Énergie pneumatique : Cours sur l'air comprimé et ses applications
Telechargé par
ludovic.farez

1
Techniques pneumatiques E.PRESTA 11/05
1.
Introduction
L’automatisation, grande utilisatrice de technologie pneumatique pour la partie
puissance essentiellement, provoque une forte évolution en croissance de la
consommation d’énergie pneumatique.
Toutes les industries manufacturières utilisent l’air comprimé très adapté dans les
process discontinus pour l’obtention simple de mouvements sur les machines
électropneumatiques.
La connaissance du mode de production de cette énergie et du
dimensionnement des appareils de fonctionnement présents sur chaque machine est
devenue indispensable.
L’air comprimé est l’une des formes les plus anciennes de l’énergie que
l’homme su domestiquer pour organiser différents travaux et ajouter à ses forces les
avantages issus de sa production.
Il y a plus de deux mille ans, un Grec, Ktésibios, développe un canon pneumatique
pour augmenter la portée du tir.
En 1857, l’air comprimé sert au percement du tunnel de Mont-Cenis ; en 1880,
Westinghouse invente les freins à
air comprimé.
En 1888, près de 200 kilomètres de tuyaux sont installés dans les égouts de Paris
pour créer la poste pneumatique qui permet, jusqu’en 1984, aux bureaux de poste
d’échanger des courriers.
Désormais, toute entreprise industrielle est équipée d’un système central de
production d’air comprimé et d’un réseau de distribution, afin de disposer dans tous ses
ateliers de l’énergie pneumatique tout comme de l’électricité.
L’automatisation est, bien sûr, une activité industrielle grande consommatrice
d’énergie pneumatique pour la partie puissance et quelquefois la partie commande.
Cette énergie est obtenue par compression de l’air ambiant à pression
atmosphérique.
Néanmoins, l’air puisé ainsi à l’atmosphère contient deux constituants nuisibles : les
poussières et la vapeur d’eau.
On verra un peu plus tard les moyens à mettre en oeuvre pour les éliminer
Remarque : si l’on compare la pneumatique à l’hydraulique, deux questions peuvent
venir à l’esprit :
• Pourquoi la pneumatique utilise-t-elle des pressions de 6 à 8 bars et pas 50 à
250 bars comme en hydraulique ?
Le travail de compression de l’air pour obtenir une pression significative
entraîne un dégagement de chaleur qui constitue une perte d’énergie et altère le
rendement de la production de cette énergie.
8 bars est donc un seuil ou le rendement est économiquement acceptable.
• Pourquoi la pneumatique peut être une énergie distribuée alors qu’en
hydraulique elle est produite au pied de la machine ?
Cette différence est due aux pertes de charge du fluide dans les canalisations qui
dépendent de la tuyauterie, du carré de la vitesse et de la masse spécifique du fluide.
Ainsi, tous facteurs égaux par ailleurs, les pertes de charge hydrauliques sont 100
fois supérieures à celles de la pneumatique.
L’
énergie
pneumatique

2
Techniques pneumatiques E.PRESTA 11/05
1. Propriétés physiques
L’air considéré comme gaz parfait répond aux lois régissant ces gaz : lois de Boyle-
Mariotte, de Gay-Lussac et de Laplace.
Dans l’usage courant qui en est fait industriellement, seule la Loi de Boyle-Mariotte
doit être rappelée.
2. Composition de l’air
Cet air, constitué à 78 % d’azote, 21 %
d’oxygène et 1% d’hydrogène, de gaz
carbonique et de gaz rares, est un fluide
élastique qui se comporte comme un gaz parfait.
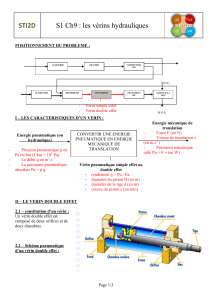
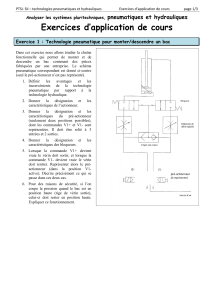
3. la pression atmosphérique
La pression atmosphérique est causée par le
poids de l’air au dessus de nous. La pression
diminue lorsque on gravit une montagne et
augmente lorsque l’on descend dans une mine
Elle varie sous l’influence des conditions
météorologiques
On voit les valeurs de la pression
atmosphérique sur une carte météorologique
Les lignes appelées les isobares montrent les
découpes des pressions en mbar.
Elles aident à prévoir la force et la direction
du vent.
4. Atmosphère standard
Une atmosphère standard est définie par l’Organisation Internationale de
l’Aviation Civile.
La pression et la température au niveau de la mer est de 1013.23 mbar à 15 °C
(288K)
5. Atmosphère ISO
Recommandation ISO R 554
Atmosphère standard pour évaluer des composants ou les équipements
• 20
0
C, 65% d’humidité, 860 à 1060 mbar
• 27
0
C, 65% d’humidité, 860 à 1060 mbar
• 23
0
C, 50% d’humidité, 860 à 1060 mbar
Bas
1015 mb
1012 mb
1008 mb
1000 mb
996 mb
Bas
1015 mb
1012 mb
1008 mb
1000 mb
996 mb
T
héorie de
l’air comprimé
1013.25 m bar1013.25 m bar
Composition en Volume
Azote 78.09% N
2
Oxygène 20.95% O
2
Argon 0.93% Ar
Autres 0.03%

