LA
SOCIETE
NEPERLOG
France
L'entreprise NEPERLOG Franee, filiale pour le marché français
de
NEPERLOG
CORPORATION
INTERNATIONAL connaît quelques difficultés. Son chiffre d'affaires est
en
hausse
constante
mais
sa
rentabilité
n'est
pas
à la
hauteur
des
attentes
de
la
maison
mère.
D'autre
part,
il
lui
est
nécessaire
d'investir
plusieurs
millions
d'euros
pour
soutenir
un
développement important, mais la holding américaine exige que l'entreprise réalise ces
dépenses par autofinancement.
Le Directeur Général estime que
la
"Supply Chain" est certainement perfectible.
II
fait appel à
vous pour finaliser cctte étude.
Vous serez amené à exploiter les résultats
d'un
audit logistique, qui a été réalisé
sur
les bases
d'un
référentiel
spécifique,
mis
au
point
cn
collaboration
avec
1l'Aslog.

2
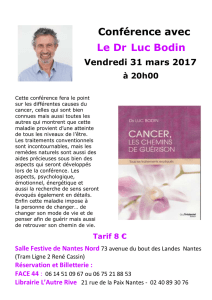
Organigramme
et
structure
de
l'entreprise.
Roger
SACHOT
Directeur
général
Comité de
direction
François PERNOD
D.
Administratif
et
Raymond
TROLLIET
D.
Commercial
Nathalie
PERSON
D.
des
Ressources
Financier
Humaines
Dominique
FERREUX
D.
du
Marketing
Daniel
HINGOUET
D.
Industriel
Etienne
Jean
Jean
Paul
Torres
D. Régional Paris
et
Nord
Force de vente,
Dépôt
de Créteil
Dépôt
d'
Amiens
Franz
Luxar
Directeur
du
site
de
Autun
Informatique
Dépôt matières prem.
Fabrication
Conditionnement
Maurice
Hortz
Dépôt
central
produits
physiques
sodas
cola
Dépot
régional
Autun
Achats
Yves
Le
Cargouet
D. Régional
Grand
Ouest
Approvisionnements
Force
de
vente
Dépôt
de
Montluçon
Dépôt
de
Toulouse
Jean
François
Pirus
Directeur
du
site
de
Nantes
Dépot matières prem.
Fabrication
Conditionnement
André
Martin
D.
régional
Grand
Est
Force de vente
Dépôt de Nancy
Dépot
d'Arles
Dépôt
usine
produits
physiques
sodas
truits
Dépot régional Nantes

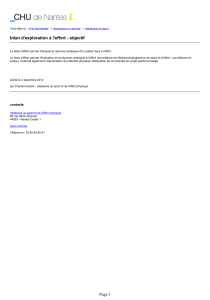
DOSSIER
DISTRIBUTION
PHYSIQUE
ORGANISATION
DE
LA
DISTRIBUTION
PHYSIQUE
Les
dépôts
régionaux
livrent
les
secteurs
suivants
Amiens
(Picardie)
Créteil (Ile de France)
Naney
(Lorraine)
Nantes
(pays
de
Loire)
Montluçon
(Auvergne)
Autun
(Bourgogne)
Toulouse ( Midi Pyrénées)
Arles
(Provence
C.
d'Azur)
Nord
Pas
de
Calais,
Picardie,
Haute
Normandie
Ile de
France
Champagne
Ardennes, Lorraine,
Alsace
Basse
Normandie,
Bretagne,
Pays
de
Loire
Centre, Poitou-Charentes,
Limousin,
Auvergne
Bourgogne,
Franche
Comté, Rhóne Alpes
Aquitaine,
Midi
Pyrénées
Languedoc Roussillon,
Provence
C.A.,
Corse
Chaque
usine
(Autun
et
Nantes)
pour
les
produits
qu'elle
fabrique
dispose
d'un
entrepôt
(dépôt) central primaire.
Il reçoit toute la production. Son stock est égal à une semaine de ventes nationales
Chaque dépôt régional est approvisionné par ce dépôt central.
Les
dépôts
régionaux
de
Autun
et
de
Nantes,
bien
que
dans
le
même
bâtiment
sont
gérés
indépendamment des entrepôts centraux. ll sont gérés comme les autres dépõts rgionaux.
Pas de transport routier entre l'usine et l'entrepôt central.
Les
approvisionnements
des
dépôts
régionaux
s'effectuent
par
camion
complet
de
25
tonnes
sauf
en
ce
qui
concerne
les
dépôts
régionaux
de
Autun
et
de
Nantes
pour
les
produits
fabriqués
à
lusine.
Ces
dépôts
sont
en
effet alimentés
directement
du
dépôt
central
par
chariot
élévateur
puisque
le
bâtiment
est
commun.
Dans chaque dépôt régional
il
y a un stock permanent
composé:
du
stocks circulant, égal à 2 semaines
de
ventes
du
stock
de
sécurité calculé par application
de
la
loi
normale
et
égal
à
1,6
semaines
de
ventes.
Les
clients
exigent
une
livraison
sous
trois
jours
après
transfert
de
leur
commande,
ce
qui
nécessite
pour
le
transport,
une
livraison
le
jour
B
pour
tout
envoi
enlevé
le
jour
A
avant
18
heures.

