Avec Dryformer™

DryformerTM est un nouveau transformateur haute tension de type sec,
conçu selon la technologie de câbles inaugurée par
le nouvel alternateur d’ABB, Powerformer™.
Refroidi par ventilation forcée, Dryformer
se distingue par des enroulements de
conception originale, constitués de
câbles secs à isolation synthétique et à
conducteurs ronds. A l’heure actuelle, il
convient à des tensions primaires de 36
à 145 kV et à des puissances pouvant atteindre
150 MVA. L’absence d’huile élimine tout risque
de pollution du milieu naturel (sol, nappe
phréatique…) en cas d’accident, et réduit forte-
ment les risques d’incendie ou d’explosion.
Dryformer peut ainsi être installé au plus près
du consommateur, en sous-sol, dans des
zones urbaines ou des sites soumis à de fortes
contraintes d’environnement. Le champ élec-
trique est confiné dans le câble isolé au
polyéthylène réticulé (PR) et l’écran semi-conducteur externe est au potentiel de la terre: deux atouts
majeurs qui garantissent une conception optimisée des transformateurs de puissance.
Revue ABB 3/2000 59
ryformer™ révolutionne la technologie
des transformateurs de puissance à sec.
Se basant sur la même technologie de câbles
haute tension utilisée pour le Powerformer™ [1]
(l’alternateur révolutionnaire d’ABB), Dryformer
est équipé d’enroulements cylindriques pour
remédier aux restrictions de répartition du
champ, point faible des transformateurs de
puissance traditionnels.
Les conducteurs ronds,
facteurs de progrès
Les enroulements des transformateurs tradition-
nels sont en fils de section rectangulaire pour
obtenir le maximum de courant assigné, d’où
une répartition inégale du champ électrique et
de fortes intensités de champ aux angles. Pour
minimiser les pertes par courants de Foucault
dans les enroulements, il faut transposer ces
conducteurs le long de l’enroulement, suivant
une configuration complexe. De surcroît, aux
extrémités des enroulements, des mesures con-
traignantes s’imposent pour maîtriser le champ
électrique et éviter les décharges partielles.
Il résulte des équations de Maxwell que
les conducteurs ronds des enroulements du
Dryformer uniformisent le champ électrique
. Autre avantage de ces conducteurs:
1
Avec Dryformer™
D
Thomas Andersson, Stefan Forsmark, Albert Jaksts
le transformateur de
puissance se met au vert

60 Revue ABB 3/2000
Transmission and Distribution
l’absence de petits rayons dans les coins
comme c’est le cas des conducteurs de section
rectangulaire qui limitent l’effort maximal de
champ admissible.
Les matériaux isolants modernes se con-
juguent aujourd’hui aux nouveaux procédés de
fabrication pour produire des câbles de 500 kV,
capables de supporter des efforts de champ
pouvant atteindre 15 kV/mm: des performances
jusqu’alors impossibles avec la traditionnelle
isolation huile-papier des spires.
Le câble comporte un écran semi-conduc-
teur externe qui reste au potentiel de la terre.
Le champ électrique est donc confiné dans le
câble, offrant par là même aux constructeurs
toute une palette de nouvelles perspectives en
matière de conception électrique et mécanique.
Constitution du câble
Rappelons que les enroulements du Dryformer
se composent de câbles isolés, semblables au
câble HT à diélectrique solide traditionnel. Ils
sont constitués de couches concentriques: une
âme conductrice, un écran semi-conducteur
interne, une isolation au polyéthylène réticulé
(PR) et un écran semi-conducteur externe.
L’âme se compose d’ordinaire d’un conduc-
teur central entouré de plusieurs couches
concentriques, posées en quinconce, de 6, 12,
18, 24, 30, 36 et 42 fils conducteurs.
L’écran semi-conducteur externe reste au
potentiel de la terre, ce qui offre de multiples
avantages, notamment l’absence de risques de
décharges partielles ou d’effet de couronne, en
tout point de l’enroulement, ainsi qu’une sécu-
rité accrue du personnel, toutes les surfaces
apparentes du transformateur étant au potentiel
de la terre.