3
Techniques pneumatiques E.PRESTA 11/05
Tolérances ± 2
O
C ± 5% d’humidité
Tolérances réduites ± 1
O
C ± 2%RH
La norme fait référence à l’atmosphère à laquelle les essais effectués à d’autres
atmosphères peuvent être corrigés
• 20
O
C, 65% d’humidité, 1013 mbar
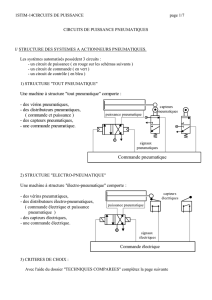
6. Baromètre de mercure
La pression atmosphérique peut être mesurée comme
une colonne de fluide dans un tube vide
760 mm Hg = 1013.9 mbar approximativement
Pour un baromètre à eau la hauteur serait de 10 m.
(Hg = 13.6 X densité de H
2
O)
Le vide se mesure en Torr
1 mm Hg = 1 Torr
760 Torr = pression atmo.
0 Torr = vide total
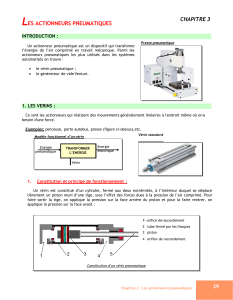
7. Le vide
L’utilité du vide est évidente dans les machines
industrielles.
La préhension de pièces et le moulage sous vide en sont des exemples
8. La pression
La pression constitue la première grandeur fondamentale de la pneumatique.
La mesure de la pression des fluides se fait souvent en relatif, c’est-à-dire en
donnant la différence entre la pression du fluide et la pression atmosphérique.
Elle est appelée pression relative ou manométrique ; si l’on admet que la
pression atmosphérique de référence est de 1 bar en absolu, alors on a la relation
suivante :
P absolue = P relative + P atmosphérique
P absolue = P relative + 1 avec P en bars.
Unités
1pascal = 1N/cm
2
1 bar = 100000 N/m
2
(Newtons par mètre carré
1 bar = 10 N/cm
2
760 mm Hg760 mm Hg
Ventouses Mise en forme de thermoplastiques

4
Techniques pneumatiques E.PRESTA 11/05
Pour des petites pressions on utilise le
millibar mbar
1000 mbar = 1 bar
Le système anglo-saxon utilise la livre par
pouce carré
1 psi = 68.95mbar
14.5 psi = 1bar
Il y a beaucoup d'unités de mesure de pression.
Certaines d'entre elles et leurs équivalents sont inscrits ci-dessous.
1 bar = 100000 N/m
2
1 bar = 100 kPa
1 bar = 14.50 psi
1 bar = 10197 kgf/m
2
1 mm Hg = 1.334 mbar approx.
1 mm H
2
O = 0.0979 mbar approx.
1 Torr = 1mmHg abs (pour le vide)
Le tableau suivant donne les conversions pour toutes les autres unités usitées.
Cela signifie que lorsque nous lisons 6 bars sur un manomètre, il faut comprendre
que c’est une valeur de pression relative.
En pression absolue, sa valeur est 6 + 1 = 7 bars
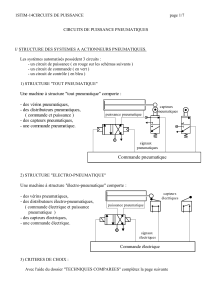
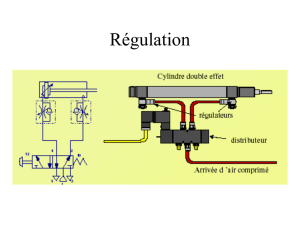
9. Air comprimé pour l’industrie
Les pressions sont définies en pression relative
(ou manométrique)
Le zéro sur cette échelle correspond à la
pression atmosphérique
La pression relative = p
a
+ p
atm
Pour des calculs rapides on suppose
1 atmosphère = 1000 mbar
Pour des calculs précis
1 atmosphere = 1013 mbar
Commande
Fluidique
Vérins
Moteurs
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Pression absolue pa
Pression relative ou manométrique pm
Vide total
Atmosphere
Essais
d’étanchéïté
Commande
Fluidique
Commande
Fluidique
Vérins
Moteurs
Vérins
Moteurs
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Pression absolue pa
Pression relative ou manométrique pm
Vide total
Atmosphere
Essais
d’étanchéïté

5
Techniques pneumatiques E.PRESTA 11/05
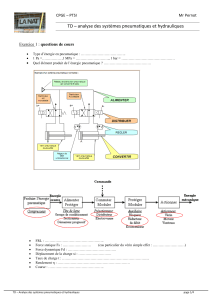
Poussée
=
D
2
4
p
daN
π
10. Pression et force
L'air comprimé génère une force de valeur constante
sur chaque surface de contact interne d’un
l'équipement
Le liquide dans un récipient sera pressurisé et
transmettra cette force
Pour chaque bar de pression manométrique, 10
Newtons sont générés uniformément sur chaque
centimètre carré.
La poussée développée par un piston sous l’action de la
pression est la surface utile multipliée par la pression
où
D = le diamètre du cylindre en cm
p = la pression en bar.
La force agissant latéralement sur un
cylindre est la surface projetée multipliée par la
pression
Cette force permet de dimensionner
l’épaisseur du cylindre
Où
D = diamètre du cylindre en cm
l = longueur de la chambre sous
pression
p = pression en bar
Si les deux entrées d'un cylindre sont connectées à la même source de pression, la
tige sortira en raison de la différence de surface de l'un ou de l'autre côté du piston
Si un par un vérin à double tige on applique la pression de cette façon il sera en
l'équilibre et ne se déplacera dans aucune direction
D cm
P bar
D cm
P bar
l
D
l
D
Force =
D
. l . p
daN
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
1
/
137
100%