L`innovation en action

33
Revue ABB 4/2009
Industries
L’industrie du papier rêve depuis longtemps d’un capteur d’épaisseur précis
et fiable qui ne présente aucun risque de marquage ou de casse de la
feuille. Avec le nouveau capteur optique d’ABB qui surclasse la concur-
rence, ce vœu devient réalité : les premiers retours clients indiquent une
réduction de la consommation d’énergie et de matières premières, et une
amélioration de la qualité. De plus, la nouvelle démarche technologique
adoptée par ABB constitue un exemple édifiant d’innovation en action.
L’innovation
en action
Grâce au nouveau capteur d’épaisseur optique d’ABB, les papetiers peuvent
mesurer et contrôler l’épaisseur des papiers les plus fins
Rambod Naimohasses, Anthony Byatt

34 Revue ABB 4/2009
L’innovation en action
Industries
étalonnages spécifiques, en fonction
du papier et du procédé de fabrica-
tion, ou d’autres compensations
peuvent également être nécessaires.
Certains capteurs laser doivent aussi
fonctionner en tandem avec un cap-
teur d’épaisseur à contact, utilisé
périodiquement, pour rafraîchir la
mesure du capteur laser, tant pour
l’étalonnage absolu que pour l’étalon-
nage de profil.
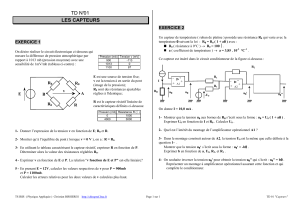
La pénétration de la lumière peut faci-
lement être démontrée en mesurant
l’épaisseur de cinq feuilles de papier
de différentes sortes (collées les unes
aux autres), à l’aide d’un capteur à
double contact et d’un capteur à trian-
gulation laser 2. Dans le cas des
papiers minces, les épaisseurs mesu-
rées par ces deux types de capteur
diffèrent de 1 à une dizaine de
microns. Souvent, les clients spécifient
des différences d’épaisseur ne dépas-
sant pas ±1 µm ; ces variations peu-
vent donc être problématiques quand
différentes sortes de papier sont pro-
duites par une même MAP ou lorsque
les conditions du procédé changent.
Les écarts se creusent lorsque les dif-
férences de qualité papier sont encore
plus importantes, la variation pouvant
aller de 30 à 50 µm, par exemple,
pour le papier cartonné et le kraft.
Sur certaines sortes de papier mince,
les erreurs de mesure du capteur laser
peuvent avoisiner 50 % de l’épaisseur
de la feuille1). Pour les compenser, il
les erreurs de régulation sont fréquen-
tes. Ces risques ont fait d’ABB le pion-
nier des capteurs à air sans contact, dès
la fin des années 1960. De construction
simple, ces capteurs pâtissaient néan-
moins d’une médiocre précision et de
faibles résolutions sur les machines à
haute vitesse de défilement.
Plus récemment, les fournisseurs de
systèmes de contrôle qualité se sont
intéressés aux capteurs d’épaisseur
optiques, basés généralement sur la
technique de triangulation laser. Cette
méthode, quoique prometteuse, est
entachée de nombreuses erreurs :
instabilité de la laize défilant à vive
allure, déséquilibre de la feuille dû à sa
non-planéité, défauts d’alignement des
capteurs et de l’état de surface, sans
oublier la pénétration du rayon laser
dans la masse du papier semi-translu-
cide (effet de « rougeoiement » 1b ).
ABB a donc opté pour une technique
optique sans laser, qui améliore gran-
dement la précision et la stabilité de la
mesure. Nouvel héritier d’une lignée
cinquantenaire de systèmes de mesure
en ligne, ce capteur dote les papetiers
d’un outil révolutionnaire pour mesu-
rer et contrôler l’épaisseur de la feuille
avec une précision inégalée, même sur
les qualités papier les plus exigeantes.
Limites de la triangulation laser
La triangulation laser est couramment
utilisée dans les secteurs de la métal-
lurgie, du caoutchouc et du plastique.
Elle repose sur une mesure de distance
optique par rapport à la surface de la
feuille. Concrètement, un faisceau laser
est projeté sur le papier dont on veut
mesurer la topologie 1a . Il se réfléchit
sur cette surface, puis est renvoyé à
travers une lentille vers le détecteur : la
position du spot lumineux sur ce der-
nier (distance optique) est directement
liée à la hauteur de la surface par
rapport au plan de référence.
