Fours électriques à résistances : Conception & Fonctionnement

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur D 5 911 − 1
Fours électriques à résistances
Technologies de mise en œuvre
par Jean-François BOURGEOIS
Alain GIRAULT
Richard JAUME
Marianne LE BOULCH
EDF Division Recherche & Développement
et Claude OBERLIN
Ingénieur Senior SEE
es fours électriques à résistances constituent les équipements électrother-
miques industriels les plus connus et les plus répandus. Ils continuent à faire
l’objet de nombreux perfectionnements, fruits d’efforts soutenus de recherche et
développement pour les faire évoluer afin de mieux répondre aux besoins expri-
més par les industriels utilisateurs. Un four à résistances est essentiellement
constitué :
1. Résistances électriques.......................................................................... D 5 911 — 2
1.1 Résistance et résistivité............................................................................... — 2
1.2 Groupement de résistances........................................................................ — 2
1.3 Critères de choix .......................................................................................... — 2
1.4 Les différents types de résistances ............................................................ — 3
1.5 Formes et dispositions des résistances dans les fours électriques......... — 6
1.6 Dimensionnement des résistances électriques......................................... — 10
2. Alimentation électrique de puissance des fours électriques...... — 10
2.1 Rappels de la réglementation et de la normalisation............................... — 10
2.2 Caractéristiques générales des installations............................................. — 10
3. Régulation des fours électriques à résistances .............................. — 13
3.1 Constitution d’un système de régulation .................................................. — 13
3.2 Dispositifs de modulation de la variation de puissance........................... — 13
3.3 Montages usuels de régulation.................................................................. — 13
4. Modélisation des fours électriques à résistances .......................... — 14
4.1 Code SAFIR .................................................................................................. — 14
4.2 Code SYRTHES ............................................................................................ — 15
5. Évolution des fours électriques à résistances................................. — 15
5.1 Fours à haute densité de puissance........................................................... — 15
5.2 Fours à faible inertie thermique ................................................................. — 15
5.3 Fours à résistances sous vide..................................................................... — 16
6. Avantages et limitations des fours électriques à résistances .... — 16
6.1 Avantages..................................................................................................... — 16
6.2 Limitations.................................................................................................... — 17
7. Exploitation des fours électriques à résistances............................ — 17
7.1 Bilan thermique ........................................................................................... — 17
7.2 Conditions d’exploitation............................................................................ — 18
7.3 Politique d’entretien .................................................................................... — 18
Pour en savoir plus........................................................................................... Doc. D 5 913
L

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
FOURS ÉLECTRIQUES À RÉSISTANCES ______________________________________________________________________________________________________
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
D 5 911 − 2© Techniques de l’Ingénieur
— d’une enceinte (laboratoire ou chambre de chauffe) réalisée à partir de
matériaux à caractère isolant ou réfractaire dont le rôle est de réduire les pertes
thermiques par transmission vers l’extérieur. Elle varie par sa forme, par le
moyen de manutention de la charge ou son type d’exploitation ;
— de résistances électriques disposées en voûte, en sole ou sur les parois
latérales (pariétales) de l’enceinte. Leur alimentation est assurée soit directe-
ment par le réseau, soit par l’intermédiaire d’un ou plusieurs transformateurs ;
un système de modulation de la puissance y est associé, piloté par un système
de régulation de température ;
— de la charge à traiter, caractérisée par sa forme, sa nature et sa température
initiale.
L’article décrit en détails les différents constituants (enceinte, résistances élec-
triques, alimentation électrique de puissance, systèmes de régulation), donne
quelques éléments essentiels sur les conditions d’exploitation, les avantages et
les limitations d’utilisation d’un four électrique.
L’étude complète du sujet comprend les articles :
[D 5 910] – Fours électriques à résistances. Présentation générale ;
[D 5 911] – Fours électriques à résistances. Technologies de mise en œuvre (le
présent article) ;
[D 5 912] – Fours électriques à résistances. Applications industrielles ;
[Doc. D 5 913] – Fours électriques à résistances « pour en savoir plus ».
1. Résistances électriques
1.1 Résistance et résistivité
La valeur de la résistance R (Ω) d’un corps de chauffe de
longueur (m), de section uniforme S (m2) et de résistivité ρ (Ω · m)
est donnée par la relation :
L’inverse de la résistance C = 1/R est la conductance.
La résistivité varie en fonction de la température selon :
ρT = ρ0(1 + αT)
avec ρTrésistivité à la température T,
ρ0résistivité à 0 ˚C,
αcoefficient de température de la résistivité (en ˚C−1).
La résistivité ρ doit être élevée afin de limiter l’intensité du cou-
rant et de réduire les dimensions du corps de chauffe.
