. La tôle à
découper étant située entre les deux. Lors du découpage, on distingue 3 phases :
Poinçon
Tôle à travailler
Matrice
Phases du processus de découpage
1. Au début, l'effort croît lentement jusqu'au point a. Le poinçon s'enfonce lentement sans détacher les
particules de métal. C'est la phase de déformation élastique.
2. Ensuite, l'effort prend sa valeur maximum b : c'est l'effort de cisaillement (séparation et accélération
des particules de métal). Des fissures apparaissent au voisinage des arêtes coupantes, du coté poinçon
et du coté matrice.
3. Enfin, l'effort tombe jusqu'à la valeur nécessaire pour vaincre le frottement entre les parties détachées
de matière et pour l'éjection de la pièce découpée. Les fissures se rejoignent, la pièce est alors découpée.
9. Forme de la découpe
46
Conception d’outillage
ESTC
10.
Pr E. BOUDAIA
Jeu Poinçon-Matrice
Une partie de l'outil associant poinçon(s) et
matrice(s) est bridée sur la table fixe de la
presse, tandis que l'autre partie est animée du
mouvement alternatif du coulisseau. À chaque
course, un ou plusieurs découpages sont
effectués.
Il existe un jeu entre matrice et poinçon qui sert
à diminuer l’effort de poinçonnage et
l’écrouissage de la zone poinçonnée. Il permet
également de garantir une coupe nette est
franche.
Outil de coupe (Poinçon-Matrice)
Jeu fonctionnel et cisaillement du métal
a) Valeur des jeux suivant la matière
La valeur du jeu s’évalue en fonction de l’épaisseur de la bande (de façon à ce que les deux amorces de
ruptures se rejoignent parfaitement).
Laiton et Cuivre
: 1/20 ème de l’épaisseur de la bande J = 0,05 e
Acier ½ dur
: 1/16 ème de l’épaisseur de la bande J = 0,06 e
Acier
: 1/14 ème de l’épaisseur de la bande J = 0,07 e
Alliage d’aluminium
: 1/10 ème de l’épaisseur de la bande J = 0,1 e
b) Sur quelle pièce faut-il porter le jeu ?
Du fait de la présence du jeu, l'ajour dans la bande aura une forme conique.
47
Conception d’outillage
ESTC
Pr E. BOUDAIA
Conséquence: le JEU sera pris :
- Sur la MATRICE si l'on désire un AJOUR précis
- Sur le POINCON si l'on désire un FLAN précis
c) Exemple de calcul du jeu
Découpage et poinçonnage d'une rondelle.
Calculer la valeur du jeu et déterminer les différents
diamètres du poinçon et de la matrice.
Valeur du jeu: 1/20 x 2 = 0,1
Pour le diamètre Ø10. On désire un ajour précis. Le jeu est donc à mettre sur la matrice.
Ø Poinçon : 10 mm
Trou Ø10
Ø Matrice : 10 +2*0.1 = 10.2 mm
Pour le diamètre Ø22. On désire un flan précis. Le jeu est donc à mettre sur poinçon.
Ø Poinçon : 22 - 2*0.1 = 21.8 mm
Trou Ø22
Ø Matrice : 22 mm
d) Exercice de calcul du jeu
Calculer la valeur du jeu et déterminer les différents
diamètres du poinçon et de la matrice.
Matière : Aluminium
Valeur du jeu: 1/10 x 3 = 0,3 mm
48
Conception d’outillage
ESTC
Pr E. BOUDAIA
Pour le diamètre Ø22. On désire un ajour précis. Le jeu est donc à mettre sur la matrice.
Ø Poinçon : 22 mm
Trou Ø22
Ø Matrice : 22 +2*0.3 = 22.6 mm
Pour la longueur de 20 et de 32. On désire un flan précis. Le jeu est donc à mettre sur poinçon.
11.
