1
CFmnLog
TECHNIQUE GENERALE
TECHNIQUE DU FROID
COURS DE BASE
Edition : juillet07 YSH04054

2
Sommaire
1
GENERALITES
1.1 Introduction
1.2 Modes de production du froid et applications
1.3 Eléments de physiques
1.3.1 Température
1.3.2 Chaleur
1.3.3 Puissance
1.3.4 Pression
1.3.5 Changement d'état
2
LES FLUIDES FRIGORIGENES
2.1 GENERALITES
2.2 CLASSIFICATION
2.2.1 Les composés inorganiques
2.2.2 Les composés organiques
2.2.2.1 Les corps purs
2.2.2.2 Les mélanges
2.2.2.3 Les hydrocarbures
2.3 IMPACTS ENVIRONNEMENTAUX
2.3.1 Destruction de la couche d’ozone
2.3.2 Réchauffement de la planète
2.3.3 Caractérisation des impacts environnementaux
2.3.4 Récupération des fluides frigorigènes
2.3.4.1 Frigorigène récupéré
2.3.4.2 Récupération
2.3.4.3 Recyclage
2.3.4.4 Régénération
2.3.5 Les contaminants des fluides frigorigènes
2.3.6 Choix d’un fluide frigorigène
2.4 Les huiles frigorigènes
3
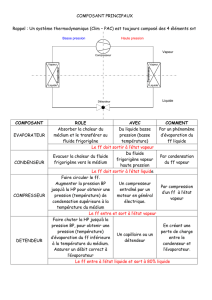
ORGANES PRINCIPAUX D’UNE MACHINE FRIGORIFIQUE
3.1 GENERALITES
3.2 LES COMPRESSEURS
3.2.1 Technologie des compresseurs
3.2.2 Les compresseurs volumétriques
3.2.3 Les compresseurs centrifuges
3.2.4 Association Moteur Compresseur
3.2.4.1 Les compresseurs hermétiques

3
3.2.4.2 Les compresseurs ouverts
3.2.4.3 Les compresseurs semi hermétiques ou semi ouverts
3.2.5 Comparaison des principales caractéristiques des compresseurs
3.3 COMPRESSEUR A PISTONS HERMETIQUE
3.3.1 Principe de fonctionnement
3.3.2 Dispositifs de transfert d’énergie
3.3.2.1 Arbre excentrique et arbre vilebrequin
3.3.2.2 Les bielles
3.3.2.3 La garniture d’étanchéité
3.3.2.4 Le carter
3.3.2.5 Les dispositifs de lubrification
3.3.2.6 Le piston
3.3.2.7 Les soupapes ou clapets
3.3.2.8 Dispositifs de variation de puissance
3.4 LES CONDENSEURS
3.4.1 Technologie des condenseurs
3.4.2 Les condenseurs à air
3.4.2.1 Les condenseurs à air à convection naturelle
3.4.2.2 Les condenseurs à air à convection forcée
3.4.2.2.1 Condenseurs à air à convection forcée verticaux
3.4.2.2.2 Condenseurs à air à convection forcée horizontaux
3.4.3 Les condenseurs à eau
3.4.3.1 Les condenseurs à double tube
3.4.3.2 Les condenseurs bouteilles
3.4.3.3 Les condenseurs multitubulaires
3.4.3.4 Les condenseurs à plaques brasées
3.4.3.5 Notion de groupe de condensation
3.4.4 Sous refroidissement des condenseurs
3.4.5 Systèmes de refroidissement des condenseurs à eau
3.4.5.1 Les Aérorefroidisseurs
3.4.5.2 Les Tours de refroidissement
3.4.5.2.1 Les tours de refroidissement à circuit ouvert
3.4.5.2.2 Les tours de refroidissement à circuit fermé
3.4.5.2.3 La notion d’approche des tours de refroidissement
3.4.5.3 Les condensateurs évaporatifs
3.4.6 Echanges thermiques dans les condenseurs
3.5 LES DETENDEURS
3.5.1 Technologie des détendeurs
3.5.2 Les tubes capillaires
3.5.3 Les détendeurs thermostatiques
3.5.3.1 Les détendeurs thermostatiques à égalisation de pression interne
3.5.3.2 Les détendeurs thermostatiques à égalisation de pression externe
3.5.3.3 Les détendeurs MOP
3.5.4 Les détendeurs électroniques
3.6 LES EVAPORATEURS
3.6.1 Technologie des évaporateurs
3.6.2 Evaporateurs à détente sèche
3.6.3 Evaporateurs noyés
3.6.4 Les évaporateurs à eau
3.6.4.1 Les évaporateurs double tube
3.6.4.2 Les évaporateurs du type serpentin

