Thermoformage - Iggesund Paperboard

Guide Pratique d'Utilisation du carton | IGGESUND PAPERBOARD 212
Thermoformage
Emballage multifonctions Récipient en carton
Thermoformage
Le thermoformage est une technologie de mise en forme
du carton qui a fait ses preuves et n’a pas cessé de
s’améliorer. On l’utilise pour mettre en forme des assiettes,
des barquettes et autres produits similaires, mais cette
technique met le carton à rude épreuve. Le principe du
formage s’emploie aussi pour d’autres matériaux, comme
le papier et le métal (aluminium).
À condition de le pratiquer sur un carton très solide et
aux propriétés régulières, le formage représente un moyen
très économique de fabriquer en grandes séries des
emballages de produits alimentaires fonctionnels et attray-
ants. Il permet d’atteindre une productivité élevée et donc
de réduire les coûts de production.
L’attrait commercial est plus fort si le carton est imprimé
avant le formage. Le formage se pratique sur des produits
de toutes dimensions et offre une grande liberté dans le
choix des formes. La forme circulaire est une possibilité,
ainsi que des compartiments multiples et des formes
semblables à la vaisselle classique.
Le formage se pratique souvent sur du carton plasti-
fié. Il existe toute une série de revêtements plastique qui
conviennent à toutes les applications. Le plus courant
est le revêtement de PE/PP pour assiettes en carton. Le
carton plastifié avec PET s’emploie de plus en plus pour la
fabrication de barquettes embouties à simple cuvette ou
cuvettes multiples contenant :
• des pizzas à cuire dans l’emballage
• des pâtisseries cuites ou à cuire dans le moule
• des plats cuisinés en un seul ou plusieurs comparti-
ments, à cuire au four conventionnel ou à micro-ondes.
Les récipients obtenus par formage acceptent divers
types de fermeture :
• couvercle en carton plastifié scellé sur le rebord ; le cou-
vercle est souvent prédécoupé pour faciliter l’ouverture
• film plastique transparent scellé sur le rebord ; la ferme-
ture est souvent du type pelable
• couvercle par pression transparent réutilisable.
Description de l'outil et de la méthode de formage
Le thermoformage est une mise en volume du carton en
objets rigides et creux présentant parfois plusieurs com-
partiments. La résistance au déchirement et l’allongement
à la rupture du carton déterminent la profondeur obtenue.
Les récipients en carton ont souvent un rebord qui facilite
la manipulation. Le rebord accroît également la rigidité
de l’ensemble, avantage important puisque la rigidité est
réduite dans les zones plissées.
La matière première pour le formage est souvent un
carton plastifié sur une face. L’impression se fait au départ
d’une bobine et le carton est ensuite rembobiné.
Suivant la profondeur de la barquette à réaliser, le for-
mage se déroule en un ou deux passages.
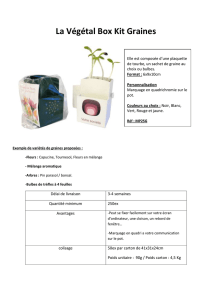
Un assiette classique a une profondeur de 25 mm. Le
formage se fait en un seul passage sans réhumidification
préalable. La profondeur maximale est d’environ 45 à 50
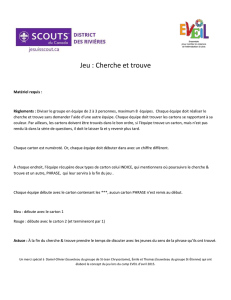
mm, et nécessite deux passages. L’illustration décrit le
formage d’une assiette en un seul passage.
Le carton est découpé en rondelles, puis introduit dans
la machine. Dans ce cas, l’action de la presse ne dure
que deux secondes, et l’outil est porté à une température
RebordCarton plissé
VUE DE PROFIL
VUE DE DESSUS