Détermination des efforts de découpage
a) Effort de découpage
Méthode analytique
L’effort de découpage est égal au produit du périmètre de la pièce par l’épaisseur et par la résistance
de rupture au cisaillement de la tôle découpée :
F = P x e x Rg (N)
P = périmètre du profil découpé (mm)
e = épaisseur de la tôle (mm)
Rg = résistance de rupture au cisaillement (MPa) avec 1 [MPa] = 1 [N/mm²].
On prend généralement Rg= 0,8 x Rm avec Rm résistance à la rupture de la tôle.
Matériaux
Rm (daN/mm2)
A%
Acier à 0,1% de carbone (recuit)
19
Acier à 0,2% de carbone (recuit)
25
Acier à 0,3% de carbone (recuit)
30
Acier inoxydable
49 à 69
40
Aluminium (doux)
12,5
40
Duralumin
45
17
Laiton (recuit)
18
25
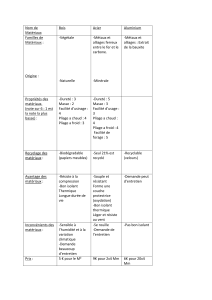
Méthode utilisant l’abaque
L’abaque de la figure ci-dessous permet de déterminer rapidement l’effort de découpage moyennant le
diamètre du poinçon ou le périmètre à découper.
- On relie l'épaisseur de la tôle (e=1mm) au périmètre du profil découpé (300mm) qui coupe
l'allure de la section en 300mm2
-
On relie la résistance de rupture au cisaillement (30 daN/mm2) à la section en 300mm2 cette
droite coupe l'allure de l'effort maxi en 100 kN = 10000 daN.
49
Conception d’outillage
ESTC
Pr E. BOUDAIA
(daN/mm2)
Exemple de calcul de l’effort principal
On réalise sur un seul poste le découpage et poinçonnage de
la pièce ci-contre. Déterminer l'effort principal de découpage.
Périmètre P1 = (25+45) x 2 + 2 x π x 5 = 171,41 mm
Périmètre P2 = 2 x π x 5 = 31.41mm
Périmètre P3 = (25+10) x 2 = 70 mm
Périmètre P4 = 40 mm
Périmètre P5 = 50 mm
Périmètre Total P = P1+ P2 + P3 + P4 + P5 = 362,83 mm
Effort principal de découpage : F = P x e x Rg
- Périmètre Total P = 362,83 mm
- Matière Acier 0,3% C
Rm = 30 daN/mm2 et Rg = 0.80 x Rm Soit Rg = 24 daN/mm2
- Épaisseur de la pièce e = 2 mm
F = P x e x Rg = 362,83 x 24 x 2
F = 17 415,888 daN
Épaisseur: e=2 mm
Matière Acier 0,3 % C
50
Conception d’outillage
ESTC
Pr E. BOUDAIA
Exercice de calcul de l’effort principal
5 mm
On réalise sur un seul poste le découpage de la pièce ci-contre.
Déterminer l'effort mis en œuvre pour découper cette pièce.
Périmètre P1 = 2 x π x (5/2 +15/4)+14 x 5 = 109,3 mm
Périmètre P2 = 2 x π x 2.5 = 15.70 mm
Périmètre P3 = 50 mm
5 mm
Périmètre Total P = P1+ P2 + P3 = 175 mm
Effort principal de découpage :
F = P x e x Rg
- Périmètre Total P = 175 mm
- Matière Acier Inoxydable
Rm = 60 daN/mm et Rg = 0.80 x Rm Soit Rg = 48 daN/mm
- Épaisseur de la pièce e = 3 mm
F = P x e x Rg = 175 x 48 x 3
F = 25 200 daN
b) Effort d’extraction
Épaisseur: e=3 mm
Matière Acier Inox
Découpage en pleine tôle
C'est l'effort nécessaire pour décoller la bande de métal du poinçon.
Cet effort varie suivant l'importance du déchet autour de celui-ci.
Pour un découpage en pleine tôle, donc avec d'important déchet,
l'effort d'extraction est égal à 7% de l'effort de découpage.