Un défi: repenser la conception
des transformateurs
La conception électrique et mécanique des
transformateurs de puissance classiques est fort
complexe; il faut notamment prendre en comp-
te plusieurs facteurs (champ électrique, champ
magnétique, température et forces électroma-
gnétiques) dont les interactions sont nom-
breuses.
Dans la mesure où le champ électrique est
confiné dans le câble, les paramètres de con-
ception comme la distance entre les enroule-
ments, et celle entre enroulement et parties
mises à la terre, peuvent être traités indépen-
damment. En minimisant les distances élec-
triques, le concepteur n’a plus qu’à s’intéresser
à l’espace nécessaire au bon refroidissement
des enroulements.
Qui plus est, Dryformer élimine l’un des
problèmes les plus épineux de la conception
des transformateurs traditionnels: les mesures
Genèse
Les transformateurs modernes puisent leurs origines dans les expériences menées
sur des transformateurs de distribution monophasés, en Hongrie, au début des
années 1880. Au terme de cette décennie, les transformateurs furent commercia-
lisés dans le monde entier; il s’agissait avant tout d’alimenter les systèmes
d’éclairage des grandes villes. Le réseau de transport triphasé de Hellsjön (Suède)
fut le premier à être doté, en 1893, d’un transformateur triphasé. Précisons que les
premières générations de transformateurs étaient de type sec.
La première utilisation de l’huile minérale remonte à 1906. Elle répondait à une exi-
gence: construire des transformateurs adaptés à des tensions supérieures à 20 kV.
Près d’un siècle plus tard, l’emploi de ce diélectrique reste d’actualité. Entre-
temps, les progrès accomplis par la filière électrique ont permis de repousser les
limites de tension à 800 kV et de puissance à plus de 1000 MVA.
La conception des transformateurs traditionnels de type sec ne permet pas
d’atteindre des tensions supérieures à 36 kV.
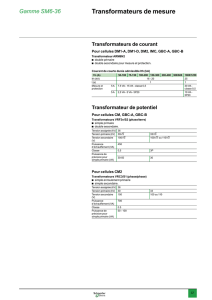
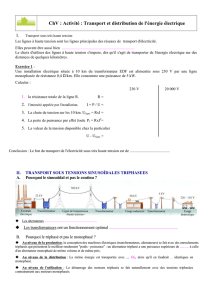
1Conducteurs ronds ou fils de section rectangulaire? Selon les équations de Maxwell, l’emploi d’un câble rond isolé au PR
uniformise la répartition du champ électrique tout en éliminant les décharges partielles (à droite, conducteurs isolés au papier).
E champ électrique

Revue ABB 3/2000 61
qui s’imposent pour limiter l’influence du
champ électrique sur les parties mises à la terre.
Or, avec Dryformer, le champ étant confiné
dans le câble, il devient inutile de maîtriser le
champ électrique aux extrémités des enroule-
ments, comme l’exigent les transformateurs de
distribution secs et ceux à huile.
La tension induite dans un transformateur
de puissance augmente progressivement le long
de l’enroulement HT, du point neutre à la ligne
électrique, lorsque le transformateur est relié à
un système directement mis à la terre. Le câble
utilisé pour l’enroulement HT est donc soumis à
différents efforts électriques sur toute la lon-
gueur de l’enroulement. Une solution à ce pro-
blème consiste à réduire l’épaisseur de l’isolant
sur les premières spires, puis à l’accroître sur
les spires suivantes. Pour y parvenir, et permet-
tre ainsi de mieux exploiter le volume du cir-
cuit magnétique du transformateur, il convient
d’utiliser plusieurs dimensions de câble le long
de l’enroulement.
Le circuit magnétique et les enroulements
peuvent bénéficier d’une surveillance ther-
mique par lecture directe de la température sur
chaque matériau. Ils sont en outre refroidis en
permanence par circulation forcée d’air .