La triangulation laser fonctionne à
merveille pour les surfaces ne posant
pas de problème d’absorption lumi-
neuse, comme les métaux. Toutefois,
si la lumière pénètre dans la masse
du matériau (cas du papier), cette
méthode peine à déterminer la posi-
tion réelle du faisceau lumineux sur la
surface de ce matériau et fausse ainsi
la mesure de distance optique. Des
On pourrait croire que le papier,
inventé il y a des milliers d’an-
nées, est l’un des produits les plus
simples à fabriquer au monde. Or la
production moderne de papier, même
d’une simple ramette pour photoco-
pieur, repose sur un impressionnant
arsenal de technologies et d’outils,
notamment en charge du contrôle de
la qualité du papier. ABB est d’ailleurs
l’un des principaux acteurs du
domaine.
Au cœur des opérations papetières,
le « cadre de balayage » est un passage
obligé. Celui-ci aligne une série de
capteurs qui scrutent les principales
propriétés de la feuille de papier
(humidité et masse surfacique ou
« grammage ») lors de son défilement ;
des algorithmes poussés fournissent
ensuite à la machine à papier (MAP)
les instructions de régulation du pro-
cédé.
A la mesure de l’humidité et du gram-
mage du papier s’ajoute impérative-
ment un contrôle précis de son épais-
seur pour définir la qualité du produit
final ; hélas, la fiabilité de cette mesure
n’est pas toujours au rendez-vous.
Aujourd’hui, la production
d’une simple feuille de
papier pour photocopieur
implique une incroyable
batterie de technologies.
Passé imparfait
Jusqu’à présent, la mesure de l’épais-
seur du papier était réalisée à l’aide
de capteurs à double face de contact,
qui balayent en continu la surface du
papier et enregistrent ses variations
d’épaisseur, au micron (µm) près. Le
papier est en effet rarement plan : au
microscope, sa surface a plutôt des
allures de montagnes russes ! C’est
pourquoi presque tous les papetiers
commencent par comprimer légère-
ment ces microreliefs ou « crêtes » pour
obtenir l’épaisseur résiduelle de la
feuille sur laquelle s’effectuera la
mesure.
Certaines sortes de papier posent de
redoutables défis aux éléments du cap-
teur à contact : la dégradation de la
feuille, les imprécisions de mesure et
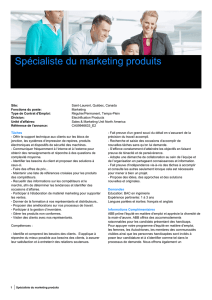
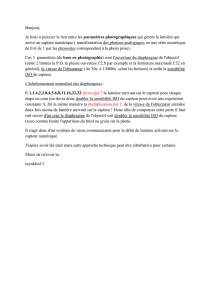
1 Principe de la triangulation laser : la position
de la lumière réfléchie sur le récepteur varie
avec l’épaisseur de la feuille a. Pour certai-
nes sortes de papier, l’effet de rougeoiement
entraîne une incertitude de mesure b.
Détecteur
Lentille
Laser
Détecteur
Lentille
Laser
Effet de rougeoiement
Note
1) Ce constat est confirmé par d’autres spécialistes
[1,2,3].
a b

35
Revue ABB 4/2009
L’innovation en action
Industries
ainsi, lorsque la surface du papier tra-
verse le point focal de la lumière
verte, celle-ci devient la longueur
d’onde dominante reçue par le spectro-
mètre. Les algorithmes spéciaux de
ce détecteur effectuent une corrélation
entre la longueur d’onde dominante
réfléchie et la distance avec la surface
du papier. Un processeur numérique
de signaux (DSP) analyse le spectre
reçu à raison de 4 000 mesures par
seconde 4. La grande ouverture
numérique évite que la poussière,
dans le chemin optique, fausse la
mesure. Cette méthode présente aussi
l’avantage de ne pas être affectée par
les légères variations d’intensité de la
lumière réfléchie, dues à la couleur et
à la blancheur du papier.