Découpage avec déchets faibles
Fextraction = 7% Fdécoupage
Pour une faible perte de métal (déchet faible), l'effort d'extraction est
égal à 2% de l'effort de découpage.
Fextraction = 2% Fdécoupage
c) Effort d’éjection
C'est l'effort nécessaire pour sortir la pièce découpée
de la matrice.
F éjection = 1.3% Fdécoupage
d) Effort total de découpage
L'effort de découpage est égal à la somme des différents efforts. Son calcul permet de déterminer la presse
adéquate. (L'effort correspondant à la presse s'exprime le plus généralement en tonne-force).
F = Fprincipal + Fextraction + Fejection
51
Conception d’outillage
ESTC
Pr E. BOUDAIA
Calcul de l'effort total de découpage
5 mm
5 mm
On reprend la pièce étudiée précédemment. On se propose
de déterminée la capacité minimale de la presse permettant
de réaliser ce découpage
Fprincipal = 17 415,888 daN
Fextraction :
Compte tenu de la configuration de la pièce, on estime la
force d’extraction à 5% de la Force principale.
Fextraction = 0.05 * 17415.88
Fextraction = 870.8 daN
Fejection :
La force d’éjection équivaut à 1,3 % de la force principale
Fejection = 0.013 * 17415.88
Fejection = 226.4 daN
Fdecoupage = Fprincipal + Fextraction + Fejection
Fdecoupage= 18 513,08 daN
Il est donc nécessaire d'utiliser une presse développant au minimum 19 tonnes forces (19 000 kilo forces,
soit 19 000 daN)
e) Réduction des efforts de découpe
Poinçons étagés :
Ils sont de longueurs différentes. Les plus courts poinçonnent la pièce. Les plus long découpe la pièce. La
différence de longueur est égale à l'épaisseur du métal découpé.
52
Conception d’outillage
ESTC
Pr E. BOUDAIA
12. Mise en bande
Définition
L'étude de la mise en bande consiste à rechercher la disposition des pièces dans la bande donnant le
minimum de déchets.
La mise en bande peut être : directe, imbriquée ou à la retourne. Les figures, ci-dessous, montrent ces
trois configurations possibles d’une pièce en forme de T.
Mise en bande DIRECT
Mise en bande IMBRIQUEE
Mise en bande à la RETOURNE
Mise en bande et économie matérielle dans la disposition des pièces
Définition du pas
Le pas correspond à la distance sur la bande qui sépare deux opérations de découpage. Pour un même
nombre de pièce. Plus le pas est grand, plus la consommation de tôle est importante. Il s'avère donc
important d'optimiser la mise en bande, afin de réduire au mini les pertes de matière (voir fig. ci-dessus).
Définition du pourcentage de déchet
La qualification d'un choix de mise en bande est généralement réalisée au travers du calcul de pourcentage
de déchet. Pratiquement, il s'agit d'évaluer le rapport entre la surface de déchet et la surface totale de tôle
utilisée pour réaliser la pièce. En général l1= l2= e avec l1 et l2 ≥ 2mm (assurer une bonne tenue du déchet)
et % déchets = (Stôle - Spièce) / Stôle = (Sb - Sp) / Sb avec Sb = Stôle et Sp surfaces de la bande et de la pièce.
Application à l'étude de la pièce suivante :
10
8
Déterminer le pourcentage de déchets dans le cas
d'une mise en bande de la pièce en L :
20
a) Pour une mise en bande directe.
b) Pour une mise en bande à la retourne.
L’espace entre les découpes (l1) ainsi qu’entre les
découpes et le bord de la bande (l2 ) est de l1= l2= 4
mm.
Détermination de la surface de la pièce
10
Sp = S1 + S2
= 10 x 12 + 8 x 85
Sp = 800 mm2
20
-
85
8
S1
S2
85
53
Conception d’outillage
ESTC
-
Pr E. BOUDAIA
Déterminons le pourcentage de déchets dans le cas d'une mise en bande directe
Il est nécessaire de déterminer la surface de tôle utilisée pour produire une pièce.