Dryformer est capable de supporter une sur-
charge temporaire jusqu’à ce que la tempéra-
ture de l’enroulement le plus chaud atteigne
80 °C. Le principe de refroidissement du
Dryformer repose sur une redondance totale
des matériels. Si, par exemple, un ventilateur
doit obligatoirement maintenir la température
en dessous de 70 °C à pleine charge, le trans-
formateur sera équipé de deux ventilateurs
identiques. En cas de surchauffe, une alarme
est envoyée à la salle de commande et le venti-
lateur de secours démarre automatiquement
pour refroidir le transformateur et repasser sous
la barre des 70 °C. Cette redondance permet au
transformateur de supporter les surcharges
durant plusieurs heures.
Chaque ventilateur peut, en option, être
commandé en vitesse variable pour réduire sa
consommation en cas de faible charge et de
basse température ambiante.
Nouveaux procédés de fabrication
La construction du circuit magnétique du Dry-
former est très proche de celle des transforma-
teurs traditionnels, notamment avec la même
technique de laminage. Seule différence: le
noyau complètement assemblé est revêtu d’une
peinture anticorrosion pour pallier l’absence
d’huile.
L’originalité de Dryformer, par rapport aux
transformateurs à huile, réside principalement
dans ses enroulements. Traditionnellement, le
guipage constitue l’étape la plus délicate de la
fabrication des transformateurs. Cette opération,
souvent complexe, fait appel à un personnel
chevronné qui «enrubanne», en grande partie à
la main, le conducteur nu de bandes de papier
cellulosique. Libéré de ces contraintes, le câble
isolé du Dryformer bénéficie à l’évidence d’une
grande souplesse de fabrication et de mani-
pulation qui en simplifie la conception et la
production.
Ce câble étant pré-testé en usine, l’interven-
tion du constructeur du transformateur se limite
à la tâche la moins ardue, à savoir le bobinage.
Finie la manipulation délicate du complexe
papier-huile avec, à la clé, une réduction
considérable des risques inhérents à la
réalisation des enroulements.
La simplification des procédés de fabrication
et les essais préalables en usine permettent
également de raccourcir les délais de livraison
du câble.
2
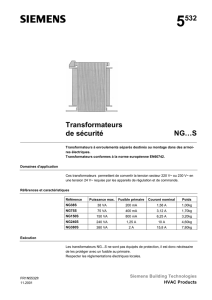
2Refroidissement forcé à l’air: configuration avec deux ventilateurs redondants,
l’un étant utilisé en régime permanent, l’autre en secours. En option, ils peuvent être
commandés en vitesse variable pour réduire la consommation en cas de faible
charge et de basse température.

62 Revue ABB 3/2000
Transmission and Distribution
L’absence d’huile joue un rôle décisif dans
l’implantation du transformateur en zones ur-
baines à forte densité de population. Dryformer
offre aux exploitants de réseau électrique et
aux collectivités locales une souplesse accrue
dans l’installation des postes et facilite leur
mise en conformité avec la législation et la
réglementation environnementales. Les postes
peuvent en effet être conçus indépendamment
du transformateur. D’autres facteurs sont aussi
sources d’économies: un agencement optimisé
du poste, une réduction des équipements de
sécurité incendie et la suppression de la cuve
d’huile.
Le transformateur Dryformer pouvant être
raccordé directement aux câbles isolés HT, il
est possible de l’implanter au plus près du
réseau de distribution. En règle générale, il peut
être installé au point même de consommation,
à l’intérieur ou à l’extérieur de bâtiments
occupés, enterré ou non, et même à l’extérieur
du poste électrique. Ce rapprochement de la
haute tension et du consommateur réduit les
pertes dans les câbles, ce qui allège directe-
ment le coût des lignes et des câbles d’énergie.
Les avantages procurés par l’installation du
transformateur en site urbain sont illustrés à la
figure : en réduisant de 5 km la distance
Dryformer-charge, on peut amener le câble de
69 kV (au lieu du câble 24 kV) à proximité du
centre de consommation, d’où une diminution
des pertes. Plus concrètement, la figure
chiffre cette économie sur une période de 30
ans (soit un total de 8,5 GWh ou 280 MWh par
an, sans compter les pertes du transformateur).
Cette réduction des pertes va de pair avec une
baisse des émissions polluantes (tableau).
