Paper

ﺔــﯾﺑﻌﺷﻟا ﺔــﯾطارﻘﻣﯾدﻟا ﺔــﯾرﺋازﺟﻟا ﺔــﯾروﮭـﻣﺟﻟا
REPUBLIQUE ALGERIENNE DEMOCRATIQUE ETPOPULAIRE
……………………………………………………………………….…………………………………………………
N° d’ordre : ….
Série : ….
Mémoire
Présenté en vue de l’obtention du
Diplôme de Master
Spécialité
Electrotechnique
Option
Gestion et Transformation de l’Energie Electrique
Thème
ETUDE ET REALISATION DE SYSTEMES
AUTOMATISES DIDACTIQUES
MISE EN ŒUVRE DE L’AUTOMATE SCHNEIDER TSX37
Présenté par:
BOUBAAYA NADJIB
Encadreur:
PR. BENALLA HOCINE
Promotion 2013/2014
ﯾﻠﻌﺗﻟا ةرازوــﻟﺎﻌﻟا مــﺣﺑﻟا و ﻲــﻣﻠﻌﻟا ثـﻲ
ﻌﻣﺎﺟـــــــﻧﯾطﻧﺳﻗ ﺔـــــــــﺔ1
ﺔــﯾـﻠﻛﺎﯾﺟوﻟوﻧﻛﺗﻟا موﻠﻋ
ﻢﺴﻗ
:ﻧﻘﺗورﺗﻛﻟاﻲ
MINISTERE DEL’ENSEIGNEMENT SUPERIEUR ETDELA
RECHERCHE SCIENTIFIQUE
UNIVERSITE CONSTANTINE I
FACULTE DES SCIENCES DELA
TECHNOLOGIE
DEPARTEMENT D’ELECTROTECHNIQUE

Dédicaces
A mes parents qui m'ont élevé entre chaleur et
tendresse
A mes grands-parents qui m'ont appris
droiture et justesse
A tous mes chers frères et sœurs
A mes tantes et mes oncles
A tous mes amis
Je dédie ce travail
Nadjib

Remerciements
Je remercie Allah, le tout puissant, le miséricordieux, de m’avoir
appris ce que j’ignorais, de m’avoir donné la santé et tout dont je
nécessitais pour l’accomplissement de ce mémoire.
Je tiens à remercier mes chers parents.
J’adresse mes vifs remerciements à Monsieur BENALLA HOCINE,
professeur à l'Université Constantine 1 d’avoir accepté de diriger ce
travail et pour ses nombreux conseils judicieux, qu’il trouve ici ma
sincère gratitude.
Puis ma profonde gratitude va à Monsieur REZGUI SALAH EDDINE
Maitre-assistant pour avoir co-dirigé ce travail, et pour la confiance.
Mes vifs remerciements vont aussi aux membres de jury pour avoir
accepté d'examiner ce travail.
Je tiens à remercier tous les enseignants du département
d'électrotechnique, et spécialement mes professeurs de la spécialité :
BENTOUNSI, LABED, BELAARBI, NABTI, DJEGHLOUD, BOUCHKARA,
ABED, REBBAH, BELLAHRACH et BELAKEHAL.
Enfin je remercie tous ceux qui de près ou de loin ont participé à
l'élaboration de ce travail.
Merci