Largeur de la bande : lb = 4+85+4= 93mm
Longueur de la bande : Lb = Pas = 20+4=24 mm
Surface de la bande : Sb = Stôle = Lb * lb
Sb = Stôle = (4+12+8) x (4+85+4) = 93*24 = 2232 mm2
La surface de déchets vaut donc
Sdéchet = Sb – Sp = 2232 - 800 = 1432 mm2
Le pourcentage de déchets vaut:
% déchet = Sdéchet / Sb x 100 = 1432 / 2232 x 100
% déchet = 64 %
-
Déterminons le pourcentage de déchets dans le cas d'une mise en bande à la retourne
Calcul réalisé pour la production de deux pièces.
Largeur de la bande : lb = 85+10+(4*3) = 107mm
Longueur de la bande : Lb = Pas = 20+4=24 mm
Surface de la bande : Sb = Stôle = lb * Pas
Sb = Stôle = (4+85+4+10+4) * (4+12+8) = 24*107
= 2568 mm
Le surface de déchets vaut donc
Sdéchet = Sb – Sp = 2568 – 1600
= 968 mm
Le pourcentage de déchets vaut :
% déchet = Sdéchet / Sb x 100
= 968 / 2568 x 100
% déchet = 37,8 %
Minimisation des déchets sur la bande
Cette condition implique une organisation rationnelle
des pièces sur la bande avec des espaces entre les
découpes ainsi qu’entre les découpes et le bord de la
bande, aussi réduit que possible avec toutefois une
condition impérative : la bonne tenue du squelette de la
bande. En générale, on applique les pertes minimales :
54
Conception d’outillage
ESTC
Pr E. BOUDAIA
Détermination du nombre de pièce par feuille de tôle
En industrie, on utilise des tôles normalisées de 1m x 2m. on va déterminer le nombre de pièce par feuille.
Deux cas sont possibles :
- Premier cas : on peut cisailler la feuille de tôle suivant la longueur.
Le nombre de bande par feuille : 𝑛𝑏/𝑓 =
Le nombre de pièces par bande : 𝑛𝑝/𝑏 =
1000
𝐿
2000
𝑃𝑎𝑠
avec L, l : sont la longueur et la largeur de la bande.
− 0,5
Le nombre de pièces par feuille : 𝑛𝑝/𝑓 = 𝑛𝑝/𝑏 × 𝑛𝑏/𝑓
- Deuxième cas : on peut cisaille la feuille de tôle suivant la largeur
Le nombre de bande par feuille : 𝑛𝑏/𝑓 =
2000
𝐿
et le nombre de pièces par bande : 𝑛𝑝/𝑏 =
1000
𝑃𝑎𝑠
− 0,5
Le nombre de pièces par feuille : 𝑛𝑝/𝑓 = 𝑛𝑝/𝑏 × 𝑛𝑏/𝑓
Barycentre des efforts de découpage
L’effort total de découpe transmis par la presse suivant l’axe du net porte outil, doit être réparti entre tous
les poinçons proportionnellement à leur travail particulier ; cette répartition s’établie en fonction de la
longueur de chacun des périmètres coupants et de sa distance au point d’application de la résultante des
efforts nécessités par le travail de chacun d’eux.
Ce point d’application ou centre de gravité, doit coïncider avec l’axe du nez porte-outil. Sa position se
détermine de la façon suivante :
1) Tracer deux axes de coordonnées OX, OY ;
2) Décomposer le périmètre coupant de tous les poinçons, couteaux compris, en éléments simples ;
3) Multiplier la longueur de chacun de ces éléments linéaires par la distance de son centre de gravité à
l’axe OX ;
4) Additionner les produits et diviser leur somme par celle des longueurs des éléments coupants ; le
quotient de l’opération exprime la distance du centre de gravité P à OX ;
5) Effectuer les mêmes opérations relativement à l’axe OY, pour déterminer la distance de P à cet axe.
