Traitement des crasses d'aluminium : techniques et procédés
Telechargé par
ericeongozi

DOSSIER
e traitement des crasses
d'aluminium
par Fayez KASSABJI, François CLEMENDOT,
EDF, Direction des Etudes et Recherches
Mots-clé :
Crasses
d'aluminium,
Traitement
des déchets
métallurgiques,
Fours rotatifs.
Les déchets de l'aluminium, crasses
blanches et crasses noires, eux-mêmes
traités traditionnellement avec ajout de
sels, donnent lieu à un résidu, le laitier.
La mise en décharge de ce dernier
n'étant plus autorisée, deux options sont
possibles : le traitement du laitier,
ou le traitement des crasses sans ajout
de sels.
INTRODUCTION
Les crasses d'aluminium proviennent des deux voies
d'élaboration de ce métal : la voie primaire, par électrolyse
d'alumine fondue et la voie secondaire ou affinage qui
recycle les déchets d'aluminium. Ces filières génèrent deux
types de crasses (blanches et noires) qui se forment à la sur-
face de l'aluminium liquide par oxydation et nitruration de
ce dernier.
Les crasses blanches, provenant de l'élaboration de l'alu-
minium primaire, représentent environ 2 à 3 % de la pro-
duction de métal et contiennent de 50 à 80 % d'aluminium.
Les crasses noires, provenant de l'affinerie de l'alumi-
nium, contiennent de 20 à 60 % d'aluminium. Elles renfer-
ment, en outre, une forte proportion de sels ajoutés à la
charge (déchets d'aluminium, crasses blanches, crasses
noires). Ces sels, constitués généralement de chlorures de
sodium et de potassium, sont destinés, d'une part, à protéger
l'aluminium de l'oxydation et de la nitruration par l'air et,
d'autre part, à modifier les tensions superficielles des com-
posés liquides de façon à améliorer le rendement de récupé-
ration de l'aluminium.
Selon les procédés thermiques utilisés et les teneurs ini-
tiales en aluminium des crasses, la proportion d'ajout de sels
dans la charge peut varier de 1,2 à 1,5 fois le poids d'impu-
retés contenues (environ 1/3 de sels pour 2/3 de crasses
contenant 60 % d'aluminium). Le recyclage poussé au maxi-
mum des crasses noires en four tournant génère une crasse
finale : le laitier de sel ou scorie saline qui contient essentiel-
lement des sels (> 40 %), de l'aluminium ( 5 %), de l'alu-
mine et des nitrures. La mise en décharge de ce laitier de sel
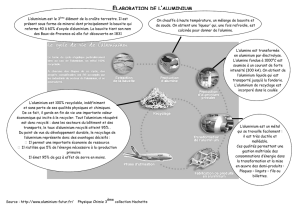
L'élaboration de l'aluminium génère deux types de
crasses : les crasses blanches et les crasses noires.
Elles contiennent encore une forte proportion
d'aluminium. Le recyclage en four tournant permet
d'en récupérer une partie et il reste « le laitier ».
Le traitement des crasses, effectué principalement
par des procédés thermiques, peut se faire avec
ou sans ajout de sels. Les fours rotatifs à plasma
ou arc transféré font partie des procédés étudiés
pour réduire les apports de sels.
Ces techniques électriques, qui permettent de
mieux récupérer l'aluminium piégé, génèrent
moins de déchets que les procédés traditionnels.
Ces déchets sont en outre stockables en décharge,
voire valorisables sous la forme de remblais. Les
faibles volumes de gaz introduits et l'absence de
sels simplifient fortement le système de contrôle
anti-pollution. Enfin, les techniques électriques sont
moins énergivores que les procédés traditionnels.
n'est actuellement plus autorisée. Afin de remédier à ce pro-
blème, deux voies sont possibles : curative ou préventive. La
première consiste en un traitement, généralement chimique,
du laitier ; la seconde, qui traite le problème en amont,
consiste à recourir à une technique pour le traitement des
crasses qui permette de s'affranchir de l'ajout de sels.
LES TECHNIQUES DE TRAITEMENT
DES CRASSES ET DES LAITIERS
D'ALUMINIUM
On peut distinguer deux types de traitements. Le traite-
ment des crasses effectué principalement par des procédés
thermiques et celui des laitiers qui met en oeuvre des procé-
dés chimiques. Parmi les traitements des crasses, on peut
également considérer les traitements avec ajout de sels et
ceux sans ajout. Les traitements actuellement effectués de
façon industrielle ou en cours de développement, sont indi-
qués ci-dessous.
