Appendices

Appendices
45


47
Annexes
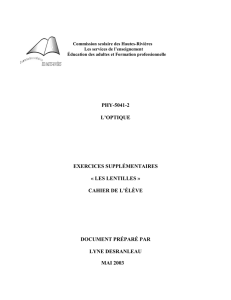
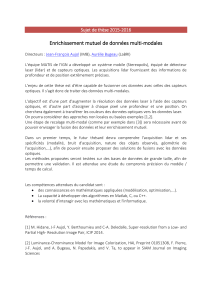
A.1 Représentation graphique des paramètres de comparaison pour la méthode
ASIT
Figure 13 – Solution idéale pour le paramètre Lg
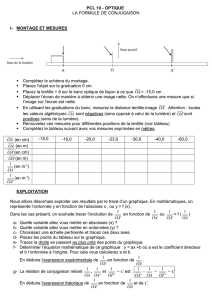
Figure 14 – Solution idéale pour le paramètre ✏

48
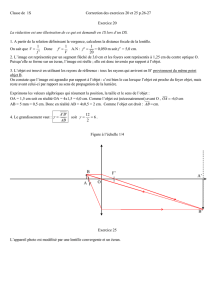
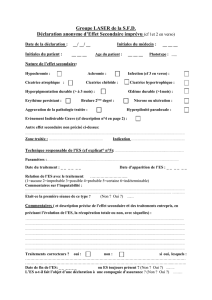
A.2 Résultats des simulations pour la recherche d’idées
Figure 15 – Résultats de simulation : Lg=f(Qv;Vprocess)
Figure 16 – Résultats de simulation : ✏=f(Qv;Vprozess)

49
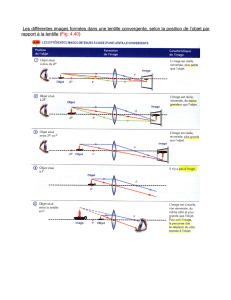
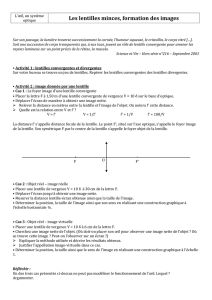
A.3 Étude géometrique de la position de l’anneau
Le but de cette analyse est de trouver la relation entre le débit lentille et la position de l’anneau :
Qva =f(a).
Le débit d’entrée est Qve,delaconservationdesdébitsona:
Qve =V.S =Qva +Qvb (3)
La section principale Sse décompose en deux sous sections
S=Sa+Sb(4)
Al’interfacelavitesseestsupposéeconstante,s’ensuitlarelationdedébitlentilleenfonctiondelasection
lentille :
Qva =Sa
SQve (5)
Al’aided’unemodélisationgéométrique,onpeutexprimerledébitlentilleenfonctiondelapositionde
l’anneau (fig. 17).
Figure 17 – Modélisation géométrique
On obtient :
✓=2arcsin(a
2R)=2arccos(h
R)(6)
Avec a+b=2R, R=a+h, et R le rayon de l’entrée de gaz :
Sa=✓R2
2Sd(7)
Sd=1
2R2sin(✓)(8)
(9)
L’utilisation d’un solveur ou tableur permet de réécrire les équations 5, 7 et 8 et d’obtenir le débit lentille en
fonction de la position de l’anneau, du diametre d’entrée et du débit d’entrée :
Qva =f(a, R, Qve)(10)
 6
7
8
9
10
11
12
13
6
7
8
9
10
11
12
13
1
/
13
100%