213IGGESUND PAPERBOARD | Guide Pratique d'Utilisation du carton
Thermoformage
de 80°C. L’assiette terminée s’éjecte et une nouvelle
découpe est admise dans la machine.
Dans une opération à deux passages, le deuxième
outil est chauffé pour verrouiller la forme (comme pour le
repassage d’une chemise). Le carton subit dans ce cas un
ramollissement préalable par élévation du taux d’humidité
jusqu’à 13%. Les bobines sont bien emballées sous plas-
tique pendant la durée de maturation jusqu’aux opéra-
tions de découpe, rainage et formage .
En dernier lieu, les arêtes sont ébavurées pour donner
un rebord net et régulier.
Propriétés déterminantes du carton
Des cartons de qualité différente réagissent différemment
au formage. On peut en tirer les conclusions générales
suivantes sur les possibilités de formage de deux cartons
courants :
Si le carton est couché, le couchage doit être léger pour
minimiser la tendance au craquellement de la surface du-
rant la mise en forme. Le type de couchage doit permettre
un démoulage aisé de l’objet formé.
Propriétés déterminantes
Du fait de la déformation mécanique provoquée par le
formage, les propriétés suivantes sont primordiales :
• carton solide et tenace doté d’un grand allongement à la
rupture
• résistance élevée à la déchirure
• carton hygiéniquement pur et peu sensible aux odeurs
• très bonne adhésion de l’enduction plastique.
Épaisseur
Le procédé de formage dépend de trois paramètres
principaux : pression, temps de maintien sous pression
et transfert thermique suffisant. Ces paramètres peuvent
se régler indépendamment mais ils sont interdépendants.
Les propriétés du carton jouent un rôle important dans le
transfert thermique parce qu’un bon contact entre les ou-
tils et le carton est essentiel ; on l’obtient par l’uniformité
de l’épaisseur pendant toute la production. Les outils
étant fabriqués pour correspondre à l’épaisseur spécifiée
du matériau choisi, il est difficile de changer l’épaisseur du
matériau sans changer aussi d’outils.
Type de carton
Carton homogène blanchi (pâte pure cellulose blanchie)
Carton intérieur bois (jets centraux en pâte mécanique)
Conditions de formage
Convient pour tous les types d’opérations de formage,
même pour les formes profondes.
Non adapté aux formes profondes, sinon il y a risque de
délaminage.
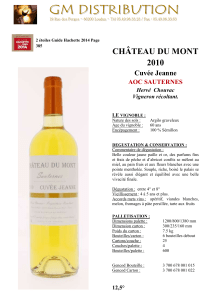
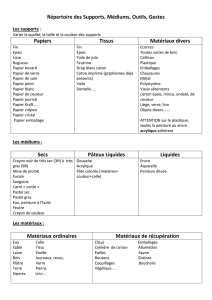
L’opération de pressageOutil de formage pour une assiette ronde
DÉPLACEMENT DE LA MACHINE
Outil femelle Outil mâle
Presse Presse
Découpe en carton
Assiette terminée

Guide Pratique d'Utilisation du carton | IGGESUND PAPERBOARD 214
Quand une épaisseur incorrecte entraîne un transfert
de chaleur médiocre, l’opérateur pourra être forcé à
augmenter l’un des deux autres paramètres (pression
ou temps de maintien). Le résultat du formage risquera
cependant d’être sous-optimal en raison de l’épaisseur
incorrecte du matériau.
Le formage en pratique
Il est important que les propriétés de résistance et
l’humidité restent constantes d’un lot de carton à l’autre,
de façon à pouvoir régler les machines selon des schémas
connus.
Les transformateurs spécialisés investissent dans des
machines rapides et disposent de jeux d’outils permettant
de travailler 20 à 40 dimensions différentes.
Les conditions suivantes sont essentielles pour un for-
mage réussi :
• absence de couche ou couche légère à l’extérieur, pour
minimiser les craquelures en surface
• conception optimisée des formes pour une stabilité
maximale.
Contrôle qualité du formage
Le formage s’évalue subjectivement, en fonction des dé-
fauts et craquelures apparentes, etc. (voir ci-dessous).
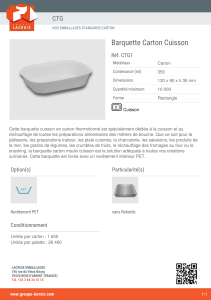
Sollicitations du carton
Problème
Les découpes se déchirent pendant l’opération.
Les pièces formées gauchissent en séchant pendant le
stockage.
La couche se craquelle et se délamine partiellement
pendant l’opération.
Cause
Les découpes de carton sont devenues trop cassantes ou
trop sèches suite à des variations hygrométriques.
Le résultat redeviendra satisfaisant après une nouvelle
humidification.
Les découpes sont trop humides.
La couche pigmentée utilisée est cassante.
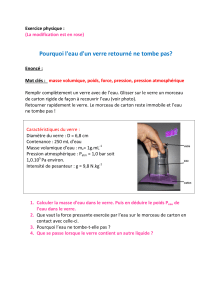
Rebord
Compression
Plis
Allongement
Thermoformage
1
/
3
100%