ISET KELIBIA- DGM TRAVAUX DIRIGES N°4 1ére GM
Enseignant : M. Chokri Travaux dirigés : Procédés et méthodes de production 2
Semestre 2
Page 1
FABRICATION D’UNE EQUERRE D’ASSEMBLAGE DES PORTES
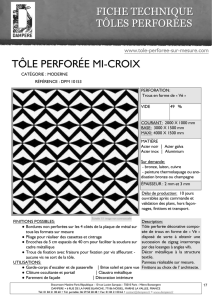
Le sujet porte sur l’étude de réalisation d’une série de 12 000 pièces d’une équerre d’assemblage
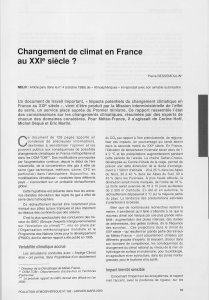
en acier zingué représenté à la figure 1. La production ce fait à partir d’une bobine en bande de tôle
d’épaisseur e = 2 mm. La bobine vaut 100 mètres de longueur et de 30 mm de largeur sur une presse
mécanique à alimentation automatique. La presse est représentée à la figure 2, sa cadence est de 300
pièces par jour, une journée représente 10 heures de travail avec 1 heure de pause.
On donne :
Matière de la tôle : acier inox
e = 2 mm (Epaisseur de la tôle)
Rc = 0,8 x Rm N/mm² (Résistance au cisaillement)
Rm = 500 N/mm²
D = 850 N/mm² (Dureté de la matière)
Vp = 20m/mn (Vitesse préférée de poinçon)
Va = 30m/mn (Vitesse d’avance de tapis)
Z = 10 mm (zone dangereuse)
L’effort nécessaire pour effectuer l’extraction de la pièce est évalué selon l’importance de la
surface de tôle entourant le poinçon.
Pour un découpage en pleine tôle, avec d'important déchet, Fextraction = 7% Fdécoupage
Pour une faible perte de métal (déchet faible), Fextraction = 2% Fdécoupage
Calcul de l’effort fourni par la presse Fpr : Fpr Fd + Fext+Fdev
L’énergie consommée en découpage, détermine le choix de la machine soit : Em > Ed
• Em : énergie nominale de la machine en Joules.
• Ee : énergie de découpage pendant le formage en Joules.
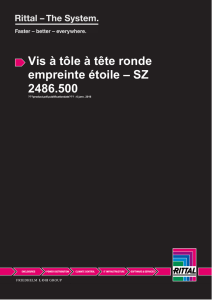
Figure 1 : Pièce finie
30 mm
15 mm
6 mm
4 trous
4 mm

ISET KELIBIA- DGM TRAVAUX DIRIGES N°4 1ére GM
Enseignant : M. Chokri Travaux dirigés : Procédés et méthodes de production 2
Semestre 2
Page 2
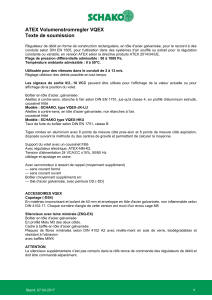
Figure 2 : Bobine et machine utilisée
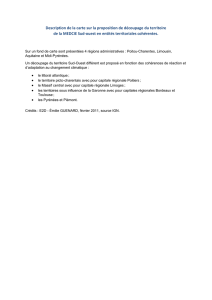
Figure 3 : Position du poinçon
Presse mécanique
Zone dangereuse Poinçon
Course du poinçon h Tôle
Matrice
Plateau de la presse

