Réaliser des économies d`énergies dans le bloc de traite

ÉCONOMISER
SANS INVESTIR :
C’EST POSSIBLE
COMMENT ?
Placer le matériel dans des conditions optimales de
fonctionnement : aération de la laiterie, entretien du
condenseur, positionnement et isolation du chauffe-eau
et des canalisations à eau.
LE SAVIEZ-VOUS ?
> Une aération insuffisante de la laiterie fait augmenter
la consommation du tank. La consommation du tank est
fonction de la température autour des condensateurs.
Exemple : une augmentation de la température de 5°C près
des condenseurs se traduit par une augmentation de 15%
de la consommation du tank.
> Le meilleur rendement du groupe froid des tanks est
obtenu pour une température ambiante voisine de
10°C. Il est donc conseillé d’évacuer la chaleur géné-
rée par son fonctionnement (Source – Ademe-Fr2e).
> Si les condenseurs sont sur le tank : créer une entrée d’air
basse à proximité du condenseur et une sortie d’air haute.
Si les condenseurs sont dehors, éviter l’exposition sud.
> Des condenseurs encrassés font augmenter la consom-
mation du tank. Les performances sont alors diminuées
et la durée de vie du matériel est réduite.
> Le nettoyage des condenseurs doit être régulier, c’est-
à-dire tous les 2 à 3 mois, en fonction de la poussière
ambiante. Durant le nettoyage, il faut éviter de plier les
ailettes.
> Les déperditions de chaleur de l’eau sanitaire sont à éviter.
Le chauffe-eau doit être positionné à proximité des points
de consommation. Une bonne isolation du chauffe-eau et
des canalisations permet de limiter les pertes en chaleur.
RÉALISER
DES ÉCONOMIES
D’ÉNERGIE DANS
LE BLOC TRAITE
DIA’TERRE : VOTRE OUTIL
DE DIAGNOSTIC ÉNERGIE-GAZ
À EFFET DE SERRE
Actuellement, dans les exploitations agricoles fran-
çaises, les dépenses en énergie représentent 12 à
20% des charges variables de l’exploitation (source :
Ademe). La maitrise de la dépense énergétique est
devenue une priorité pour assurer la rentabilité de
l’exploitation agricole.
Dia’terre évalue les consommations d’énergie et les
émissions de gaz à effet de serre à l’échelle de l’ex-
ploitation agricole. Conjointement, le conseiller et
l’exploitant vont pouvoir élaborer un plan d’actions
concrètes et priorisées afin de réduire les consom-
mations.
Pour réaliser un diagnostic Dia’terre, vous pouvez
contacter la Direction départementale des terri-
toires et de la mer (DDTM) qui vous transmettra la
liste des diagnostiqueurs du département.
> En savoir plus : www.ademe.fr/diaterre
AMÉLIORER LE BILAN ÉNERGÉTIQUE
DES EXPLOITATIONS AGRICOLES.
Président du conseil général du Calvados
Retrouvez
le Plan
agricole
et rural
2013-2017
sur www.calvados.fr
PROGRAMME D'ACTIONS / MARS 2013 Mon quotidien. Ma vie demain.
P.A.R.
PLAN AGRICOLE ET RURAL DU CALVADOS
Une réalisation du conseil général du Calvados
2013-2017
DÉPLIANT ÉDITÉ
EN PARTENARIAT AVEC L’ADEME
DE BASSE-NORMANDIE
CONTACT
CONSEIL GÉNÉRAL DU CALVADOS
DGA Développement et environnement
Direction du développement économique
Service agricole et aménagement foncier
23, 25, boulevard Bertrand
14 035 CAEN Cedex 1
Tél. : 02 31 57 15 58
www.calvados.fr
Document réalisé par la direction de la Communication en lien avec le service Agricole et aménagement foncier - Crédits photos : Shutterstock - Phovoir - Fotolia - Conception graphique : Noëmie Asseline - Impression : imprimerie interne du Conseil Général. Parution septembre 2013.

LE RÉCUPÉRATEUR DE CHALEUR
La consommation du chauffe-eau électrique varie entre 10 et
30 Wh/litre de lait en fonction des pratiques de nettoyage mais
aussi des caractéristiques du matériel.