Les traitements de crasses blanches avec ajout
de sels ou de fondants
Le procédé RSF (Rotary-Salt-Furnace) est le plus répan-
du. L'action thermique du brûleur (à fuel ou oxy/gaz) est
REE
N'3
S'I'te'ill " e 1995

L'ÉLECTRICITÉ AU SERVICE D'UNE INDUSTRIE PROPRE
2. Valorisation des rejets et des déchets
complétée par l'action mécanique du four tournant (rupture
des gangues d'alumine qui emprisonnent l'aluminium
fondu) et l'action physico-chimique des sels (protection
contre l'oxydation et la nitruration associée à une modifica-
tion des tensions superficielles des différents composés
liquides).
Les principaux avantages de ce procédé sont liés aux
faibles dépenses d'installation, de fonctionnement et de
main-d'uvre pour la conduite du four.
Ce procédé présente cependant un certain nombre
d'inconvénients liés principalement à l'ajout de sels : coût
des sels, énergie à fournir à ce surplus de matière
(1 000 kWh/t de charge), génération de scories salines
(1 tonne pour ! tonne de crasse traitée) qui entraîne des
coûts de traitement ultérieurs (mise en décharge interdite
depuis mars 1995), émanation de gaz au cours du traitement
(traitement), volume important de poussières émises. Par
ailleurs le taux de récupération de l'aluminium contenu
dans les crasses n'est au maximum que de 75 %.
Différentes variantes de ce procédé ont été développées
dans le but de diminuer la quantité de sels introduite. Ces
variantes résident en une amélioration de l'effet méca-
nique : le four tournant est également basculant. L'effet
mécanique supplémentaire permettrait de réduire l'effet
physico-chimique apporté par les sels, d'où la diminution
des quantités introduites. Les procédés Scepter/MFS aux
USA et Remetal en Espagne auraient été développés sur ce
thème. Cependant, compte tenu du durcissement de la légis-
lation sur les résidus lixiviables, ces procédés utilisant des
sels sont, à terme, condamnés.
Un programme pilote a été engagé (en 91) en Afrique du
Sud par Mintek pour le développement d'un four à arc à
courant continu à électrode creuse utilisant des fondants
(silice et chaux) pour scorifier l'alumine. Nous ne connais-
sons pas l'état actuel de développement de ce pilote. Mais il
semble que les industriels de ce pays s'intéressent
aujourd'hui plutôt aux techniques électriques mettant en
oeuvre des technologies plasma sans ajout de sels.
Un procédé équivalent utilisant également un four à arc à
courant continu et un ajout de fondants a été étudié par
ADP (Advent Process Engineering) au Canada sous contrat
CMP (Center for Materials Production)/EPRI. Il semblerait
que cette technique soit également abandonnée compte tenu
du développement des techniques plasma qui ne requièrent
pas de sels.
Une autre technique basée sur un arc électrique transféré
a été développée par BOC/ARCO. L'arc est transféré au
bain au moyen d'une cathode en tungstène. Dans ce procé-
dé, qui fonctionne sous argon, de la chaux est introduite
dans le but de former deux couches liquides : l'aluminium
surnageant au-dessus d'une couche d'aluminate de calcium.
A notre connaissance, il n'existe pas de références indus-
trielles de ce procédé.
Les traitements de crasses blanches sans ajout
de sels ou de fondants
Un procédé de traitement de crasses blanches d'alumi-
nium exempt de sels, utilisant un four tournant chauffé par
un brûleur oxy-fuel, a été récemment développé par Aga,
Hoogovens Aluminium et Man GHH. Ce procédé, Alurec,
a été testé durant l'année 1994 sur une installation pilote à
la Fondation pour la Recherche Métallurgique (MEFOS) à
Luleâ en Suède. A l'issue des huit premiers traitements
d'essai, le taux de récupération de l'aluminium (métal
fondu/crasses chargées) serait de l'ordre de 45 à 60 % pour
une consommation énergétique voisine de 350 à 400 kWh/t
et pour des coulées de 6 t/h.
Deux procédés utilisant un four rotatif et un plasma ou un
arc transféré fonctionnent actuellement à une échelle indus-
trielle pour le traitement de crasses d'aluminium sans ajout
de sels.
Le procédé breveté par Alcan (protégé en Europe par les
brevets EP 400 925 et EP 322 207) a été développé dans
une première étape sur un système pilote utilisant une
torche à plasma d'air ou d'azote de 1 MW montée sur la
porte d'un four tournant d'une capacité de trois tonnes.
