B. Transformateurs étalons

Mémoire d’ingénieur
Fabrication de transformateurs étalons
Thomas LAFOREST
MT3
2010

- 2 -
2
Résumé
Abstract
Remerciement
Introduction
CHAPITRE I. PRESENTATION GENERALE
A. Présentation de l’entreprise
1 Le LNE
2 Organisation du LNE
3 Projet de l’apprenti
B. Cadre de l’étude : Détermination de RK
1 Notion d’effet Hall quantique
2 Chaîne de mesure
3 Étalon de capacité calculable de Thomson-Lampard
4 Pont à transformateur
CHAPITRE II. FABRICATION DE TRANSFORMATEURS
A. Transformateur d’injection
1 Conception
2. Réalisation
3. caractérisation du transformateur
B. Autotransformateur étalon
1 Conception
2 Réalisation
CHAPITRE III. ÉTALONNAGE
A. Principe
B. Description du banc d’étalonnage
C. Résultats
Conclusion
Bibliographie
Annexes

- 3 -
3
CHAPITRE I : PRESENTATION GENERALE
A. PRESENTATION DE L’ENTREPRISE
1. Le LNE
Fondé en 1901, le Laboratoire National de métrologie et d’Essais (LNE), à l’époque laboratoire
du CNAM (Conservatoire National des Arts et Métiers
)
, avait pour but d’effectuer des essais de
conformité pour divers domaines (thermomètres médicaux , métaux, matériaux de construction…).
En 1978, la loi Scrivener lui donne le statut d’EPIC (Etablissement Public à caractère Industriel et
Commercial).
Aujourd’hui, le LNE fournit des prestations aux entreprises dans bon nombre de domaines tels que
la métrologie, la santé, la construction, l’environnement, l’électrotechnique. Il propose une offre en
matière de conformité technique (étalonnages, essais...) d’études, de formation et de certification.
Le LNE a également des missions de service public précisées dans le cadre d’un contrat
d’objectifs signé tous les quatre ans avec l’Etat.
Elles impliquent l’engagement financier de l’Etat sous forme de subventions annuelles, qui
permettent au laboratoire :
- d’être le laboratoire national de référence, pour l’industrie, en matière de métrologie.
- de poursuivre son développement scientifique et technique pour anticiper les besoins nouveaux
en matière de mesure et d’essais, liés aux évolutions technologiques et aux attentes nouvelles de
la société dans les domaines de la sécurité, de la santé, de la qualité ou encore de la protection
de l’environnement;
- de donner une assistance technique aux pouvoirs publics et aux acteurs économiques pour
l’élaboration de nouvelles réglementations et normes aux niveaux, international, européen et
national, la mise au point de nouvelles méthodes d’essais, et la surveillance du marché.
Mon apprentissage s’est déroulé au sein d’une unité de recherche ayant pour mission d’être le
laboratoire national de référence pour l’industrie en matière de métrologie.

- 4 -
4
2. Organisation du LNE
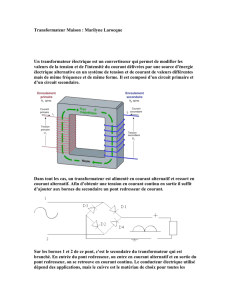
Comme on peut le voir sur l’organigramme le LNE est divisé en cinq divisions (Figure 1). Mon
apprentissage se déroule au sein du pôle métrologie fondamentale de la Direction de la Métrologie
Scientifique et Industriel (DMSI). La Direction de la recherche scientifique et Technologique
apporte un soutien en proposant des orientations et en validant les projets qui lui sont proposés
avec l’appui du comité scientifique du LNE.
3. Projet de l’apprenti
Ce rapport est un bilan des connaissances acquises durant mes sessions professionnelles du
LNE. Le but de mon apprentissage est, en plus de m’initier au domaine de la métrologie
électrique, de fabriquer un transformateur étalon. La conception de cet appareil m’a permis
d’approfondir mes compétences dans le domaine du génie électrique mais également du génie
mécanique puisque cette fabrication a nécessité la conception d’élément mécanique.
Voici les trois points principaux de mon apprentissage :
S’informer sur le fonctionnement du matériel et des techniques de mesures utilisées.
Etalonnage de transformateurs.
Figure 1 - Organigramme du LNE

- 5 -
5
Fabrication de transformateurs.
Le premier chapitre explique comment sont utilisés les transformateurs des ponts de mesures.
Ensuite, le chapitre suivant détaille leurs fabrications. Enfin, le dernier chapitre explique leurs
étalonnages.
B. CADRE DE L’ETUDE : DETERMINATION DE RK
Jusqu’en 1990 l’unité de résistance électrique était représenté par le rapport entre une
tension et un courant électrique. Cette méthode a le défaut de cumuler les erreurs des
mesures effectuées pour déterminer le volt et l’ampère. Par conséquent, en 1990, le comité
international des poids et mesures (CIPM) a recommandé aux divers laboratoires de
métrologie électrique à travers le monde d’utiliser l’effet Hall quantique (EHQ) pour réaliser
l’étalon de résistance.
Ce phénomène permet en effet de produire une valeur de résistance directement fonction de
la constante phénoménologique RK, la constante de von Klitzing, définie théoriquement par
la relation RK =
2
e
h
≈ 25,812 807 k.
Pour valider cette théorie, il faut préalablement effectuer des mesures suffisamment fines
pour permettre la validation pratique de ces effets. Le projet dans lequel j’interviens au
travers de mon apprentissage à pour cadre la détermination de RK.
le paragraphe suivant revient brièvement sur l’effet Hall pour ensuite expliquer son
équivalent quantique.
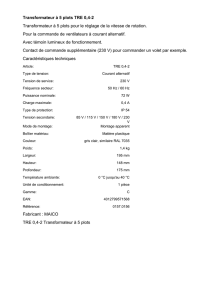
1. Notion sur l’effet Hall quantique :
Lorsqu’un courant traverse un barreau conducteur et qu’un champ magnétique B est
appliqué perpendiculairement au sens de passage de courant, une tension appelée tension
de Hall VH, proportionnelle à B apparaît sur les faces latérales du barreau (Voir Schéma de
la figure I.2). On définit la résistance de Hall comme étant le rapport
I
V
RH
H
. Cette
résistance varie linéairement avec le champ magnétique (Figure I.2). Il s’agit de l’effet Hall
« classique » .
RH
B
Variation linéaire
(section et courant constant)
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
1
/
69
100%