Un algorithme d’analyse de la forme
du spectre améliore encore la concor-
dance entre le capteur en production
autres paramètres de performance
requis. Toutefois, son aptitude à
mesurer des surfaces de papier
rugueuses sur une MAP sale, humide
et qui, de surcroît, vibre, restait à
démontrer car la technique n’avait
jusqu’alors été utilisée que dans un
environnement expérimental stable.
Les essais réalisés en laboratoire ont
finalement prouvé qu’elle offrait la
robustesse suffisante et pouvait pré-
tendre à un projet de développement
ABB.
Nouvelle optique : l’imagerie confocale
La méthode confocale consiste à
projeter sur la surface du papier 3
un petit point lumineux large bande
(12 µm) provenant d’une source de
lumière blanche (LED) de forte puis-
sance. Le faisceau, acheminé par fibre
optique, traverse un système de len-
tilles de focalisation à haut degré
d’aberration chromatique, qui décom-
pose la lumière dans ses différentes
couleurs. Chaque couleur est position-
née à une distance différente de la
lentille. La lumière renvoyée par le
papier suit le même trajet optique que
le faisceau incident : cette caractéristi-
que « coaxiale » confère à la méthode
une précision supérieure à celle de la
triangulation laser.
La variation de hauteur des surfaces
de papier est mesurée en analysant
les différentes longueurs d’onde réflé-
chies par la feuille. Pour commencer,
les crêtes de surface traversent le
point focal d’une couleur spécifique ;
faut procéder à de fastidieux étalon-
nages en fonction de la fibre et de la
charge.
Améliorer la méthode
Les efforts accomplis pour résoudre
bon nombre de ces problèmes donnè-
rent de piètres résultats. Toutefois, la
demande des clients pour ce type de
capteur laser était telle qu’ABB décida
de lancer son propre projet de déve-
loppement.
Le système optique sans
laser d’ABB procure aux
papetiers un outil de pré-
cision pour mesurer et
contrôler l’épaisseur du
papier, même sur les qua-
lités les plus exigeantes.
Fort de son expertise dans le domaine
de la diffusion lumineuse du papier,
ABB en conclut rapidement que la
triangulation laser, même améliorée,
n’était pas le meilleur outil pour une
mesure d’épaisseur de grande préci-
sion. Une étude menée en parallèle
sur le potentiel des techniques utili-
sées dans d’autres secteurs industriels
permit de mettre au jour une solution
de contrôle optique des surfaces bien
plus séduisante : le capteur confocal.
Une première évaluation de cette
méthode avait démontré qu’elle offrait
la résolution micrométrique et les
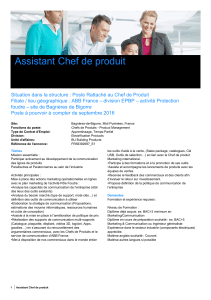
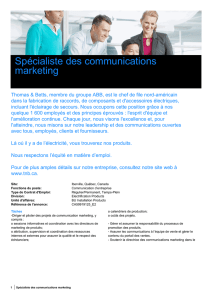
3 Le capteur optique confocal réduit fortement
les risques d’erreurs liées à la pénétration de
la lumière, dans la triangulation laser.
Triangulation
laser
Mesure
confocale
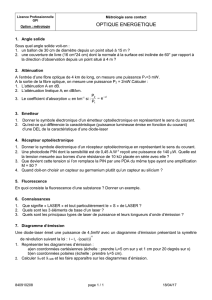
4 Principe de la mesure d’épaisseur confocale
Câble à
fibre optique
Système
de lentilles
d’aberration
chromatique
Trajet optique
commun
source/détecteur
(confocal)
Spot lumineux
12 µm, toujours
concentré
Surface de
papier mesurée
Source lumineuse :
LED blanche
Cube
séparateur
directionnel
L’analyse de
la longueur
d’onde et de
la forme de la
raie spectrale
donne l’infor-
mation de dis-
tance optique.
Spectromètre
Dans le capteur A distance
2 Performances de la triangulation laser par rapport à une mesure
d’épaisseur par contact sur du papier carton, du papier d’emballage
et trois sortes de papiers d’impression minces
Temps (s)
300
250
200
150
100
50
0
Sac/
Kraft
Papier
carton
µm
Mesure par contact
Triangulation laser
Papier
mince
3Papier
mince
2
Papier
mince
1
0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,5 9,0

36 Revue ABB 4/2009
L’innovation en action
Industries
est détectée par une technique d’in-
ductance magnétique spécialement
conçue pour offrir une précision et
une stabilité exceptionnelles. La diffé-
rence entre cette mesure magnétique
primaire et la mesure optique donne
l’épaisseur du papier.