Le coefficient de température α doit être faible, positif et sensible-
ment constant pour toutes les températures d’utilisation, afin d’atté-
nuer les variations de courant et de faciliter le réglage de la
puissance injectée.
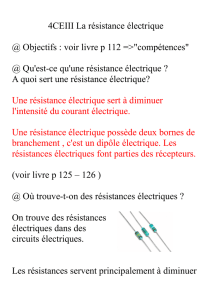
1.2 Groupement de résistances
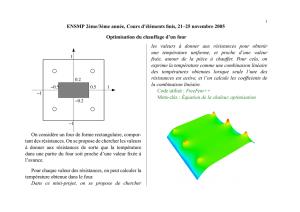
Les résistances peuvent être montées et groupées de différentes
façons. Les groupements les plus usuels sont représentés sur les
figures 1 et 2, soient :
— le couplage en série où la résistance équivalente est égale à la
somme des résistances élémentaires ;
— le couplage en parallèle où la conductance équivalente est
égale à la somme des conductances élémentaires ;
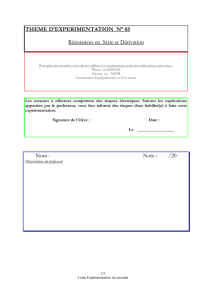
— le couplage mixte combinant les deux montages précédents ;
— le couplage série parallèle qui, par la manœuvre d’un commu-
tateur approprié, permet de faire varier la puissance dissipée dans
un rapport de 1 à 4 ;
— le couplage étoile triangle qui, destiné à être alimenté en cou-
rant alternatif triphasé, permet de faire varier, par un commutateur,
la puissance dans un rapport de 1 à 3.
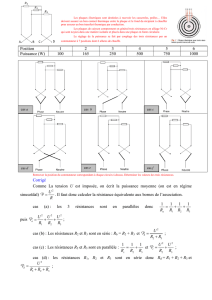
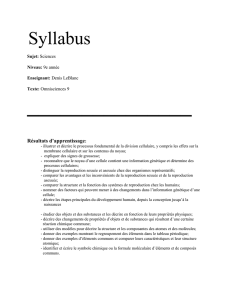
Des commutateurs électromécaniques permettent de passer d’un
montage à l’autre et donc de faire varier la puissance instantanée
dissipée dans le four (figure 3). En courant alternatif triphasé, le
coupage triangle est utilisé, par exemple, pendant la montée en
température, puis le couplage étoile pendant le maintien en tempé-
rature. Le passage d’un couplage à l’autre permet également de
tenir compte des variations de résistivité de certains éléments
chauffants avec la température (le bisiliciure de molybdène, par
exemple).
1.3 Critères de choix
Les résistances chauffantes constituent l’élément essentiel du
four. Leur choix est établi par le constructeur à partir du cahier de
R
ρ
S⁄()=

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
_____________________________________________________________________________________________________ FOURS ÉLECTRIQUES À RÉSISTANCES
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur D 5 911 − 3
charges fonctionnel, en tenant compte sans confusion des paramè-
tres suivants :
— la température limite supérieure d’emploi des résistances ;
— la température de fusion des éléments résistifs ;
— la température de la charge ;
— la température de l’enceinte.
Trois caractéristiques essentielles sont à prendre en compte pour
choisir les résistances :
—le taux de charge caractérisé par la puissance dissipée par
unité de surface émissive, exprimée en W/m2. Il est lié à la tempéra-
ture limite supérieure d’emploi des résistances et dépend donc de la
température d’utilisation, de sa forme et du montage. Le taux de
charge n’est pas un critère significatif de comparaison entre deux
fours ;
—la durée de vie qui dépend essentiellement de leur utilisation
réelle (température limite, cycles de chauffe et de refroidissement,
atmosphère, environnement...), mais également, à utilisation identi-
que, de la section de la résistance ;
—l’atmosphère du four doit être définie, car elle influe fortement
sur le choix du type de résistance, la température limite d’emploi,
les conditions d’utilisation et la durée de vie des résistances.