Le point de rencontre des parallèles à OX et OY, menées aux distances trouvées, est le barycentre P.
Exemple de calcul du barycentre :
Le barycentre des efforts de découpage s’écrit comme suit :
𝑛
𝑛
𝑃𝑥 = ∑ 𝑥𝑖 𝑙𝑖 ⁄∑ 𝑙𝑖
𝑖=1
𝑛
𝑒𝑡
𝑖=1
Forme prismatique
𝑛
𝑛
𝑃𝑦 = ∑ 𝑦𝑖 𝑙𝑖 ⁄∑ 𝑙𝑖
𝑖=1
𝑖=1
avec ∑ 𝑙𝑖 = 𝑙𝑡𝑜𝑡𝑎𝑙
𝑖=1
Trou
Couteau
Px =
(10 × 30 + 21 × 22 + 32 × 20 + 26 × 12 + 20 × 10 + 15 × 10) + (45 × 31.4) + (69 × 24 + 81 × 3)
= 33.10
162.4
Py =
(28 × 30 + 13 × 22 + 23 × 20 + 33 × 12 + 38 × 10 + 43 × 10) + (23 × 31.4) + (11 × 24 + 9.5 × 3)
= 23.44
162.4
55
Conception d’outillage
ESTC
Pr E. BOUDAIA
Exercice : Crochet de cadre photo
Le sujet consiste à analyser un outil progressif pour
le crochet de cadre photo.
Données :
-
Matériau: acier doux (S42)
Épaisseur: 2 mm
Résistance au cisaillement: 35kg/mm2
Mise en bande :
Pas
LB
-
Déterminer les dimensions des poinçons et matrices pour chaque poste.
Déterminer le pas et la largeur de la bande.
Déterminer le pourcentage de déchets dans cette mise en bande.
Calculer l’effort total incluant l’effort d’éjection et l’effort d’extraction.
Calculer l’effort développé par la presse. (Fpresse = 1.5 x Ftotal)
Déterminer le barycentre des efforts de découpage.
56
ESTC
Conception d’outillage
Pr E. BOUDAIA
II. Cambrage
1. Principe
Le cambrage est un procédé de formage par déformation
plastique permettant d’obtenir, à partir d’une tôle, une pièce
développable. Il est effectué par une ou plusieurs opérations
successives sous l’action d’une force exercée sur la pièce.
2. Différents techniques de pliage
a) Pliage en frappe
Le poinçon entraîne les deux branches libres du pli jusqu’au contact des faces
intérieures de la matrice, il en résulte un écrouissage de la zone pliée et l’angle
obtenu est sensiblement égale à celui du vé.
Cette technique permet d’obtenir des pièces précises, mais elle nécessite des
efforts de pliage importants (environ 30t/m/mm d’ép.). Il faut un outillage pour
chaque angle et il est limité aux tôles jusqu’à 2 mm d’épaisseur. Le fait de
matricer l’intérieur du pli permet d’obtenir des angles très précis (±0,5°).
b) Pliage en l’air
Les branches libres du pli ne viennent pas au contact des faces
intérieures du vé. La limitation de la descente du poinçon et
l’écartement du vé, permettent d’obtenir les plis aux angles
désirés. Ce mode de pliage est couramment utilisé car les forces
appliquées sont environ 5 fois moins importantes que pour du
pliage en frappe.
57
ESTC
Conception d’outillage
Pr E. BOUDAIA
c) Pliage sur élastomère
Ce procédé consiste à remplacer la matrice en métal par un
coussin élastique en caoutchouc enchâssé dans un support
métallique.
Le pliage à l’aide d’un outil élastique convient particulièrement à
la mise en œuvre des tôles minces ayant reçues un traitement
superficiel. Cette technique a l’avantage de ne jamais marquer la
tôle, et nécessite des efforts très importants.