FONCTIONNEMENT
Situé à la sortie du tank (entre le compresseur et le conden-
sateur), le récupérateur de chaleur permet de transférer les
calories du lait vers l’eau plutôt que de les évacuer dans l’air
via les condenseurs du tank à lait. Ainsi, le chauffe-eau doit
fournir beaucoup moins d’énergie pour porter l’eau à sa
température de consigne.
DEUX TYPES DE RÉCUPÉRATEURS DE CHALEUR :
> Les récupérateurs de chaleur à plaques
Le fluide frigorigène et l’eau à réchauffer circulent à
contre-courant dans un échangeur à plaques en inox ; l’eau
préchauffée est stockée dans un ballon relié au chauffe-eau.
Inconvénient : l’échangeur à plaques est plus sensible
à l’encrassement et au colmatage.
> Les récupérateurs de chaleur tubulaires internes
Le fluide frigorigène du tank circule dans un serpentin situé
dans un ballon de stockage de l’eau à réchauffer. Le ser-
pentin étant directement dans l’eau, il doit être de bonne
qualité pour éviter qu’il ne se perce et entraîner une panne
grave.
Inconvénient : pour un volume de ballon supérieur à 200
ou 300 L, le coût de l’investissement peut être supérieur à
une installation avec récupérateur à plaque.
> Les performances des deux types de matériel sont
sensiblement identiques
QUEL(S) MATÉRIEL(S) CHOISIR ?
CHIFFRES
C’est la part de consommation
électrique d’un bloc traite sur la
consommation énergétique totale
d’une exploitation laitière.
C’est la part de consommation
électrique du tank à lait et du
chauffe-eau sur la consommation
électrique totale du bloc traite.
LE BLOC TRAITE
COMMENT
RÉUSSIR VOTRE
INVESTISSEMENT ?
En savoir plus sur
LES TYPES
DE MATÉRIELS
LE RÉCUPÉRATEUR DE CHALEUR
> Réaliser l’installation par un frigoriste
> Obtenir l’accord formel de la laiterie si cette dernière
est propriétaire du tank
> Choisir un modèle adapté à vos besoins (le dimen-
sionnement du ballon de stockage,…)
> Veiller à la conception de l’installation (dimension-
nement de l’échangeur, mise hors gel et qualité de
l’eau, distance de montage)
> Réaliser un bon entretien : prévoir une visite par l’ins-
tallateur tous les 3 ans si un antitartre a été intégré.
Dans le cas contraire prévoir une visite tous les 2 ans
ou annuelle.
LE PRÉ-REFROIDISSEUR
> Réaliser l’installation par un professionnel
> Valoriser l’eau produite (abreuvement, nettoyage des
quais, de la machine à traire,…)
> Veiller à la température de l’eau froide et à celle ambiante
car elles influencent l’efficacité du pré-refroidisseur
> Atteindre un débit du lait faible et un débit de l’eau éle-
vé pour assurer l’efficacité des échanges thermiques
> Réaliser un bon entretien quotidien est indispen-
sable pour les échangeurs à plaques afin de garantir
la qualité du lait et de conserver les performances
du pré-refroidisseur. Pour cela, il est essentiel de
changer régulièrement les filtres à lait, de surveiller
la qualité de l’eau, de vérifier l’absence d’encrasse-
ment et de faire nettoyer les plaques régulièrement
par un professionnel, conformément aux prescrip-
tions du constructeur.
LE CHAUFFE-EAU THERMODYNAMIQUE
Choisir l’installation d’un chauffe-eau thermodyna-
mique lorsque le coefficient de performance de la pompe
à chaleur eau/air est supérieur à 3.3.
LE PRÉ-REFROIDISSEUR
La consommation énergétique du tank à lait, de 22 kW/litre
en moyenne, est proportionnelle à la température d’entrée
du lait dans le tank (environ 35°C). Réduire la tempéra-
ture du lait de 1°C à l’entrée entraîne une diminution de
la consommation du tank de 0.5 kW/litre. En diminuant la
température du lait à l’entrée du tank, le pré-refroidisseur
permet ainsi de réduire son temps de fonctionnement.
FONCTIONNEMENT
Un pré-refroidisseur de lait est un échangeur thermique
dans lequel deux fluides (le lait chaud et l’eau froide), cir-
culent à contre-courant dans des circuits adjacents.
Cet échangeur permet à l’eau d’extraire les calories du lait
et d’abaisser sa température avant qu’il n’entre dans le
tank. La température du lait pré-refroidi est comprise entre
17°C et 23°C, tandis que l’eau tiède peut atteindre 18 à 22°C
(Source : Idèle, 2010).