ISET KELIBIA- DGM
Enseignant : M. Chokri
Travaux dirigés
TRAVAIL DEMANDE :
1°/-
Etablir les phases de processus de fabrication de la pièce proposée
2°/-
Proposer une solution de mise en bande de découpage et poinçonnage de la pièce finie ? Représenter
sur la bande la position proposée de la pièce, ainsi le
3°/-
Calculer le nombre des pièces réalisées à partir de la bobine de 100 mètres (n’est pas compté la
première et la dernière pièce), Conclure
4°/-
Calculer le nombre des bobines de 100 mètres pour réaliser le lot des pièc
5°/-
Calculer le pourcentage des déchets
les déchets totales par rouleaux
donné que Le pou
rcentage de déchets vaut : %
6°/-
Calculer l’effort total de poinçonnage totale Ft
7°/- Calculer le travail
de découpage
8°/-
Calculer la puissance de découpage P
9°/-
Citer les critères de choix de la presse adéquate pour réaliser cette pièce
10°/-
Calculer le tonnage de poinçonnage
Ton = P x e x D avec (P
: Périmètre de
presse compatible pour accomplir les opérations de poinçonnage
11°/-
Compléter les figures du poinçon de diamètre 4 mm de la matrice et la tôle à poinçonner, représenter
tous les pa
ramètres géométriques de 3 éléments
12°/-
Compléter les noms des composants de système de
bande ?
TRAVAUX DIRIGES N°4
Travaux dirigés
: Procédés et méthodes de production
Page 3
Etablir les phases de processus de fabrication de la pièce proposée
?
Proposer une solution de mise en bande de découpage et poinçonnage de la pièce finie ? Représenter
sur la bande la position proposée de la pièce, ainsi le dégagement m=e et le pas p
Calculer le nombre des pièces réalisées à partir de la bobine de 100 mètres (n’est pas compté la
première et la dernière pièce), Conclure
?
Calculer le nombre des bobines de 100 mètres pour réaliser le lot des pièc
Calculer le pourcentage des déchets dans le cas d'une mise en bande à la retourne
les déchets totales par rouleaux
? Le pourcentage max définit par la norme est de 5%, conclure
rcentage de déchets vaut : %
déchet = (Sdéchet / Stôle) x 100.
Calculer l’effort total de poinçonnage totale Ft
p?
de découpage
Wdt de 8 trous 4 mm ?
Calculer la puissance de découpage P
dt pour une vitesse des poinçons V
p = 20m/mn
Citer les critères de choix de la presse adéquate pour réaliser cette pièce
?
Calculer le tonnage de poinçonnage
de 8 trous 4 mm en même temps
?, utiliser cette formule
: Périmètre de
découpe, e : épaisseur de la tôle , D
: Dureté de la matière).
presse compatible pour accomplir les opérations de poinçonnage
?
Compléter les figures du poinçon de diamètre 4 mm de la matrice et la tôle à poinçonner, représenter
ramètres géométriques de 3 éléments
(dépouille, forme,
longueur …
Compléter les noms des composants de système de poinçonnage et la pièce dans ca position sur la
1ére GM
: Procédés et méthodes de production
2
Semestre 2
Proposer une solution de mise en bande de découpage et poinçonnage de la pièce finie ? Représenter
dégagement m=e et le pas p
?
Calculer le nombre des pièces réalisées à partir de la bobine de 100 mètres (n’est pas compté la
Calculer le nombre des bobines de 100 mètres pour réaliser le lot des pièc
es à fabriquer, Conclure ?
dans le cas d'une mise en bande à la retourne
unitaire par pièce et
? Le pourcentage max définit par la norme est de 5%, conclure
? Étant
p = 20m/mn
?
?
?, utiliser cette formule
: Dureté de la matière).
Choisir la
Compléter les figures du poinçon de diamètre 4 mm de la matrice et la tôle à poinçonner, représenter
longueur …
etc.
poinçonnage et la pièce dans ca position sur la

ISET KELIBIA- DGM TRAVAUX DIRIGES N°4 1ére GM
Enseignant : M. Chokri Travaux dirigés : Procédés et méthodes de production 2
Semestre 2
Page 4
A partir de l’effort que nous avons trouvé, on a opté pour une presse " 500KN col de cygne"
qui a les bonnes caractéristiques.
Machines : Presses mécaniques à col de cygne
Presses mécaniques à col de cygne, aménage à rouleaux, avance bande, dévidoir, redresseur
de bande.
1
/
4
100%