Le système est aussi équipé d’un
capteur magnétique secondaire pour
diagnostiquer et compenser l’aligne-
ment des têtes, selon trois axes. Cette
fonction améliore l’ergonomie et la
mesure d’épaisseur sur un instrument
de laboratoire hors ligne.
La figure 5 illustre la réponse du cap-
teur2) pour différents échantillons de
papiers exigeants (papier impression
mince3), supercalandré « SC-A », couché,
non couché, carton doublure, papier
journal, papier cartonné et brillant
calandré) et de Mylar, toujours avec
les mêmes constantes d’étalonnage.
La remarquable linéarité constatée sur
un large éventail d’échantillons signi-
fie que la mesure ne nécessite aucun
étalonnage en fonction du papier.
Le capteur d’ABB est aujourd’hui le
seul capable de mesurer l’épaisseur
de toutes les sortes de papier à l’aide
d’un seul étalonnage !
La technique confocale
et sa mesure haute
résolution, même dans
l ’environnement hostile
d’une usine papetière,
révolutionnent la profes-
sion.
Défis techniques
La technique confocale n’est pas nou-
velle. Son originalité réside dans son
aptitude à mesurer avec précision
l’épaisseur du papier dans l’environ-
nement particulièrement hostile d’un
site papetier : chaleur, humidité, pous-
sière, défilement très rapide du
papier, sans compter les vibrations de
la MAP à des amplitudes plusieurs fois
supérieures à l’épaisseur effective de
la feuille.
L’une des principales difficultés était
de stabiliser la feuille de papier en
mouvement pendant la mesure de la
« distance de référence » entre les têtes
supérieure et inférieure du capteur,
positionnées face à face, au-dessus et
en-dessous de la feuille, à 10 mm
l’une de l’autre.
Distance de référence et stabilisation
de la feuille
La mesure précise de cette distance
est tout aussi importante que la
mesure optique. Une vue en coupe
des deux têtes du capteur est présen-
tée en 6. La distance de référence
entre les têtes supérieure et inférieure
et les conditions de laboratoire, même
dans le cas de feuilles ayant une topo-
graphie de surface prononcée. Il
simule la légère compression des crê-
tes qui serait observée lors de la
Notes
2) L’essai, réalisé en laboratoire, peut ne pas tenir
compte de toutes les perturbations susceptibles de
se produire en production.
3) Les résultats obtenus sur papier mince étaient
supérieurs à la normale parce que chacune des
fibres multifilaments dépassait les limites de la
feuille.
Le profil aérodynamique du capteur minimise
l’accumulation de poussière dans les chambres
sous vide, même après six mois de fonctionne-
ment en continu.
ABB QCS (Quality Control System) est
une entreprise de l’Ohio plus que cin-
quantenaire. L’une de ses grandes inno-
vations technologiques fut un capteur de
grammage du papier, première applica-
tion commerciale de la radioactivité.
Depuis, l’entreprise n’a pas cessé d’inno-
ver dans le domaine de la mesure du
papier et du contrôle de la production
papetière.
Aujourd’hui, ABB QCS assiste les pape-
tiers dans les opérations de détection et
de contrôle des procédés de fabrication.
Ses principaux produits sont des cap-
teurs (grammage, humidité, orientation
des fibres, charges, couchage . . . , tous
montés sur un cadre de balayage en
acier), des logiciels de régulation perfec-
tionnés et des actionneurs.
Encadré ABB QCS : une longue expérience
du contrôle qualité papetier
5 Mesures du capteur confocal pour différen-
tes sortes de papier et épaisseurs, avec un
même étalonnage
Capteur de laboratoire (µm)
Capteur optique à double face de contact (µm)
0 500 1000 1500 2000
1800
1600
1400
1200
1000
800
600
400
200
0
Papier
mince
Y = 0,987 x - 2,345
R2 = 1000
Epaisseur (moy.)
Mylar double 758 µm
Mylar triple 1120 µm
Echantillons de papier (épaisseur maxi)
Linéarité (épaisseur moy.)