Dans une seconde étape, la construction d'une usine com-
merciale pouvant traiter 15 000 t/an de crasses blanches a
été réalisée à Joncquières en 1989. Cette usine utilise deux
fours de neuf tonnes équipés chacun d'une torche de
1,5 MW. Alcan a vendu une licence d'exploitation à la
firme Plasma Processing Corporation qui a construit aux
USA une usine d'une capacité de 40 000 t/an, en exploita-
tion depuis 1991.
Les principaux avantages de ce procédé résident principa-
lement dans l'absence de sels, donc des inconvénients cités
précédemment. La technologie du four est étudiée de telle
façon que l'on peut contrôler l'atmosphère dans le four. Le
four est étanche et le système d'évacuation impose une
légère surpression, évitant ainsi toute entrée d'air. Le four
accepte différentes tailles de crasses : des blocs de grande
dimension (plusieurs cm) peuvent être directement chargés
sans broyage initial. Le faible volume de gaz introduit (gaz
plasmagène air ou azote) et l'absence de sels simplifient
fortement le système de contrôle anti-pollution. La seule
émission significative est la poussière produite par le char-
gement des crasses. Cette poussière, principalement compo-
sée d'alumine est collectée par un système conventionnel.
Les oxydes issues des crasses ultimes appelés NMP (Non-
MetaHic-Products) peuvent être utilisés pour certaines
applications commerciales (réfractaires, céramiques,...).
On notera en particulier que, pendant l'étape pilote, envi-
ron 400 tonnes de crasses de différentes natures, plus ou
moins riches, ont été traitées. Parmi ces crasses, certaines
provenaient de la première et de la seconde fusion
d'alliages contenant du magnésium.
Hydroquébec, à l'origine du procédé exploité par Alcan,
a souhaité faire évoluer cette technologie plasma pour le
traitement des crasses d'aluminium vers un procédé plus
performant. Dans ce nouveau procédé, Droscar, la torche à
plasma est remplacée par un arc électrique transféré entre
deux électrodes en graphite avec injection centrale d'un
faible débit d'Argon dans la cathode. Cette technologie est
énergétiquement plus rentable et nécessite moins d'investis-
sement en capital. La suppression du système de refroidis-
sement limite les pertes thermiques et améliore la sécurité.
REE
N'3 1995

Crasses d'aluminium
L'absence de gaz plasmagène diminue les coûts d'investis-
sements et de fonctionnement. Cette absence de gaz plas-
magène, qui minimise l'oxydation et la nitruration de l'alu-
minium, améliore donc le rendement de récupération de
métal. De plus, la quantité de gaz produite est par consé-
quent très réduite.
Le pilote industriel est équipé d'un four de 650 kW qui
traite 3 500 t/an. Le cycle de traitement incluant le charge-
ment des crasses, la coulée de l'aluminium et le décharge-
ment du laitier est d'environ 65 minutes, soit i tonne à
l'heure. La consommation d'énergie électrique est voisine
de 375 kWh/t. La consommation des électrodes de graphite
est voisine de 1 kg/t de crasses. Une installation industrielle
comportant un four de 1,5 mW pouvant traiter 7 000 t/an
devrait être construite à Bécancour pour Recyclage
d'Aluminium du Québec (RAQ).
Des brevets protégeant cette technologie ont été déposés
(au Canada : brevet 2,030,727 Ottawa du 20juillet 1993 ;
aux USA : brevet 5,247,627 Washington du 14 septembre
1993). Néanmoins, Hydroquébec est d'accord pour céder
des licences d'exploitation à des clients potentiels. Par
exemple, une licence a été cédée à RAQ, une grande société
de recyclage de crasses au Canada pour l'usine de
Bécancour qui devrait traiter, à terme, 15 000 tonnes de
crasses par an avec une puissance de 2 MW.
Les traitements de laitier ou scorie saline
Les traitements de laitier d'aluminium (ou crasse ultime),
à l'échelle industrielle, s'effectuent par voie humide. Ces
procédés permettent de récupérer 80 % de l'aluminium
métallique contenu dans le laitier et la totalité du sel de
fonte. Ces deux produits retournent directement aux usines
d'aluminium secondaire. Un produit à teneur élevée en alu-
mine est en outre récupéré, dont une partie peut être com-
mercialisée. La technique de traitement s'effectue en deux
étapes : un broyage associé à un tamisage qui permet de
séparer l'aluminium des autres matériaux. La seconde
étape, humide, consiste en un lavage des sels pour obtenir
une saumure qui sera concentrée. Cette dernière est ensuite
traitée dans une installation d'évaporation-cristallisation
puis centrifugée pour obtenir le sel fin de recyclage. Le
lavage du sel s'accompagne d'un dégagement gazeux (H,,
CH4'NH3'ainsi que de l'hydrogène phosphoré et sulfuré).