Avec Dryformer, les risques de pollution
chaude (incendie, explosion) et froide (effets
sur l’environnement) sont inexistants. L’absence
d’huile autorise également l’installation des
transformateurs de puissance HT à proximité de
cours d’eau. Centrales hydroélectriques et sta-
tions de traitement de l’eau sont en effet des
sites particulièrement sensibles dont l’environne-
ment doit être totalement à l’abri de la pollution.
Autres avantages: l’absence d’huile et la
possibilité de confiner le champ électrique dans
le câble éliminent les risques traditionnellement
liés à l’installation des transformateurs HT dans
des immeubles de grande hauteur.
L’emploi de câbles et de jonctions HT en
milieu urbain, au lieu des lignes aériennes, peut
4b
4
3
3Dryformer offre aux exploitants de réseaus électriques et aux collectivités
locales une souplesse accrue dans l’installation des postes et facilite leur mise en
conformité avec la législation environnementale.
CO2SO2NOx
Suède 345 400 2 200 900
Canada 1 870 000 8 400 4 700
Danemark 8 180 000 34 700 21 000
Etats-Unis 5 601 000 21 500 14 000
Tableau: Baisse des émissions polluantes (exprimée en kg/30
ans, dans 4 pays), résultant d’un raccourcissement de 5 km de la
distance Dryformer™ – centre de consommation (cf. )
4

Revue ABB 3/2000 63
aussi supprimer les éventuels risques associés
aux champs électriques ouverts, les parties HT
n’étant pas à découvert.
Maintenance réduite
Constitué d’un plus petit nombre de composants,
Dryformer ne demande que peu d’entretien tout
en offrant une fiabilité et une disponibilité
supérieures à celles des transformateurs clas-
siques. En effet, l’absence d’huile simplifie et
accélère l’installation de l’appareil, comme elle
élimine le risque d’explosion et d’incendie.
Protection de l’environnement
L’évolution des transformateurs de type sec a
toujours été marquée par un souci permanent
de l’environnement. Grâce à l’analyse du cycle
de vie (ACV), l'impact global d’un produit ou
d’un système sur l’environnement se mesure à
chaque étape de son existence (extraction des
matières premières, production, utilisation et
destruction). Or, cet écobilan révèle que
Dryformer est plus respectueux de l’environ-
nement que tout autre transformateur classique.
Bilan technico-économique
Avant d’investir dans une installation de puis-
sance, il est d’usage de dresser un bilan
économique global du poste électrique.
Plusieurs facteurs entrent alors en ligne de
compte: investissement, recettes, coût d’ex-
ploitation du site, taux d’intérêt… Ce bilan
s’appuie très souvent sur deux exemples types
d’analyse: le coût global et le bénéfice global
de l’équipement.
Si l’on se penche maintenant sur l’état de
l’art de la technologie des transformateurs, force
est de constater que la plupart des fournisseurs
offrent à peu près les mêmes performances et
caractéristiques de fonctionnement. Or, le
Dryformer se démarque très nettement des
transformateurs classiques et offre des atouts
décisifs qui vont bien au-delà du simple coût
d’investissement initial et justifient largement le
choix de cet appareil.
Dans cette optique, plusieurs éléments du
coût d’un transformateur doivent être pris en
compte, au cas par cas:
69 kV69 kV
69 kV
a
b
Câble 69 kV
Câble 24 kV (~5 km)
Pertes GWh
(30 ans)
Pertes GWh
(30 ans)
10 20 30
10 20 30
40
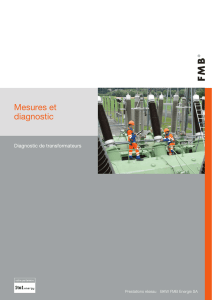
4Réduction des pertes avec Dryformer. En diminuant de 5 km la distance entre le transformateur et le
consommateur, il est possible d’utiliser un câble de 69 kV au lieu d’un câble de 24 kV (b), ce qui se traduit
par une économie totale, sur 30 ans, estimée à 8,5 GWh (soit 280 MWh/an).
 6
6
1
/
6
100%