1.4 Les différents types de résistances
Le matériau d’une résistance électrique doit répondre, outre aux
conditions édictées au paragraphe 1.1, à plusieurs conditions :
Figure 1 – Résistance équivalente à un groupement de résistances
R = r1 + r2
A B
r1r2
U = R1
I
R = r1 – r + r4
r2i2 = r3i3
A B
U = R1
I
AB
r1r4
U = R1
r2i2
r3i3
II
AB
rr
U
r
r
I1
I2I2
A B
U = R1
r1i1
r1i1
r2i2
r2i2
r3i3
II
AB
II
1
R= Σ1
r
1
r=1
r2+1
r3
U
2rU
r
2
Couplage série : I1 =
Couplage parallèle : I2 =
P2 = 4P1
UER
R
R
I
I
RR
R
I'
I'
Uii
i
Couplage étoile Couplage triangle
U = E 3, I =
P = UI 3 = 3EI =
E
RU2
R
U = i 3, i =
P = UI' 3 = 3Ui =
U
R3U2
R
P’ = 3P
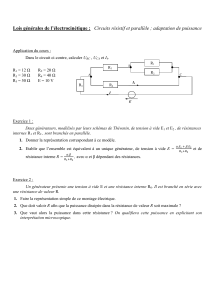
Figure 2 – Modes d’alimentation des résistances chauffantes
U, E, U’ = tension I = intensité P = puissance
Schéma
d’alimentation
Nombre
de fils
Désignation Tension Puissance
U
2
Courant
continu
ou courant
alternatif
monophasé
UP = UI
UE
3
Courant
continu
ou courant
alternatif
monophasé
U = 2EP = UI = 2EI
U
U'
U
3
Courant
alternatif
diphasé
(3 fils)
U' = U 2 P = 2U’I
U
U
4
Courant
alternatif
diphasé
(4 fils)
UP = 2UI
U
U
EU'
5
Courant
alternatif
diphasé
(5 fils)
U = 2E
U’ = E 2 P = 2UI = 4EI
UE
4
Courant
alternatif
triphasé avec
neutre (étoile)
U = E 3 P = UI 3 = 3EI
U
3
Courant
alternatif
triphasé sans
neutre (étoile)
U = E 3 P = UI 3
U
3
Courant
alternatif
triphasé
triangle)
UP = UI 3

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
FOURS ÉLECTRIQUES À RÉSISTANCES ______________________________________________________________________________________________________
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
D 5 911 − 4© Techniques de l’Ingénieur
— les températures du solidus et de fusion doivent être très supé-
rieures à la température maximale de fonctionnement du four ;
— la résistance mécanique doit être suffisante et sa structure doit
être conservée après une longue durée de service ;
— le coefficient de dilatation doit être faible ;
— la conductivité et la capacité thermique doivent être peu éle-
vées.
Pour plus de détails, le lecteur pourra se reporter dans le traité
Génie électrique à l’article [D 2 620] Matériaux pour résistances
électriques.
■Résistances métalliques à base d’alliages NiCr et FeAlCr
La première caractéristique de ces résistances est de pouvoir être
fournies par le concepteur à partir de formes simples disponibles
dans le commerce : fil, ruban, éventuellement tube ou tôle. Les
tableaux 1, 2 et 3 donnent respectivement leurs températures limi-
tes d’utilisation en fonction de l’atmosphère des fours, leurs carac-
téristiques, et leurs performances.
(0)
(0)
Figure 3 – Représentation schématique d’un dispositif
électromécanique. Passage du couplage étoile au couplage triangle
et vice versa
Position A couplage étoile ; puissance Pe
Position B couplage triangle ; puissance Pt
U
B
A
Pt = 3 Pe
Tableau 1 – Températures limites (en ˚C) d’utilisation des résistances en alliages NiCr et FeCrAl en fonction
de l’atmosphère du four
Atmosphère NiCr
60/15
NiCr
80/20
NiCr
70/30
FeCrAl
25/5
FeCrAl
22/5,8
FeCrAl
22/5,3
Atmosphère oxydante :
– sèche.................................................................. 1 150 1 200 1 260 1 300 1 400 1 400
– humide .............................................................. 1 100 1 150 1 150 1 200 1 300 1 200
Atmosphère neutre (1) :
– azote .................................................................. 1 100 1 200 1 250 1 150 1 200 1 250
– argon ................................................................. 1 100 1 200 1 250 1 300 1 400 1 400
– exothermique.................................................... 1 000 1 100 1 200 1 100 1 150 1 150
Atmosphère réductrice (1) :
– hydrogène......................................................... 1 100 1 200 1 200 1 300 1 400 1 400
– ammoniac craqué............................................. 1 100 1 200 1 200 1 100 1 200 1 200
– endothermique ................................................. 1 100 1 100 1 100 1 000 1 050 1 050
Vide 0,1 Pa (10−6 bar) (2)..................................... 900 1 000 1 000 1 100 1 150 1 200
(1) Oxydation préalable indispensable pour les alliages FeCrAl.
(2) En cas de vide plus poussé, il est déconseillé d’utiliser ces résistances au-dessus de 900 ˚C à cause de la tension de vapeur du chrome fonction du couple tem-
pérature/pression.