3. Outils spéciaux
Les outils utilisés pour le pliage sont en acier traité, et ils sont classés en deux catégories :
- Outils simples : de formes très varié, ils sont les plus utilisés en tôlerie, chaudronnerie.
- Outils combinés : ils peuvent effectuer plusieurs opérations simultanées (plusieurs plis, des
poinçonnages, découpages…). Ces outils sont très spécialisés et coûteux.
a) Pliage en V
Outillage simple, le poinçon est fixé sous le coulisseau de presse,
la matrice sur la table.
Un éjecteur facilite la récupération de la pièce et drageoir
positionne le flan sur la matrice.
b) Pliage en équerre
La zone pliée produit un effet de chasse qui
doit être compensé par une surface de
réaction. L’aile la plus courte qui celle qui
doit être relevée.
c) Pliage en U
- Pliage avec ailes extérieures (pièce 1): limité aux faibles hauteurs h, si h est importante la pièce est
réalisée en deux passes (figure ci-dessous).
- Pliage avec ailes intérieures (pièce 2): réalisé en deux opérations, ou en une opération (figure cidessous) avec un outil à cames mais longueur de pièce limitée.
58
Conception d’outillage
ESTC
Pr E. BOUDAIA
- Pliage fermé (pièce 3) : l’ébauche est faite en deux opérations, frappée ensuite sur mandrin intérieur
pour obtenir des cotes précises (figure ci-dessous)
Pliage avec ailes extérieur
en deux passe(a)
Pliage avec ailes intérieur en
deux passes(b)
Pliage avec outil à
cames(c)
En associant ces différentes méthodes, on peut produire des formes roulées ou bordées (figure ci-dessous).
(a)
(b)
a) trois opérations b) deux opérations
d) Pliage en Z
L’outil utilisé est simple et peu coûteux
mais fournissant des pièces peu précises.
L’outil est présenté en fin de course. Les
ressorts sont calculés pour qu’au cours de
la descente, le pliage s’effectue en premier
lieu en (a) sur l’arête de l’éjecteur, puis en
(b) lorsque la serre flan vient en butée sur
son support. Les parties frottantes sont
rapportées en acier dur.
Outil de pliage en Z
e) Quelques exemples de travaux réalisés sur presse plieuse
59
Conception d’outillage
ESTC
Pr E. BOUDAIA
4. Analyse de la déformation
Sous l’action du poinçon, la zone de déformation de la pièce est soumise à des contraintes de compression
pour les fibres intérieures (en contact avec le poinçon) et à des contraintes de traction pour les fibres
extérieures. Ces contraintes s’annulent sur la fibre non déformée dénommée la fibre neutre.
a) Position de fibre neutre
Le maintien de l’équilibre des sections l’une qui augmente, l’autre qui diminue provoque un déplacement
de la fibre neutre vers le rayon intérieur.
Le rayon de fibre est donné par la relation :
Rf = Ri + K.e
avec K : Coefficient qui dépend de rapport Ri /e
Ri /e
K
> 0.65
> 1.00
>1.50
>2.40
0.30
0.35
0.4
0.45
>3.80
0.50
b) Allongement de la fibre extérieure
C’est l’allongement supporté par les fibres les plus tendues. Il est défini par la relation :
𝐴% = 100
(𝑅𝑖 + 𝑒) − (𝑅𝑖 + 𝐾. 𝑒)
𝑅𝑒𝑥𝑡 𝛼 − 𝑅𝑓 𝛼
(1 − 𝐾)𝑒
= 100
= 100
𝑅𝑓 𝛼
𝑅𝑖 + 𝐾. 𝑒
𝑅𝑖 + 𝐾. 𝑒
60
Conception d’outillage
ESTC
Pr E. BOUDAIA
Exemple de calcul d’allongement pour un code :
On a :
𝑅𝑖
𝑒
8
= 6 = 1.33 K = 0.35
Donc
𝐴% = 100
(1 − 0.35) × 6
3.9
=
= 38.61%
8 + 0.35 × 6
10.1
5. Développement du flan
Connaissant la position de la fibre neutre on peut facilement calculer la longueur développée du flan par
deux méthodes.