Résumé
L’automatisation des systèmes devient de plus en plus une nécessité. La contribution
qu’apporte ce mémoire consiste en la mise en œuvre de systèmes automatisés pilotés par un
automate. Au départ, on a établi une présentation générale des principales caractéristiques de
l’automate utilisé (TSX 3721).
En suite, on a étudié et validé pratiquement l’automatisation de quelques systèmes. Dans une
dernière étape, et afin d’améliorer le fonctionnement
d’un système parmi les systèmes automatisés
étudiés, on a intégré un variateur de vitesse, ce dernier est commandé par l’automate.
Mots clés : API, systèmes automatisés, grafcet, variateur de vitesse.
Abstract
The automation of the systems becomes more and more necessary. The contribution which
makes this thesis consists of the implementation of automated systems controlled by an automat.
First of all, we have presented the main features of the used automat (TSX 3721).
Then, we have practically studied and validated the automation of some systems. Finally, and
in order to improve the operation of one system from the studied systems, we have integrated a
speed controller, this last one is drived by the automat.
Keywords: PLC, automated systems, grafcet, speed controller.
ﺺﺨﻠﻣ
ﺔﯿﻤﺘﺣ ةروﺮﺿ ﺢﺒﺻأ ﺔﻤﻈﻧﻸﻟ ﻲﻟﻵا ﻢﻜﺤﺘﻟا نإ .ﺗﻞﺜﻤ ﻲﻓ ﺔﻤھﺎﺴﻣ ةﺮﻛﺬﻤﻟا هﺬھلﺎﻤﻌﺘﺳا ﻲﻟﻵا ﺞﻣﺮﺒﻤﻟا
ﺔﯿﻟآ ﺔﻔﺼﺑ ﻞﻐﺘﺸﺗ ﺔﻤﻈﻧﻷا ﻞﻌﺠﻟ . ﻞﻤﻌﺘﺴﻤﻟا ﻲﻟﻵا ﺞﻣﺮﺒﻤﻟا ﺔﯿﺳﺎﺳﻷا ﺺﺋﺎﺼﺨﻟا ضﺮﻌﺑ ﺎﻨﻤﻗ ،ﺔﯾاﺪﺒﻟا ﻲﻓ
.
ﺔﯿﻟﻵا ﺔﻤﻈﻧﻷا ﺾﻌﺒﻟ ﻲﺒﯾﺮﺠﺘﻟا تﺎﺒﺛﻹا و ﺔﯿﻠﻤﻌﻟا ﺔﺳارﺪﻟا ﻰﻟإ ﺎﻨﻠﻘﺘﻧا ﻚﻟذ ﺪﻌﺑ .ﺮﯿﺧﻷا ﻲﻓ، ضﺮﻐﺑ و
اﺬھ ،ﺔﻋﺮﺳ ﺮﯿﻐﻣ ﺎﻨﺟردأ ،ﺔﺳورﺪﻤﻟا ﺔﯿﻟﻵا ﺔﻤﻈﻧﻷا ﻦﻣ مﺎﻈﻧ ءادأ ﻦﯿﺴﺤﺗ ﺞﻣﺮﺒﻣ ﺔﻄﺳاﻮﺑ ﮫﯿﻓ ﻢﻜﺤﺘﻣ ﺮﯿﺧﻷاﻲﻟآ.
ﺔﯾﺣﺎﺗﻔﻣ تﺎﻣﻠﻛ:ﺔﻋرﺳ رﯾﻐﻣ ، ،ﻲﻟآ مﺎظﻧ ،ﻲﻟآ ﺞﻣرﺑﻣ.
(
TSX 3721
)
grafcet

Sommaire
Introduction générale ...................................................................................................................... 1
Chapitre I
L’automate programmable industriel
I.1 Introduction ............................................................................................................................... 2
I.2 Historique .................................................................................................................................. 2
I.3 Définition .................................................................................................................................. 2
I.4 Fonction..................................................................................................................................... 3
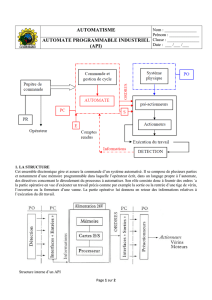
I.5 Architecture des API .................................................................................................................. 3
I.5.1 Bloc d’alimentation...................................................................................................... 4
I.5.2 Unité centrale de traitement ou le processeur ............................................................... 4
I.5.3 La mémoire.................................................................................................................. 4
I.5.4 Les interfaces d’entrée/sorties ...................................................................................... 5
Interfaces d’entrées .......................................................................................................... 5
Interfaces sorties .............................................................................................................. 6
I.7. Déscription physique de l’automate TSX 3721 ......................................................................... 6
I.8 Bloc de visualisation .................................................................................................................. 8
I.9.Visualisation de l’état des entrées sorties ................................................................................. 10
I.10 Principe de fonctionnement .................................................................................................... 10
I.11 Langage de programmation .................................................................................................... 11
I.11.1 LADDER ................................................................................................................. 11
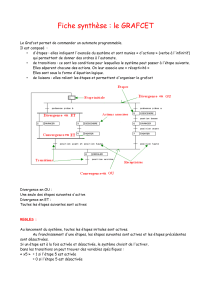
I.11.2 GRAFCET ............................................................................................................... 11
üPRL ......................................................................................................................... 11
üChart ........................................................................................................................ 11
üPOST ....................................................................................................................... 11
I.12 Classification des API ............................................................................................................ 12
I.13 Critères de choix d’un automate ............................................................................................. 12
I.14 Conclusion ............................................................................................................................. 12
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
1
/
58
100%