HT-4400.pps - Messer Coupage

Démarrage HT-4400

Copyright, 1999 Hypertherm, Inc.
These materials cannot be reproduced in any form without the permission of Hypertherm, Inc. 2
Système PAC HT4400

Copyright, 1999 Hypertherm, Inc.
These materials cannot be reproduced in any form without the permission of Hypertherm, Inc. 3

Copyright, 1999 Hypertherm, Inc.
These materials cannot be reproduced in any form without the permission of Hypertherm, Inc. 4
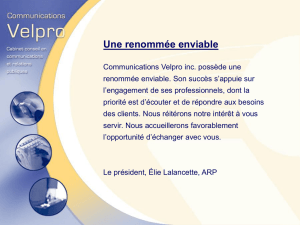
Vérification Vérification Hauteur Délai de
Réglage pré-débit Réglage pré-débit pré-débit débit découpe Tension Torche Vitesse
de perçage
perçage
test test test test d'arc à l'écart de coupe initial initial
Plasma
Gaz inerte
Plasma Gaz inerte
MV2 MV5 MV4 MV7 MV1 MV3 MV6 PG1 PG2 PG1 PG2 Volts In. mm ipm mmm In. mm Sec.
428 840 65 840 60 49 135 0,16 4 160 4060 0,31 8 0,5
428 840 75 840 36 47 72 48 145 0,19 5 65 1650 0,38 10 1
428 840 75 840 150 0,19 5 55 1400 ? ? ?
Tableau de découpe typique
Acier doux
Plasma 02/ Gaz inerte 02-N2
400 A

Copyright, 1999 Hypertherm, Inc.
These materials cannot be reproduced in any form without the permission of Hypertherm, Inc. 5
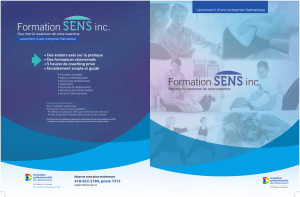
40
60
80
100
120
140
160
180
0 0,2 0,4 0,6 0,8 1 1,2
Epaisseur de l'acier (pouces)
Vitesse de coupe
400A O2
300A O2
200A O2
Plage sans scorie
Procédé 200A 300A 400A
Epaisseur 1/4” 3/8” 1/2” 1/2” 3/4” 1” 1/2” 3/4” 1”
Niveau
inférieur 120 70 100 80 70 55 100 85 65
Niveau
supérieur 160 85 125 140 80 55 165 95 65
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
1
/
73
100%