Systèmes de palpage

Janvier 2009
Systèmes de
palpage
pour machines-outils

2
Systèmes de palpage pour machines-outils
Les palpeurs HEIDENHAIN sont conçus
pour être utilisés sur les machines-outils –
et notamment sur les fraiseuses et les
centres d‘usinage. Les systèmes de palpa-
ge aident à réduire les temps de prépara-
tion, à augmenter les durées d'utilisation
de la machine et à améliorer la précision
dimensionnelle des pièces usinées. Les
fonctions de dégauchissage, de mesure et
de contrôle sont exécutables soit manuel-
lement ou par programme avec la plupart
des commandes numériques.
Mesure des pièces
Pour mesurer les pièces directement sur la
machine, HEIDENHAIN propose les pal-
peurs à commutation TS. Ceux-ci sont
installés dans la broche soit manuellement,
soit au moyen du changeur d'outil. Selon
les fonctions de palpage de la CN, vous
pouvez automatiquement ou manuelle-
ment
Dégauchir les pièces• Initialiser les points d'origine• Mesurer les pièces• Digitaliser ou contrôler des formes 3D•
Etalonnage des outils
Dans la production de séries, il est impéra-
tif d'éviter les rebuts et les reprises ainsi
que de garantir une constante et haute
qualité de fabrication. En cela, l'outil joue
un rôle déterminant. L'usure et la rupture
des arêtes de coupe occasionnent des piè-
ces défectueuses qui peuvent longtemps
rester ignorées surtout lors d'un travail en
poste sans opérateur, impliquant ainsi des
coût élevés. Une prise en compte des di-
mensions de l'outils et un contrôle périodi-
que de leur usure sont donc indispensables.
Pour étalonner les outils sur la machine,
HEIDENHAIN propose le système de pal-
page TT et les systèmes laser TL.
Avec le système de palpage TT 140 et
lors du palpage statique ou dynamique de
l'outil, l'élément de palpage est dévié de sa
position de repos et un signal de commuta-
tion est transmis à la commande numéri-
que.
Les systèmes laser TL fonctionnent sans
contact. Un faisceau laser palpe la lon-
gueur, le diamètre ou le contour de l'outil.
Des cycles de mesure spéciaux exploitent
les informations dans la commande numé-
rique.

Exemples d'applications
Dégauchir les pièces 4
Initialiser le point d'origine 5
Mesurer des pièces 6
Exemples dans la pratique: réduire les temps morts 7
Etalonner les outils avec le palpeur TT 8
Etalonner les outils avec le système laser TL 9
Mesure des pièces
Palpeurs TS Comment choisir 10
Principe du fonctionnement 12
Montage 17
Palpage 20
Caractéristiques techniques 22
Etalonnage des outils
Comment choisir 30
Système de palpage TT Principe de fonctionnement 33
Montage 34
Palpage 35
Caractéristiques techniques 36
Système laser TL Composants 39
Montage 40
Palpage 42
Caractéristiques techniques 44
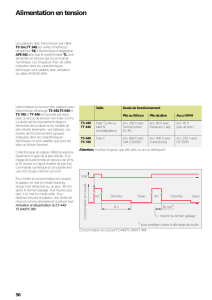
Raccordement électrique
Tension d'alimentation 50
Interfaces Système de palpage TS, TT 52
Systèmes laser TL, DA 301 TL 54
Interface palpeur universelle 56
Connecteurs et câbles Généralités 58
SE 540, SE 640, APE 642 59
TS 220, TS 230 60
TT 140 61
TL, DA 301 TL 62
Table des matières

4
Exemples d'applications
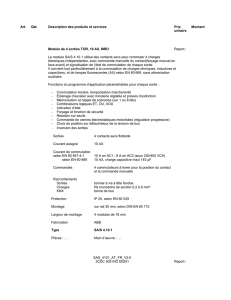
Dégauchir les pièces
Particulièrement en présence de pièces
pré-usinées, un dégauchissage paraxial
précis est indispensable afi n d'amener les
surfaces de référence à une position défi -
nie exactement . Grâce aux palpeurs TS de
HEIDENHAIN , vous vous épargnez cette
lourde procédure tout en faisant l‘écono-
mie du dispositif de bridage:
La pièce est bridée dans n‘importe quel-• le position.
En palpant une surface, deux trous ou te-• nons, le système de palpage enregistre
la position oblique de la pièce.
La CN compense cette position oblique • par une rotation de base du système de
coordonnées. Une compensation par
une rotation du plateau circulaire est éga-
lement possible.
Compensation de la position oblique par la
rotation de base du système de coordon-
nées
Compensation de la position oblique par la
rotation du plateau circulaire

5
Exemples d'applications
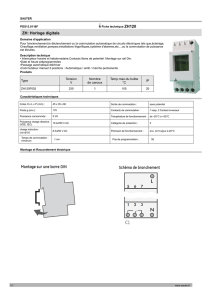
Les programmes d‘usinage de la pièce se
réfèrent aux points d'origine. Une saisie ra-
pide et sûre du point d‘origine à l'aide d'un
palpeur de pièce économise les temps
morts et améliore la précision de l’usinage.
Selon les fonctions de palpage de la CN,
les palpeurs TS de HEIDENHAIN permet-
tent d‘initialiser automatiquement les
points d'origine.
Initialiser le point d'origine
Extérieur coin
Centre d‘un tenon rectangulaire Centre d‘un tenon circulaire
Centre d'un cercle de trous
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
1
/
63
100%