Ces gaz sont inflammables. Un traitement relativement
complexe de ces gaz s'avère donc nécessaire.
En Europe, deux technologies sont utilisées : en Italie, le
procédé Engitec, développé par Engitec Impianti S.p.A et
Berzelius Umwelt-Service A.G. (BUS) en Allemagne. Une
c
technologie similaire a également été développée par
c c
Sulzer-Escher Wyss en Suisse.
Engitec a construit sa première installation en 1977 en
Italie. Sa capacité est de 21 000 t/an. Cette installation a été
entièrement rénovée en 1988. En Allemagne, BUS, en col-
laboration avec Lurgi, a construit en 1987 une installation
capable de traiter 60 000 t/an à Lünen. En automne 1991, la
capacité de l'installation a été augmentée à 150 000 t/an.
Depuis 1992, une autre entreprise de recyclage de BUS
fonctionne à Hanovre avec une capacité de 90 000 t/an.
En France, deux projets de traitement de laitier ont été
envisagés : RVA à Ste Menehould et SIRE à Beautor,
capables de traiter respectivement à terme 60 000 et
120 000 t/an (le marché national étant évalué de 40 à 60 000
t/an). Le projet SIRE est abandonné. Le projet RVA n'est
toujours pas opérationnel depuis deux ans. En effet, la par-
tie broyage fonctionne mais l'étape de traitement des sels
n'est pas démarrée. Au niveau national, compte tenu de la
législation actuelle, il n'existe pas de solution de traitement
des laitiers d'aluminium.
BILAN COMPARATIF DES PRINCIPALES
TECHNIQUES DE TRAITEMENT
DE CRASSES D'ALUMINIUM
Actuellement, les seules techniques industrielles ou
industrialisables pour le traitement des crasses d'aluminium
sont le four tournant traditionnel (RSF) et les techniques
plasma Alcan et Droscar. La première correspond à la tech-
nologie actuelle avec ajout de sels qui, à terme, sera
condamnée compte tenu des laitiers qu'elle génère. Les
deux procédés de substitution basés sur des techniques
plasma ne nécessitent pas de sels et suppriment donc le
traitement de laitier actuellement problématique dans
l'hexagone.
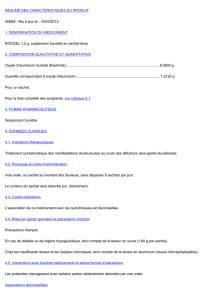
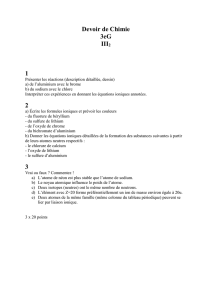
Afin de comparer ces différentes techniques, des bilans
énergétiques et de matières ont été effectués dans le cas du
traitement de crasses blanches contenant 50 % en masse
d'aluminium métallique (fig. 1). Le tableau 1 reprend les
principaux chiffres.
Le tableau 1 indique que, dans le cas d'une crasse
blanche contenant 50 % d'aluminium, l'énergie à fournir est
Tableau 1. - Principaux bilans énergétiques et de masse pour une tonne de crasses introduite
Procédé
RSF
Alcan
Droscar
Energie fournie
c
fournie
(kWh)
630
657
473
Energie électrique
fournie
(kWh)
0
475
473
Energie transférée ! A) récupéré. AI perdu Résidt
à la charge (kg) (kg)
(kWh)
336 (53 %) 475 (95 %) 25 (5 %) 625
316 (67%) 453 (90,5%) 47 (9,5%) 566
316 (67%) 475 (95 %) 25 (5%) 525

L'ÉLECTRICITÉ AU SERVICE D'UNE INDUSTRIE PROPRE
2. Valorisation des rejets et des déchets
a) Carburant/air/0
a) Carburant/air/O ?
