GAS PROCESSING
Jaouhar Ktari 1

What are the various typical specs for gas dehydration per
service?
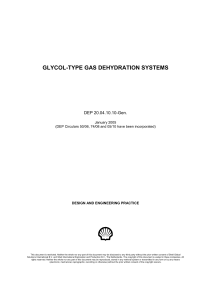
There are four methods that are used for gas dehydration: they vary in
efficiency and cost. The methods used for gas dehydration are:
Absorption
Adsorption
Membrane processes
Refrigeration
Jaouhar Ktari 2

Jaouhar Ktari 3

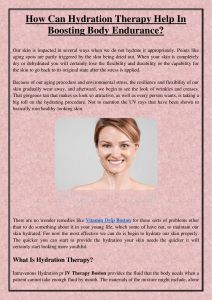
Water Dew-point
The efficiency of the dehydration is measured on the water contents in
the dry gas. The dew-point temperature for the water in the gas is often a
more useful parameter than the total water contents. The dew-point
temperature must be below the minimum pipeline temperature, to avoid
liquid in the gas pipeline.
Jaouhar Ktari 4

A dew-point temperature of 6 to 11 °C (10 to 20 °F) below the desired
dew-point may be used to insure against non-ideal situations. The water
Dew-point may differ from the gas Dew-point.
The total gas dew-point may be influenced by other hydrocarbons in the
gas. This can result in condensation of hydro-carbons in the gas
pipeline. This is also undesirable but much less so than water
condensation.
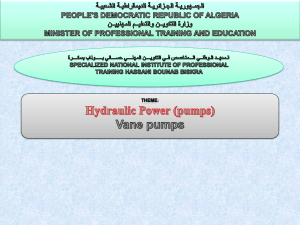
Water content in natural gas
Based on typical gas composition :
separate corrections for actual compositions acid gas content.
Takes into account non-idealities.
Take care if gas is specified as wet or dry basis.
( dry basis does not include the amount of water in the MMSCF).
Jaouhar Ktari 5
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
1
/
44
100%