19
DOSSIER
INTERVIEWS
5
personnes
ont
été
interviewées:
Nathalie PERSON. Directrice des ressources humaines
François
PERNOD, Directeur administratif
et
financier
Daniel HINGOUET, Directeur industriel
Raymond TROLLIET, Directeur Commercial:
Jean
François
PIRUS,
Directeur
du
site
de
Nantes:
André MARTIN, Directeur régional du grand Est.:
Interview de Nathalie PERSON,
Directrice
des ressources
humaines.
La
définition
des
responsabilités
logistiques2
Les choses sont clairement identifiées dans notre entreprise.
Chaque
direction
a
une
mission
précise,
qui
lui
est
propre.
Chaque
directeur
est
maître
chez
lui.
Il
n'y a pas d'interpénétration entre les différents services. Lorsqu'il y a conflit, l'arbitrage
est
rendu
par
le
Directeur
Général.
Les approvisionnements sont pris en charge par un service spécialisé de la Direction
administrative et financière. Le service de Maurice HORTZ suit les évolutions des stocks de
matières premières ou d'articles de conditionnement et par un système informatique est alerté
dès que le stock descend en dessous d'un seuil qu'il s'est fixé.
Il
lance alors une commande.
La production est gérée dans chaque usine à partir du stock de produits finis du dépôt central.
Les livraisons aux clients sont sous la responsabilité des directeurs commerciaux régionaux
qui gèrent les dépôts régionaux,
sauf
bien entendu les
dépôUs
régionaux de Autun et de Nantes
sous
le
contrôle des directeurs d'usine.
La raison d'être de notre entreprise, c'est
la
vente de boissons. Toute notre stratégie est bâtie
sur ce principe.
En
premier lieu, nous définissons
le
plan stratégique commercial élaboré. Les

20
capacités
de
production
sont
alors
calculées
et
le
reste
de
la
logistique
s'adapte
à
ce
plan.
C'est
comme
dans
une
campagne
militaire,
l'intendance
suit
les
décisions
stratégiques.
La
politique
en
matiere
de
formation ?
Aucun plan de formation
n'existait
en
logistique,
ni
pour le personnel
logistiqueni
pour
quiconque n'existait lorsque j'ai pris
mes
fonctions
il
y a deux ans. Seules des formations pour
les commerciaux étaient organisées.
Mais
en
accord avec Roger
SACHOT,
j'ai remis à plat toute la stratégie de formation à
lintérieur
de
l'entreprise.
Aujourd'hui,
le
personnel
logistique
opérationnel
reçoit
une
formation
aux
techniques
qui
correspondent à
sa
mission .
En
cas
de
changement,
une
formation à
la
nouvelle activité
est
organisée.
Mais outre une formation spécifique à son poste ,
il
reçoit aussi une formation plus globale lui
permettant de bien saisir
son
rôle dans l'ensemble de la chaîne. Cette formation est
réactualisée régulièrement selon
un
plan
annuel
mis
en
place avec
les
organisations
syndicales.
Depuis
deux
ans
en
outre,
tout
le
personnel
de
l'entreprise
reçoit
également
une
formation
régulièrement réactualisée sur
la
logistique
dans
sa
globalité,
mais
également sur 1'évolution
des techniques.
Interview
de
François
PERNOD,
Directeur
administratifet
financier
Les achats
et
les approvisionnements:
Les
achats
et
les
approvisionnements
sont
sous
la
responsabilité
du
responsable
du
service,
Maurice
HORTZ.
Je
lui
donne
comme
directive
de
rechercher
toujours
le
fournisseur
le
moins
disant.
Nous
exigeons
de
ces
fournisseurs
de
nous
livrer
franco
usines,
à
un
prix
rendu
identique
pour
chacune
de
nos
usines.
Nous
ne
voulons
pas
nous
compliquer
la
vie
en
gérant
nous-mêmes
les
transports.
Nous
ne
passons
pas
d'engagement
particulier
avec
ces
fournisseurs,
car
nous
voulons
garder
la
possibilité
de
trouver,
même
pour
un
"coup
particulier"
un
prix
meilleur.
Alors
bien
sur,
nos
fournisseurs
ne
peuvent
pas
nous
garantir
ni
délais
ni
flexibilité.
C'est
le
revers
de
la
médaille.
Les
commandes
d'approvisionnement
sont
simples.
Dès
qu'un
stock
passe
en-dessous
d'un
seuil fixé une fois par an, nous passons une commande
pour
une quantité fixe, elle-même
déterminée
une
fois
par
an.
Le
systèmne
informatique:
Tous les logiciels informatiques ont été conçus et développés en interne.
Chaque
site
dispose
de
son
propre
système
informatique.
 6
7
8
9
10
6
7
8
9
10
1
/
10
100%