2013-04-04-proh-lio-pr-sentation-SUN-CHEMICAL-Jean

working for you.
!"#$%&'()*+)*
!"#$%&'()*+)*!"#$%&'()*+)*
!"#$%&'()*+)*
,-&./0)11&2%*+-)%#0)1*
,-&./0)11&2%*+-)%#0)1*,-&./0)11&2%*+-)%#0)1*
,-&./0)11&2%*+-)%#0)1*
3&'(&+)1*4*5$(6)1*
3&'(&+)1*4*5$(6)1*3&'(&+)1*4*5$(6)1*
3&'(&+)1*4*5$(6)1*
7&6)11)1
7&6)11)17&6)11)1
7&6)11)1
Jean-Do TURGIS
Mars 2013
Présenté par
J.-D. TURGIS

COMMISSION TECHNIQUE DU 4 AVRIL 2013
!"##$%&'()'#*+,%-./$#$%&'()'0*1/-0$'2$3'&$#43'1$'+,2,5$'$&',/5#$%&$0'2,'6-&$33$'1)-#40$33-"%
82%1"'()%#)1*+)1*$##02&11).)%61*+)*7&6)11)*.$#5&%)
82%1"'()%#)1*+)1*$##02&11).)%61*+)*7&6)11)*.$#5&%)82%1"'()%#)1*+)1*$##02&11).)%61*+)*7&6)11)*.$#5&%)
82%1"'()%#)1*+)1*$##02&11).)%61*+)*7&6)11)*.$#5&%)
•Perte de capacités de transfert
– Apparition de défauts d’impression: zones manquantes
• Défauts d’étalement dans les aplats, pinholes
• Projections, voltige, poudrage
•Mousses
•…
• Influence croissante des facteurs rhéologiques et
physicochimiques en régime fortement transitoire.
•Incapacité de mesurer directement les effets en
laboratoire

COMMISSION TECHNIQUE DU 4 AVRIL 2013
!"##$%&'()'#*+,%-./$#$%&'()'0*1/-0$'2$3'&$#43'1$'+,2,5$'$&',/5#$%&$0'2,'6-&$33$'1)-#40$33-"%
9)%1&2%*
9)%1&2%*9)%1&2%*
9)%1&2%*&%6)0:$#&$,)
&%6)0:$#&$,)&%6)0:$#&$,)
&%6)0:$#&$,) ;$<(1&7).)%6*$//),")*=+)*1(0:$#)->
;$<(1&7).)%6*$//),")*=+)*1(0:$#)->;$<(1&7).)%6*$//),")*=+)*1(0:$#)->
;$<(1&7).)%6*$//),")*=+)*1(0:$#)->
•Tension = force
• Force qui existe au niveau de toute interface entre deux
milieux différents (entre un solide ou un liquide et un gaz).
•Les molécules en surface n’interagissent avec ses voisines
que «vers l’intérieur » !il y a un « reste d’énergie », une
«tension»
• Tension de surface = énergie ou travail nécessaire pour
accroitre la surface d’un liquide.
• Sphère si la goutte est suspendue dans l’air = minimum de
molécules « déstabilisées » à l’interface.
• Certaines molécules ont une affinité plus grande pour
l’interface: elles y remplacent les molécules du liquide,
conduisant à réduire la tension de surface: tensio-actifs

COMMISSION TECHNIQUE DU 4 AVRIL 2013
!"##$%&'()'#*+,%-./$#$%&'()'0*1/-0$'2$3'&$#43'1$'+,2,5$'$&',/5#$%&$0'2,'6-&$33$'1)-#40$33-"%
9)%1&2%*&%6)0:$#&$,)*;$<(1&7).)%6*$//),")*=+)*1(0:$#)->
9)%1&2%*&%6)0:$#&$,)*;$<(1&7).)%6*$//),")*=+)*1(0:$#)->9)%1&2%*&%6)0:$#&$,)*;$<(1&7).)%6*$//),")*=+)*1(0:$#)->
9)%1&2%*&%6)0:$#&$,)*;$<(1&7).)%6*$//),")*=+)*1(0:$#)->
•Si les molécules sont mieux stabilisées par un support que par l’air
(force d’adhésion), le besoin de minimiser la surface liquide/air va
tendre à maximiser la surface de contact liquide/support = étalement
•Force d’étalement d’une goutte sur un support
= Tension “Film(/air)” – Tension “Encre(/air)”
= « adhésion » - « cohésion »
– Si Film > Encre : étalement (dessin)
– Si Film < Encre: démouillage
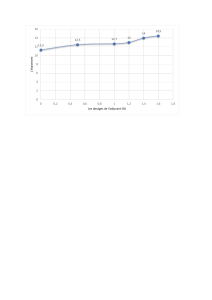
•Pour un bon étalement, l’encre
doit avoir la tension de surface
la plus basse possible, mais
pour un bon nivellement elle
doit être la plus élevée possible !

COMMISSION TECHNIQUE DU 4 AVRIL 2013
!"##$%&'()'#*+,%-./$#$%&'()'0*1/-0$'2$3'&$#43'1$'+,2,5$'$&',/5#$%&$0'2,'6-&$33$'1)-#40$33-"%
?@*&%6)07&)%6
?@*&%6)07&)%6?@*&%6)07&)%6
?@*&%6)07&)%6A
AAA),,)B
),,)B),,)B
),,)B
•Partout où le ratio surface / volume
est très élevé (m²/g)
• Liquides étalés en couches minces
– 1 g d’encre est étalé sur 1 m² de surface
•Filaments d’encres créés lors du vidage
des cellules
– Tension de surface + rugosité déterminent
les forces d’ancrage sur le support
– Structures de filaments complexes
– Etranglement puis rupture des filaments en gouttes !
 6
7
8
9
6
7
8
9
1
/
9
100%