4
3.6.4.3 Les évaporateurs multitubulaires
3.6.4.3.1 Les évaporateurs multitubulaires noyés
3.6.4.3.2 Les évaporateurs multitubulaires à détente sèche
3.6.4.4 Les évaporateurs du type échangeur à plaques
3.6.5 Les évaporateurs à air
3.6.5.1 Les évaporateurs à convection naturelle
3.6.5.2 Les évaporateurs à convection forcée
3.6.6 Surchauffe des évaporateurs
3.6.7 Echanges thermiques dans les évaporateurs
3.6.8 Dégivrage des évaporateurs
3.6.8.1 Dégivrage par circulation d’air ambiant
3.6.8.2 Dégivrage à l’eau
3.6.8.3 Dégivrage à la saumure
3.6.8.4 Dégivrage par résistances électriques
3.6.8.5 Dégivrage par gaz chauds
4
ORGANES ANNEXES D’UNE MACHINE FRIGORIFIQUE
4.1 LE RESERVOIR DE LIQUIDE
4.2 LA BOUTEILLE ANTI-COUPS DE LIQUIDE
4.3 LE SEPARATEUR D’HUILE
4.4 L’ECHANGEUR DE CHALEUR LIQUIDE VAPEUR
4.5 LES POMPES
4.6 LES VENTILATEURS
4.7 LE FILTRE DESHYDRATEUR
4.8 LES VOYANTS
4.9 ELIMINATEUR DE VIBRATIONS
4.10 ELECTROVANNE
4.11 ORGANES DIVERS
4.11.1 Le désurchauffeur
4.11.2 Le silencieux de refoulement
4.11.3 Les purgeurs d’incondensables
4.12 REGULATEUR d’ EVAPORATION
4.13 REGULATEUR de CAPACITE
4.14 REGULATEUR de PRESSION DE CONDENSATION
4.15 REGULATEUR de DEMARRAGE
4.16 RDK
4.17 REGULATION PROTECTION MINIMUM
5
ORGANES DE COMMANDE ET DE SECURITE
5.1 LES ORGANES DE ROBINETTERIE
5.1.1 Les robinets manuels d’isolement
5.1.2 Les robinets 3 voies
5.1.3 Le clapet de non retour
5.1.4 Les robinets manuels de réglage
5.1.5 Les robinets manuels de purge d’huile
5.1.6 Le robinet 4 voies d’inversion de cycle
5.2 LES THERMOSTATS
5.3 LES PRESSOSTATS
5.4 AUTRES DISPOSITIFS

5
5.4.1 Contrôleur de débit
5.4.2 Soupapes de sûreté
5.4.3 Protections électriques
6
REGULATIONS TYPES DES INSTALLATIONS FRIGORIFIQUES
6.1 SCHEMA TYPE D’UNE INSTALLATION FRIGORIFIQUE
6.2 REGULATION PAR ACTION DIRECTE
6.3 REGULATION PAR TIRAGE AU VIDE AUTOMATIQUE
7
CALCUL DES MACHINES A COMPRESSION DE VAPEUR
7.1 REGIME DE FONCTIONNEMENT
7.2 LE CYCLE FRIGORIFIQUE
7.2.1 Le cycle frigorifique de référence
7.2.2 Le cycle théorique
7.2.3 Le cycle parfait
7.2.4 Le cycle réel
8
ENTREPOSAGE FRIGORIFIQUE
8.1 GENERALITES
8.1.1 Processus d’altérations des aliments
8.1.2 Agents responsables de l’altération des aliments
8.1.2.1 Les enzymes
8.1.2.2 Les microorganismes
8.1.3 Chaîne du froid
8.1.4 Réfrigération
8.1.5 Congélation
8.1.6 Surgélation
8.1.7 Atmosphères contrôlées
8.1.8 Opérations préliminaires et complémentaires
8.1.8.1 Le refroidissement initial ou préréfrigération
8.1.8.2 La maturation complémentaire
8.1.8.3 Autres techniques
8.1.9 Incompatibilités d’entreposage
8.1.9.1 Incompatibilités thermiques
8.1.9.2 Incompatibilités dues aux odeurs et à l’éthylène
8.1.10 Vitesse de congélation et décongélation
8.2 CONCEPTION DES ENTREPOTS FRIGORIFIQUES
8.2.1 Classification des entrepôts frigorifiques
8.2.2 Cahier des charges techniques d’un entrepôt frigorifique
8.3 DISPOSITIONS CONSTRUCTIVES DES ENTREPOTS FRIGORIFIQUES
8.3.1 Génie civil
8.3.1.1 Plancher
8.3.1.2 Sol
8.3.1.3 Murs
8.3.1.4 Toiture
8.3.1.5 Plafond
8.3.2 Isolation
8.3.2.1 Isolation traditionnelle
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
245
246
247
248
249
250
251
252
253
254
255
256
257
258
259
260
261
262
263
264
265
266
267
268
269
270
271
272
273
274
275
276
277
278
279
280
281
282
283
284
285
286
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
245
246
247
248
249
250
251
252
253
254
255
256
257
258
259
260
261
262
263
264
265
266
267
268
269
270
271
272
273
274
275
276
277
278
279
280
281
282
283
284
285
286
1
/
286
100%