DEUX TYPES DE PRÉ-REFROIDISSEURS
> De manière générale, les recommandations vont vers
les pré-refroidisseurs tubulaires compte tenu des incon-
vénients liés aux échangeurs à plaques et des pertes de
charges élevées pour un bon nettoyage. Toutefois, cer-
tains pré-refroidisseurs tubulaires freinent tout autant
la circulation de la solution de lavage. Afin de compen-
ser ces pertes de charges, il est possible d’intégrer une
pompe à lait adaptée. (Source : Idèle, 2010)
LE CHAUFFE-EAU
THERMODYNAMIQUE
FONCTIONNEMENT
Le chauffe-eau thermodynamique est constitué d’une cuve
d’eau réchauffée par le condenseur d’une pompe à chaleur.
Cette pompe à chaleur est de type eau/air et fonctionne
généralement adossée à un ballon dimensionné en fonction
des besoins. L’avantage est la production d’eau chaude avec
le bénéfice d’un coefficient de performance.
Le chauffe-eau thermodynamique permet de fournir une
eau quasiment en continu. Une résistance électrique sert
d’appoint pour répondre aux pointes ou en cas de panne de
la pompe à chaleur.
20 %
65 %
PRÉ-REFROIDISSEUR RÉCUPÉRATEUR DE CHALEUR CHAUFFE-EAU
THERMODYNAMIQUE
ÉCONOMIE D’ÉNERGIE
ENVISAGÉE
Jusqu’à 35 à 50%
de consommation électrique
économisée sur le tank à lait
Jusqu’à 60 à 90% de
consommation électrique
économisée sur le chauffe-eau
Jusqu’à 70% de consommation
électrique économisée sur
le chauffe-eau
TYPE D’EXPLOITATION Supérieure à 250 000 L de lait Inférieure à 250 000 L de lait
COÛT (MATÉRIEL + POSE) 3 500 à 6 000 €1 000 à 4 000 € 2 500 à 3 500 €
RETOUR SUR
INVESTISSEMENT* 9 à 15 ans 5 à 8 ans 14 à 15 ans
QUELQUES
CONSEILS
INVESTIR
POUR ÉCONOMISER
AVANTAGES INCONVENIENTS
LES PRÉ-
REFROIDISSEURS
À PLAQUES
> Peu encombrant
> Modulation possible
du nombre de plaques
> Surfaces d’échanges
importantes
> Fragile
> Volume interne
> Sensible à
l’encrassement
> Nécessité d’un filtre
à lait pour éviter le
colmatage entre les
plaques
> Nettoyage des
plaques délicat
> Nettoyage régulier
de l’échangeur
LES PRÉ-
REFROIDISSEURS
TUBULAIRES
> Robuste
> Capacité du stockage
du lait élevé
> Dimensionnement fixe
> Investissement lié
à la taille de la salle
de traite
* Le retour sur investissement varie en fonction du prix de l’électricité.
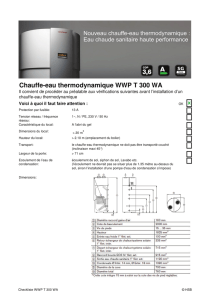
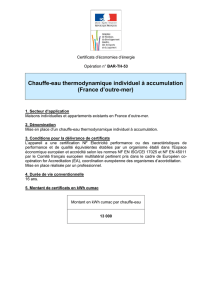
25 à 40 %
10 à 15 %
15 à 20 %
35 à 45 %
Machine à traire
Chauffe-eau
Divers
Tank à lait
Répartition de la consommation électrique des
équipements dans le bloc traite :
Source : Idèle, 2009
LE CONSEIL GÉNÉRAL
DU CALVADOS VOUS
AIDE DANS VOS
INVESTISSEMENTS
EN SAVOIR PLUS :
CALVADOS.FR
COMBINAISONS POSSIBLES
L’installation d’un pré-refroidisseur peut être combinée
avec celle d’un chauffe-eau thermodynamique.
A partir de 600 000 L de lait, une combinaison pré-refroidisseur
et récupérateur de chaleur peut être envisagée.
Ces combinaisons doivent être étudiées en fonction des
caractéristiques de votre exploitation.
1
/
2
100%