Université MOULAY ISMAIL
École national supérieur d’arts et métiers
Rapport du Travaux pratique de procédés de
fabrication TOURNAGE
Réaliser par :
KELTOUM TABAMMOUTE
HASSNAA KADI
SOUMAYA EL AKKAOUI
IDRISSA NOUHOU MAAZOU
THIOMBANE OUSMAN
Encadré par :

INTRODUCTION
l’usinage est une famille de procédés de fabrication de pièces par enlèvement de copeaux.
Le principe de l’usinage est d’enlever de la matière de façon à donner à la pièce brute la
forme et les dimensions voulues, à l’ aide d’une machine-outil. Par cette technique, on
obtient des pièces d’une grande précision.
En effet, avant que la pièce sera prête ,elle passe par une série de procédés à savoir
l’estampage, l’extrusion…qui déterminent la forme de la pièce et l’usinage ne constitue
qu’une étape de finition pour la pièce, qui est parfois superflu, donc il constitue une
alternative à d’autres formes de processus de procédés.
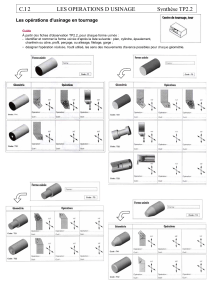
Le tournage consiste à réaliser des pièces dont les formes sont issues d’une révolution
d’un profil autour d’un axe, créant un volume tel un cylindre, une cône, une toupie…
Il apparait opportun de commencer ce rapport de TP en remercient Monsieur
pour l’opportunité qu’il nous a accordée et qui consiste à réaliser le procédé de
tournage au sein du département mécanique. Nous tenons à remercier enfin tous
ceux qui ont contribué de près ou du loin à la rénovation du département.
REMERCIEMENT

But DU TP
L’objectif de ce TP de se familiariser avec un tour en exécutant les opérations élémentaires
de tournage.
Mode opératoire

Outils et porte outils
•Un outil de coupe se compose d’un corps et une queue. Un corps zst la
partie de l’outil portant les éléments coupants ou les plaquettes, la
queue de l’outil est la partie par laquelle celui-ci fait maintenu. La partie
de l’outil qui intervient directement dans l’opération de coupe (les
arrêts, la face de coupe et les faces de dépouilles) est appelée partie
active.

Types d’ouTil
ARS
• Sont élaborés à partir d’un
acier faiblement allié
subissant un traitement
thermique. Ils ne
permettent pas une vitesse
de coupe élevée car un
échauffement très
important élimine la
trempe de l’outil, et crée
donc un effondrement
rapide de l’arrête de coupe.
Fabrication par coulée en
coquille ou par métallurgie
des poudres
CARBURES
•Il en existent de toutes
formes pour chaque type
de matériaux et pour
chaque type d’usinage. Ils
se présentent sous la
forme d’une plaquettes
que l’on vient fixer sur un
porte outil. Le
remplacement de la
plaquettes est donc très
rapide. Ils sont souvent
revêtu d’un carbure plus
dur.
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
1
/
20
100%