Rapport TP de TN03 Héloïse FULPIN
Tournage
13/10/10 UTC-Lycée Mireille Grenet
Objectif :
L’objectif de ce TP est de réaliser une pièce en tournage à l’aide des machines mises à
disposition. On possède une pièce cylindrique brute que l’on va devoir usiner.
Le principe du tournage :
Le tournage est un principe d’usinage qui met en
rotation la pièce (le plus souvent cylindrique ou
conique) fixée à une broche, puis qui approche un outil
coupant de cette pièce ce qui va retirer de la matière.
On parle alors d’usinage par enlèvement de matière
sous forme de copeau.
La machine dont on dispose est un tour à 2 axes
(X, Y), c'est-à-dire qu’on à 2 mouvements possibles. Un
mouvement de translation sur l’axe longitudinal (X) et un
de translation sur l’axe transversal (Y).
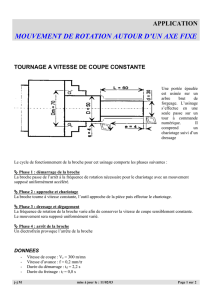
Etude préalable :
Avant de lancer la machine, on doit régler les vitesses de rotation et d’avance de la
machine.
La vitesse de rotation correspond à la vitesse de la broche tenant la pièce entrainée en
rotation. Elle se calcule à l’aide de la formule suivante :
- N en tour/min. C’est elle qu’on entre sur la machine.
- Vc en m/min. La vitesse de coupe : c’est une donnée du
constructeur. Elle dépend du matériau à usiner, du genre de travail
(ébauche ou finition) et du matériau de l’outil.
- D en mm. C’est le diamètre initial de la pièce avant usinage.
Une fois N calculée, on cherche une valeur qui s’en
approche le plus sur la table de vitesse au niveau de
l’embrayage.
La vitesse d’avance correspond à la vitesse à laquelle
avance l’outil on peut l’observer sur les manivelles en mode
automatique. On entre de la même manière f en mm/tr sur
l’embrayage.
Différents usinages abordés :
- Dressage : Il s’agit d‘enlever de la matière sur la face perpendiculaire à l’axe de la
broche elle forme un disque.
- Chariotage : Il s’agit de retirer une épaisseur sur une certaine longueur le long du cylindre.
- Chanfreinage : On enlève de la matière sur une arête externe avec un angle donné
(souvent 45°). On incline pour cela l’outil de l’angle voulu et on usine sur une distance
voulue.
1 Le tour
2 Tableau de commande et embrayages

- Perçage : Pour cela, on retire la pointe indiquant l’origine (que l’on verra plus tard) on
monte dans un premier temps une pointe coupante pour faire un pré trou. Puis, on monte
enfin le foret de taille voulu. On l’avance jusqu’à la paroi à percer, la machine étant en
rotation. La pièce tournant, c’est elle qui forme le trou. Afin de se repérer, on se fit au
repère sur la manivelle préalablement réglée tout en sachant qu’un tour de manivelle
représente 1mm.
Nous décrirons par la suite de façon plus technique le dressage et le chariotage.
LE DRESSAGE
Manipulations préalables :
1) Monter la pièce dans les mores de la broche. On ne
détachera pas la pièce de toute la manipulation sur le premier côté pour
éviter toutes incertitudes supplémentaires.
2) On se sert de la pointe d’origine pour régler l’outil, elle est
dans l’axe de la broche. On approche celle-ci avec la manivelle. Pour le
dressage, on utilise un outil coudé et on fait concorder l’angle inférieur
gauche (celui qui devrait toucher la paroi en premier) avec le bout de la
pointe. On défini ainsi l’origine sur l’outil.
Manipulations d’usinage :
3) On tangente l’outil avec la pièce afin de définir l’origine sur
les manivelles de commande. Pour cela, on lance la pièce
en rotation, on approche doucement l’outil de la face
extérieur, dès que l’on observe un premier copeau (léger)
on règle le « zéro » de la manivelle longitudinale en faisant
concorder l’origine avec la marque du support. On dégage
ensuite l’outil transversalement (vers nous) et on arrête la
rotation de la machine.
4) On a décidé de faire un enlèvement de matière en 2
passes, c'est-à-dire que l’on fera 2 passages consécutifs de
l’outil sur la face. On divise l’usinage en plusieurs passages
afin de limiter les efforts trop forts que pourraient subir un
passage de l’outil pour un usinage trop profond. Cela
permet aussi d’ajuster les réglages et de vérifier les mesures
pour plus de précision à la seconde passe. On règle donc la
manivelle longitudinale sur la distance voulue (1mm par
exemple).
5) On lance l’usinage. Pour cela, on lance en
rotation la pièce. Ensuite on lance le mouvement
transversalement vers le fond en mode automatique. On
arrête l’usinage une fois que l’on a passé un peu plus de la
moitié de la pièce.
6) S’il reste une bosse au centre, c’est que notre
outil est trop haut. S’il reste un petit cylindre, c’est qu’il est trop
bas.
3 Mores de la broche
4 Outil coudé
5 Dressage

LE CHARIOTAGE
Manipulations préalables :
1) De même que précédemment, on règle l’outil, cette
fois un outil droit, avec la pointe. On place l’angle
supérieur gauche (celui qui touchera en premier la
paroi cylindrique) sur le bout de la pointe pour placer
l’origine.
Manipulations d’usinage :
2) De même que précédemment, on tangente. Pour un
chariotage, on tangente en transversal et en longitudinal. On
tangente en longitudinal comme pour le dressage et on sort
en transversal vers nous, puis on tangente contre la paroi
cylindrique en transversal et on ressort longitudinalement. On
a alors 2 origines, l’une sur la manivelle longitudinale, l’autre
sur la manivelle transversale. On peut ensuite se décaler
longitudinalement et transversalement de la distance
calculée.
3) Cette fois ci, on fait un usinage en 3 passes de 3mm environ
par passe (3,5/3,5/2,9 pour ma pièce). On déplace la
manivelle transversale de la valeur de la première passe (3,5). On lance ensuite
l’usinage en mouvement longitudinal en mode automatique. Tout en regardant les
graduations de la manivelle longitudinale, on arrête ensuite le mode automatique
environ 2mm avant la fin (pour une profondeur de 10mm par exemple, on s’arrête à
8mm). On fini d’avancer à la main. On répète cette étape
autant de fois qu’il y a de passes en ajoutant à la valeur en
transversale précédente la nouvelle passe pour ne pas
déplacer le zéro se qui limite les incertitudes.
6 Pointe
7 Outil droit
8 Graduation manivelle longitudinale
9 Chariotage
1
/
3
100%