E11 - Institut Carnot Energies du Futur

129/01/2015
PROJET MAGASS
S. Fiette (1) –A.L Bui Van (1) –G. Largiller (2) - G.Delette (3)
CEA-LITEN
•Date de démarrage : 09/2013
•Date de fin : 09/2015
•Laboratoires impliqués : (1) LITEN DEHT/SIGE/L2M –(2) DTBH/SCTR/LCA –(3) DTNM/SERE/LMA
•Action financée :

229/01/2015
Rappel du contexte et fonctionnement
par rapport à l’état de l’art
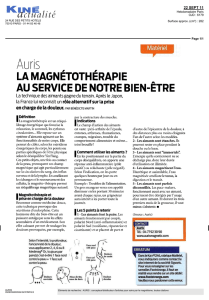
Configurations optimisées de moteurs électriques avec AP de forme complexe
Intérêt des moteurs à AP NdFeB (compacité, efficacité > 93 %)
Stabilité du moteur, minimisation des pertes
Facilité de montage, Résistance à forte vitesse
Pb. de fissuration au frittage
Tian, J. (2009)
Moteur avec bague multipolaire
Utilisation du couple reluctant
Fonctionnement moins critique pour les aimants
Difficulté de montage et d’assemblage rotor
Limité à des plasto-aimants
Moteur à aimants enterrés multi-couche
Aichi steel 2013
•Potentiel du procédé PIM (Powder injection Molding) peu exploité pour NdFeB anisotrope
•Bague radiale frittée : 1 seul fournisseur (Hitachi)
•Modélisation thermomécanique du frittage de NdFeB peu développée (fissuration, distorsion)
•Pas de techno brasage aimants/rotor ou aimant/aimant autre que collage

329/01/2015
Rappel du contexte et fonctionnement
par rapport à l’état de l’art
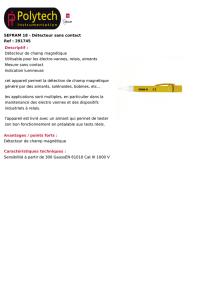
Phase magnétique
(Nd,Dy)2Fe14B
Phase riche en Nd
Frittage
+ recuits
200 nm
Pressage isostatique
H2
Strip-casting
Décrépitation
four 5 µm
Broyage
Phase magnétique
(Nd,Dy)2Fe14B
Phase riche
en Nd en
surface des
grains
Procédé aimants NdFeB frittés
B
NdFeB 0,5 %Dy obtenu au LITEN

429/01/2015
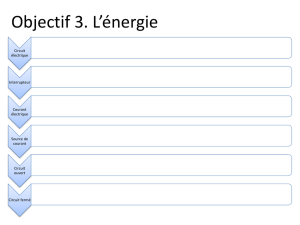
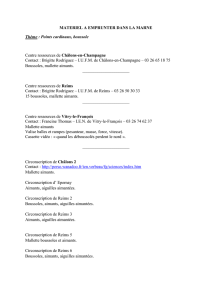
+ Polymères
500°C
1000°C
injection
déliantage
Frittage + recuit
Rappel du contexte et fonctionnement
par rapport à l’état de l’art
B
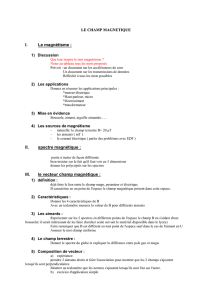
Rhéologie des feedstocks
-100
100
300
500
700
900
1100
1300
1500
01000 2000 3000 4000 5000 6000
Taux de cisaillement (/s)
Viscosité (Pa.s)
ferrites CEA
NdFeB-5µ-MQ
NdFeB-5µmCEA-1
Arelec
NdFeB-5µmCEA-2
Injection
Mélangeur à
rouleau BAG
Mélangeur à rouleau
BAG + mélangeur à pale
Projet CARNOT MAGNET : 2 points durs
Fabrication faibles quantités (200 g) BaG nano, reprise broyage
mélangeur à pâles pour amélioration viscosité
Déliantage sous H2, pollution C : densité insuffisante en fin de frittage
Procédé PIM

529/01/2015
Rappel des objectifs et démarche
engagée
Modéliser le fonctionnement de moteurs à aimants permanents de façon à définir des géométries,
arrangements et propriétés d’aimants idéales
Proposer des technologies d’assemblage par brasage d’aimants sans dégradation de leur propriétés
Maitriser la mise en forme d’aimants NdFeB par PIM
Conception de moule de presse avec technologie d’alignement
Réactivité des poudres NdFeB et déliantage
Modélisation thermo-mécanique du frittage des aimants NdFeB
Distorsions géométriques
Fissurations
Démonstration sur des prototypes :
Intégration de nouvelles solutions technologiques dans un moteur de référence
−Prototype 1 : brasage aimants sur rotor en remplacement du collage + frettage
−Prototype 2 : intégration d’aimants réalisés par PIM avec une forme optimisée
 6
7
8
9
10
11
12
13
14
15
6
7
8
9
10
11
12
13
14
15
1
/
15
100%