Méthode des sections
Cette méthode consiste à décomposer la pièce en éléments
simples permettant de calculer rapidement la longueur
développée de flan par la somme de toutes les segments.
Le développement du flan est donné par la longueur de la
fibre neutre :
𝜋𝑅𝑓 𝛼
𝐿𝐷 = 𝐴 +
+𝐵
180
Si on considère la pièce de la figure ci-contre, la
longueur de son flan est donnée par :
𝐿𝑓 = 𝑙1 +
𝜋𝑅1 𝛼1
𝜋𝑅2 𝛼2
+ 𝑙2 +
+ 𝑙3
180
180
Méthode du calcul théorique:
Quel que soit la valeur de l’angle de pliage la longueur développée est donnée par la formule suivante :
𝐿𝐷 = 𝐴1 + 𝐴2 − 𝐶
Avec 𝐶 = 2(𝑅 + 𝑒) cot (
180−𝛽
2
𝜋
) − 180 (𝑅 + 𝑘𝑒)𝛽
Si la pièce contient (n) plis, on aura alors :
𝑛
𝑛
𝐿𝐷 = ∑ 𝐴𝑖 − ∑ 𝐶𝑖
𝑖=1
𝑖=1
La valeur de C peut être déterminé en utilisant l’abaque suivant :
61
ESTC
Conception d’outillage
Pr E. BOUDAIA
Extrait de l’ouvrage : Die Design Handbook, American Society of Tool and Manufacturing Engineers,
edited by Mc Graw-Hill Book Company, p. 2-15.
Exemple d’utilisation :
Données : rayon de pliage R = 4,8mm, angle de pliage = 30 (ouvert), épaisseur de la tôle e = 1,5mm.
Résultat : la valeur de C est donnée par la courbe située à l’intersection de la droite qui joint les valeurs
de R et de e et l’horizontale passant par . Ici C=1,5mm.
62
Conception d’outillage
ESTC
Pr E. BOUDAIA
6. Côtes machine (côte de mise butée)
La cote machine Cm est la distance entre la butée
et l’outil (axe de vé ou l’arête du contre Vé). C’est
la côte de référence du pli de la pièce.
𝐶𝑚 = 𝐴1 − 𝐶 /2
Sachant que
𝐿𝐷 = 𝐴1 + 𝐴2 − 𝐶
7. Rayon et Angle du poinçon à utiliser en pliage
Pendant l’opération de pliage et sous l’action du
poinçon, la tôle est pliée d’un angle α1.
Lorsque le poinçon se relève l’angle s’ouvre
légèrement jusqu’à un angle α2 différent de α1.
Ce phénomène, appelé retour élastique, est dû à
un relâchement des contraintes élastiques. On
appelle angle de retour élastique α = α2 -α1
Rayon de poinçon
Pour obtenir des pièces à des cotes précises, il faut tenir compte
du retour élastique au moment de la conception de l’outillage.
D’où le rayon du poinçon à utiliser en pliage :
𝑅𝑝 =
𝑅
𝑅𝑒 𝑅
1 + 3 𝐸𝑒
avec Rp : Rayon de l’outil de pliage (mm), R : Rayon de la pièce
final (mm), Re : Limite élastique (N/mm2), E : Module
d’élasticité de la tôle (N/mm2) et e : Épaisseur de la tôle (mm).
Angle de poinçon
La fibre neutre de la tôle garde une longueur constante au cours
du pliage et au cours du retour élastique, on a : 𝛼0 𝑅𝑓0 = 𝛼𝑅𝑓
donc :
𝛼
𝛼0
=
𝑅𝑓0
𝑅𝑓
= 𝐾 avec 𝛼0 angle de l’outil de pliage, 𝛼
angle à obtenir. La valeur de K dépend du rapport 𝑅𝑖 ⁄𝑒 et du
matériau à plier voir abaque ci-dessous.