Tableau 2 – Caractéristiques principales des résistances en alliages NiCr et FeCrAl
Caractéristiques NiCr
60/15
NiCr
80/20
NiCr
70/30
FeCrAl
25/5
FeCrAl
22/5,8
FeCrAl
22/5,3
Point de fusion.......................................... (˚C) 1 390 1 400 1 380 1 500 1 500 1 500
Résistivité (en Ω · m) :
– à 20 ˚C............................................................ 112 109 118 145 145 139
– à 1 000 ˚C....................................................... 126 114 125 151 151 147

17/09/2008
Madame, Monsieur
Dossier délivré pour
17/09/2008
Madame, Monsieur
Dossier délivré pour
_____________________________________________________________________________________________________ FOURS ÉLECTRIQUES À RÉSISTANCES
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.
© Techniques de l’Ingénieur D 5 911 − 5
(0)
(0)
■Résistances en métaux spéciaux
Ils peuvent être utilisés au-delà de 1 300 ˚C. Le tableau 4 indique
les performances de ces résistances.
■Résistances non métalliques et cermets
Les tableaux 5 et 6 donnent respectivement leurs températures
limites d’utilisation en fonction de l’atmosphère des fours et leurs
performances.
(0)
Tableau 3 – Performances des résistances élaborées à partir d’alliages NiCr et FeCrAl
Alliage Avantages Inconvénients Contraintes
NiCr • Disponible sous toutes les formes :
fils, bandes ou tubes
• Mise en forme à façon
• Résistivité variant faiblement avec la
température
• Sensible aux atmosphères soufrées et
chlorées
• Écaillage de la couche d’oxyde aux tem-
pératures limites d’emploi
FeCrAl • Mêmes avantages que pour les allia-
ges NiCr et :
– température limite d’utilisation plus
élevée ;
– action protectrice de la couche
d’alumine.
• Mêmes inconvénients que pour les allia-
ges NiCr et :
– sensibilité aux impuretés du réfractaire
en contact ;
– tenue mécanique limitée et fragilisation
après la première chauffe ;
– phénomène de « cheminement » plus
important (striction et allongement des
résistances).
• Oxydation préalable obligatoire
• Teneur minimale en alumine des
supports : 60 %
• Dans les fours sous atmosphère,
la couche d’oxyde est à régénérer
périodiquement
Tableau 4 – Performances des résistances en métaux spéciaux (Mo, Ta, W)
Avantages Inconvénients Contraintes
Utilisables à très hautes températures sous
vide, hydrogène et azote :
– molybdène : 1 600 à 1 700 ˚C ;
– tantale : 2 300 à 2 400 ˚C ;
– tungstène : 2 500 à 2 600 ˚C.
• Mise en œuvre délicate
• Soudures difficiles
• Fragilisation à froid après plusieurs cycles
de chauffe
• Variation importante de la résistivité avec
la température
• Fonctionnement obligatoire sous atmosphère
non oxydante
• La forte variation de la résistivité nécessite une
alimentation électrique adaptée
• En présence d’azote, ne pas dépasser 1 600 ˚C
avec le molybdène et 2 400 ˚C avec le tungstène
(formation de nitrures)
Tableau 5 – Températures limites (en ˚C) d’utilisation des résistances non métalliques et des cermets
en fonction de l’atmosphère du four
Atmosphère Graphite Chromite de
lanthane
Carbure de silicium Bisiliciure de molybdène
Qualité 1 700
Qualité
1 800 1 900 2 000
Atmosphère oxydante :
– air .................................................................. 450 1 500 1 600 1 700 1 800 1 900
Atmosphère neutre :
– azote ............................................................. ........................ 1 350 1 600 1 700 1 800
– argon, hélium............................................... (1) Exclu 1 700 1 600 1 700 1 800
– exothermique............................................... ........................ ....................... 1 250 à 1 400 1 600 1 700 1 750
Atmosphère réductrice :
– hydrogène .................................................... (1) Exclu 1 200 1 650 1 400 1 450
– endothermique ............................................ 1 250 à 1 400 1 600 1 700 1 750
Vide 0,1 Pa (10−6 bar) ..................................... 2 500 Exclu 1 000 à 1 200 Utilisation déconseillée
Attention, ces températures sont celles des résistances, donc toujours nettement supérieures à celles de l’enceinte du four et a fortiori de la charge.
Les températures indiquées correspondent à une atmosphère sèche et doivent être modulées en fonction du point de rosée.
(1) Voir les contraintes dans le tableau 6.
 6
7
8
9
10
11
12
13
14
15
16
17
18
6
7
8
9
10
11
12
13
14
15
16
17
18
1
/
18
100%