6 Vue en coupe simplifiée du capteur
a Fibre optique vers processeur distant
b Air régulé en température
c Cône lumineux chromatique
d Entretoise céramique
e Stabilisateur de feuille
f Vide externe
g Vide interne
h Lentilles (sonde optique)
i Purge d’air
j Bobine de détection ferrite coaxiale
k Cible ferrite
l Cible optique
a
b
c
d
e f g l
h
i
j
k

37
Revue ABB 4/2009
L’innovation en action
Industries
1 700 m/min. Cette application peut
s’avérer problématique pour la mesure
par contact car elle entraîne occasion-
nellement des dépôts sur les capteurs,
d’autres contraintes mécaniques ris-
quant de dégrader la mesure, ou
encore des difficultés de manutention
de la feuille. Installé en décembre
2008, ce capteur optique est utilisé en
production depuis janvier 2009. Et dès
février, il servait au contrôle d’épais-
seur en continu dans le sens travers !
Depuis, le client indique une amélio-
ration du bobinage et une réduction
des écarts de profil. En outre, le cap-
teur se contente de peu de mainte-
nance : la plaque du stabilisateur de
feuille est nettoyée périodiquement,
seulement à titre préventif.
Le graphique 7 compare les perfor-
mances en ligne du capteur optique
à celles du capteur à contact ; dans
cet exemple, l’écart de profil entre
mesure optique et mesure par contact
La plaque du stabilisateur est compo-
sée d’une céramique extra-lisse et de
matériaux durs pour éviter l’accumula-
tion de dépôts et le marquage des
feuilles tout en garantissant une excel-
lente résistance à l’usure. De vastes
zones sous vide sont prévues pour
éviter les surépaisseurs de charges et
de produits d’enduction, et réduire
ainsi la fréquence des nettoyages,
voire les éliminer.
Verdict
Les premiers essais effectués sur une
MAP ont donné des résultats excep-
tionnels (écarts de mesure inférieurs à
±1 µm), équivalents de ceux obtenus
avec le capteur à contact installé en
parallèle. Leur variabilité était en
outre infime.
La première installation permanente
de ce capteur eut lieu sur une grosse
machine à papier journal 100 % recy-
clé, produisant une laize de 9,3 m à
robustesse du montage mécanique,
et augmente la précision du profil au
moyen d’une correction d’erreur rési-
duelle multiaxiale.
Dans toute mesure optique d’épais-
seur, il faut aussi que la feuille soit
positionnée avec précision et aplanie.
Cette double contrainte est satisfaite
par un stabilisateur de feuille situé
dans l’une des têtes du capteur. Ce
stabilisateur comporte une cible en
ferrite pour la mesure de distance
magnétique et une cible optique vers
laquelle est orienté le système optique
[4]. La stabilisation s’effectue au
moyen d’un très léger vide qui lisse
le papier en douceur et élimine les
plis dans la zone de mesure optique,
sans marquer ni encrasser la feuille.
Ce capteur d’épaisseur optique est
donc compatible avec les qualités de
papier les plus difficiles (papier jour-
nal, couché, super calandré et 100 %
recyclé).
Par leur capacité à optimiser la qualité du produit fini en exploitant
les informations du process, les cadres de balayage Network Platform
d’ABB sont les plus performants de l’industrie.
7 Performances en production sur un papier journal 100 % recyclé
Position sens travers (mm)
0 2000 4000 6000 8000 10000
3
2
1
0
-1
-2
-3
Ecart de profil moyen (µm)
Mesure optique
Mesure par contact
8 Performances en laboratoire sur un papier journal 100 % recyclé
Position sens travers (mm)
5,0
2,5
0,0
-2,5
-5,0
Ecart de profil (µm)
Mesure optique
Mesure en laboratoire
0 1000 2000 3000 4000 5000 6000 7000 8000 9000
9 Données de production : les coûts de non-qualité dus aux erreurs
de mesure ont diminué de plus de 50 % depuis que le client utilise le
capteur optique d’ABB pour mesurer et contrôler son procédé.
2008/2009
Mai Juin Juil Août Sep Oct Nov Déc Jan Fév Mars Avr
Coût du profil Passage à la mesure
d'épaisseur optique
 6
6
1
/
6
100%