63
Conception d’outillage
ESTC
Pr E. BOUDAIA
Pour déterminer les paramètres de l’outil de pliage :
𝑅𝑖⁄
𝑒 =𝐾
𝐾=
𝑅0 + 𝑒⁄2
𝑅0 = 𝐾(𝑅 + 𝑒⁄2) − 𝑒⁄2 𝑎𝑣𝑒𝑐 𝛼0 = 𝛼⁄𝐾
𝑅 + 𝑒⁄2
Remarque
Après formage, par élasticité résiduelle, le pli s'ouvre légèrement :
- En l'air : 2 à 3°
- Avec frappe : 0,5 à 2°
Position du pli : ± 0,1 à ± 0,2 mm pour 1 < e ≤5 mm
Pour
un
rapport
⁄
𝑹𝒊 𝒆 = 𝟏𝟎, on trace
la
verticale
qui
coupe l'allure du
matériau de la tôle
(acier inoxydable).
A partir de ce point,
on trace l'horizontale
qui détermine la
valeur de K=0.7
Abaque du Coefficient de retour élastique
8. Calcul de l’effort de pliage
La connaissance de l’effort à fournir dans le pliage est utile pour le choix de la presse, pour cela on utilise
les formules expérimentales ou les abaques.
L’effort de pliage dépend de plusieurs facteurs englobant :
64
Conception d’outillage
ESTC
Pr E. BOUDAIA
- Le matériau (la résistance, l’épaisseur)
- La forme de la pièce (en V, Z, U, …)
- La façon d’exécution du pliage (pliage avec poinçon et matrice ou avec plaque pivotante).
- Le frottement entre le demi-produit et l’outillage.
- La vitesse de déformation…
a) Le pliage en V
Pliage sans frappe :
L’effort de pliage exercé par le poinçon est donné par la
formule suivante :
𝐹1 = 𝐾
𝐿𝑒 2 𝑅𝑚
𝑣
où Rm : la résistance mécanique du métal à plier (N/mm2),
L: longueur pliée, e : épaisseur de la tôle (mm), v : ouverture
du Vé (mm) et K : un coefficient dépendant de V.
Coefficient K en fonction de V
Exemple : Pour une ouverture du Vé de (15e mm), On trouve un coefficient K=1.2.
Pliage avec frappe :
L’effort : 𝐹2 = 2𝐹1
65
ESTC
Conception d’outillage
Pr E. BOUDAIA
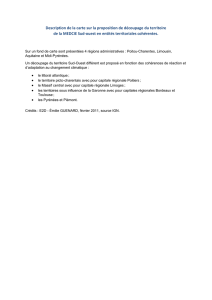
Effort de pliage pour un acier de résistance 400 <Rm<450 N/mm2
Cet abaque est établi pour un acier (400 < Rm < 450 N/mm2). Étant donné l’épaisseur e de la tôle à pliée
et le rayon de pliage R, on détermine la force F qui sera multiplier par (104 N/m) par mètre de longueur
pliée. Par ailleurs l’abaque indique la largeur minimale du bord b ainsi la largeur du Vé (6 <V <8.e).
𝑒 = 2𝑚𝑚
Exemple : Pour {𝑣 = 10𝑚𝑚, l’effort est donné par F = 27.104 N/m, pour L=2m F = 54.104 N
𝐿 = 2𝑚
b) Pliage en U
Sans frappe
L’effort est fortement tributaire du jeu entre poinçon et matrice. Si le
jeu=épaisseur nominale de la tôle + tolérance maximale, l’effort peut être
défini par la relation ci-dessous, avec a est la largeur du pli :
2
𝐹3 = 𝐿𝑅𝑚 𝑒(1 + 𝑒/𝑎)
3
Avec frappe
La relation 𝐹4 = 2,5𝐹3 permet d’obtenir de bons résultats.
66