Perres par la
cheminée,
134kWli (2l,,)
Énergie
6.30 kwli (100%)
par ua perres par 1a porre
,.ée 1541, kWh (25%)
i (2 1 Perres à rravers
61kWh (
Charge 336 kWh (5.37,)
t
s à travers les parois
6 kWh (1 ')
b)
Eau de
refroidissemenc
157 kWh (24%
Torche à plasma
Énergie électrique
475 kWI, (72%)
e
ic cheminée
ent 24kWh p
(24% (4%)
'- -2 1
Aluminium récupéré
Crasses Aluminium perdu
1000kg \
d'aluminium 25 kg (5%)
1000 kg
Résidus
Flux salé
100 kg
Peaes par la porte
154 kwli (23%)
Pertes à travers les parois
6 kwli (1 %)
A
Flux salée
100 kg
b) Torche à plasma
-7---
Oyciation
179 kWh (27%) 3 kWh (15y,)
c) Électrodes de graphite
Charge 316 kWh (48%)
>
Crasses
d'aluminium
1000 kg
Aluminium récupéré'
Aluminium perdu 453 kg (9015%)
47 kg (915%) -%/
(57, dans les résidus
3,5 % oxydé, l%nit % nirrure)
Perces par la porte
154 (32%)
1S
üL2
Résidus
66
q 1
c) Électrodes de graphite
Énergie électrique
47 3 kWh (100%)
Pertes à travers les parois
6 kWh (1 % »
Charge,316 kWh (67%)
Crasses
d'aluminium
1000 kg
Aluminium récupéré "
Aluminium perdu 475 kg (95%)
2 5 kg (5 %) v
y 1
Résidus
_5
1. Bilans de consommation énergétique et de distribution par tonne de crasses à gauche ainsi que bilans de masse par tonne de
crasses à droite dans le cas du traitement de crasses blanches contenant 50 % en masse d'aluminium métallique. Trois procédés
ont été utilisés : a) brûleur oxylfuel, b) procédé Alcan (torche à plasma), c) procédé Droscar (électrodes de graphite).
25 % plus faible avec les procédés électriques qu'avec la
technologie traditionnelle. L'énergie transférée à la charge
est d'environ les 2/3 de l'énergie fournie pour les procédés
électriques et seulement la moitié pour le four tournant
conventionnel. Les pertes thermiques sont plus importantes
dans le procédé Alcan que pour la technologie Droscar.
Dans tous les cas, le taux de récupération de l'aluminium
dépasse les 90 %. Les procédés plasma, notamment
Droscar, génèrent moins de résidus, qui sont en grande par-
tie valorisables car ils ne contiennent pas de sels.
CONCLUSION
Les seules techniques industrielles ou industrialisables
actuelles pour traiter les crasses d'aluminium sont le four
rotatif équipé de brûleurs conventionnels et les fours tour-
nants de technologie plasma ou arc électrique Alcan et
Hydroquebec (Droscar). Ces derniers présentent l'intérêt de
s'affranchir de l'ajout de sels à la charge à traiter contraire-
ment à la technique traditionnelle. Au niveau du process, le
volume réel à traiter est moins important (environ 30 % de
moins), ce qui entraîne une réduction en énergie (outre le
coût des sels), et des coûts de traitement des fumées... Par
ailleurs, la mise en décharge du laitier d'aluminium (crasses
ultimes) ne serait plus autorisée à partir du 30 mars 1995.
Or, au niveau national, il n'existe pas actuellement de sites
de traitement de ce type de laitier. Le projet SIRE, issu de la
technologie développée par BUS en Allemagne, est aban-
donné et le projet RVA n'est toujours pas opérationnel. Les
crasses à traiter doivent donc être acheminées soit en
Allemagne (BUS) soit en Espagne (Remetal). Le coût de ce
traitement (transport inclus) peut être estimé à 1 200-
1500 F/t, selon la nature des crasses.
Les technologies plasma et arc électrique présentent
l'intérêt de ne pas recourir à des sels pour le traitement des
crasses. Ces technologies sont donc énergétiquement plus
efficaces et conduisent à de meilleurs rendements de récu-
pération que les traitements traditionnels. En particulier,
dans le procédé Droscar, l'absence de gaz plasmagène per-
met d'obtenir un très bon rendement de récupération de
l'aluminium par une minimisation de l'oxydation et de la
nitruration du métal, associé à une production très faible de
gaz et de poussières. L'absence d'eau de refroidissement
dans ce procédé est, de plus, un atout d'économie d'énergie
(moins de pertes thermiques) et de sécurité.
Fayez KASSABJI, est Docteur Ingénieur. Après un
début de carrière au CEA-Saclay en 1973, puis au
CNRS à partir de 1977, il entre à EDF-Direction des
Etudes et Recherches en 1985. Il y est actuellement
Ingénieur de Recherches, responsable de projets plasma
dans les secteurs de la métallurgie, de la chimie, des
matériaux et de la mécanique.
François CLEMENDOT, est ingénieur du CNAM.
Entré à EDF-Direction des Etudes et Recherches en
1978, il y est actuellement chargé de projets sur les
applications des techniques électriques dans l'industrie
des non-ferreux.
...
à, îà i
p
le', , l,
i4,
REE
','3 1995
1
/
4
100%