compréhension du procédé de mise en forme

1
Essais instrumentés de fluotournage :
Compréhension du procédé de mise en forme
Collaboration ROXEL/CEMEF – ANR « Fluoti »
Lyon, le 19 Juin 2014
Intervenants Cemef : Simon Becker, Erick Brotons, Christelle Combeaud, Dorian
Depriester, Francis Fournier, Elisabeth Massoni, Arnaud Pignolet, Gabriel Pouliquen
Intervenants Roxel : Laurent Bonhomme, Vincent Dornon, Alain Gorlier

2
- Fluotournage direct
- Fluotournage inverse
1. Le procédé : Principe

3
- Pièces aérospatiales et aéronautiques métalliques axisymétriques
- Pièces de grandes dimensions, de faibles épaisseurs
- Sans soudage, pas de perte de matière
- Aciers, alliages
1. Le procédé : Principe
Avantages :
- Fluotournage inverse

4
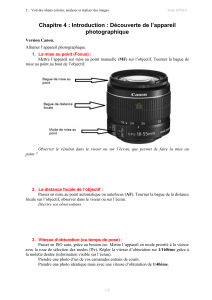
2. La problématique
- Comprendre l’écoulement matière sous la molette
- Influence des différents paramètres procédé :
Mode de chargement du matériau : nombre de molettes,
géométrie de la molette avec angle d’attaque, rayon courbure
et profondeur de passe associée
X
Avance
Angle de dépouille
Angle d’attaque
Rayon de courbure

5
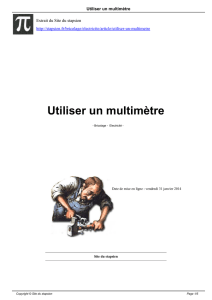
- Comprendre l’écoulement matière sous la molette
- Influence des différents paramètres procédé :
Vitesse de déformation du matériau :
- couplage entre vitesse rotation mandrin et vitesse
d’avance molette
X
Avance
Rotation
2. La problématique
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
1
/
35
100%