les systèmes auto-cut xt

Matériau Courant
(A)
Gaz Plasma
/Protection
Epaisseur
(mm)
Vitesse de
coupe
(mm/min.)
Acier doux 55 Air/Air 1 11500
3 5460
5 3180
100 Air/Air 6 4150
12 1960
20 720
25 520
200 Air/Air 10 3190
12 2710
20 1430
25 920
300 Air/Air 12 2790
20 1960
25 1300
35 920
38 510
50 220
70 100
Acier inoxydable
55 Air/Air 1.5 9750
4 2180
5 1450
100 Air/Air 6 3020
10 1580
12 1260
100 N2/H20 6 1750
10 1210
12 970
200 N2/H20 20 1450
25 1000
300 Air/Air 20 3020
25 1750
35 1060
Aluminium
55 Air/Air 2 8790
5 2360
100 Air/Air 6 2650
12 1310
20 890
100 N2/H20 6 1640
10 1210
12 970
200 N2/H20 20 1700
25 1000
300 Air/Air 20 1600
25 1490
35 1320
Thermal Dynamics
®
présente
LES SYSTÈMES
AUTO-CUT XT
Les nouveaux systèmes Auto-Cut
®
XT offre le niveau supérieur en matière de
exibilité et de abilité dans les applications de coupe de tôles épaisses.
• Les pièces MaximumLife® pour diminuer les frais d’exploitation
• Une meilleure productivité pour des gains plus importants
• Le procédé Water Mist Secondary (WMS®) pour une coupe de grande
qualité à bas coût sur les métaux non ferreux.
SYSTÈMES DE DÉCOUPAGE
PLASMA AUTOMATISÉS
We Bring Intelligence to the Table.TM
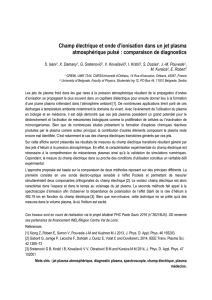
Remarque : Le tableau des vitesses de coupe comprend des données préliminaires et il peut être modifié
sans préavis. Le faire attention aux comparaisons. Les vitesses susmentionnées sont les meilleures vitesses
de coupe. Il arrive souvent que les concurrents indiquent les vitesses de coupe maximales. Même s’il est
possible d’atteindre des vitesses bien plus élevées, la qualité du bord et l’angle du chanfrein peuvent être
compromises. Les valeurs indiquées dans ce tableau ont été obtenues en utilisant des consommables neufs,
des paramètres de courant et de gaz corrects, un contrôle de la hauteur de la torche précis et en tenant la torche
perpendiculairement à la pièce. Le tableau de fonctionnement n’indique pas tous les processus disponibles
pour les modèles Auto-Cut 200 et 300 XT. Veuillez contacter Thermal Dynamics pour plus d’informations.
Tableau des vitesses de coupe pour les systèmes Auto-Cut XT
Exemple pour 15 mm sur l’aluminium & 20 mm sur l’acier inoxydable
Exemple pour la coupe 20 mm avec air/air sur Acier doux
Exemple de coupe WMS
Exemple de coupe air/air
Vitesses de coupe avec des performances ables
Spécications
LES SYSTÈMES AUTO-CUT XT
Thermal Dynamics® présente
Spécifications de l’unité*
Puissance nominale (A) 200 A
Courant de sortie (A) 5-200 A
Tension sortie (Volts) 170 V
Tension d’entrée
(Volts, Phase, Hertz) 400V, triphasée, 50-60 Hz
Courant d’ entrée
(A, Volts) 60 A à 400 V
Facteur de marche (à 104 F / 40 °C) 100% (40 kW)
Tension à vide à 400 V 425 V
Gaz plasma Air, O
2
, Ar-H
2
, N
2
à 8.3 bar
Gaz de protection Air, N
2
à 8.3 bar
Water Mist Secondary (WMS)
(en option)
H
2
0 à 0.6 l/min
Poids du générateur 215 kg
Dimensions (H x W x D)
1219 mm x 698 mm x 1031 mm
* Susceptibles de changer sans préavis
Spécifications de l’unité*
Puissance nominale (A)
300 A
Courant de sortie (A)
5-300 A
Tension sortie (Volts)
180 V
Tension d’entrée
(Volts, Phase, Hertz)
400V, triphasée, 50-60 Hz
Courant d’ entrée
(A, Volts)
93 A à 400 V
Facteur de marche (à 104 F / 40 °C)
100% (60 kW)
Tension à vide à 400 V
425 V
Gaz plasma
Air, O
2
, Ar-H
2
, N
2
à 8.3 bar
Gaz de protection
Air, N
2
à 8.3 bar
Water Mist Secondary (WMS)
H
2
0 à 0.6 l/min
Poids du générateur
268 kg
Dimensions (H x W x D)
1371 mm x 698 mm x 1031 mm
Capacité de coupe
Acier doux Acier inoxydable Aluminium
Perçage de
production
25 mm 25 mm 25 mm
Perçage maximal
35 mm 35 mm 35 mm
Démarrage depuis
le bord
50 mm 50 mm 50 mm
Capacité de coupe
Acier doux Acier inoxydable Aluminium
Perçage de
production
35 mm 35 mm 35 mm
Perçage maximal
40 mm 40 mm) 40 mm
Démarrage depuis
le bord
70 mm 70 mm 70 mm
Auto-Cut 200 XT Auto-Cut 300 XT
LES SYSTÈMES AUTO-CUT XT
Thermal Dynamics® présente
Victor Technologies Limited • Chorley North Industrial Park • Chorley, Lancashire PR6 7BX United Kingdom. Tel: +44 1257 224824 • Fax: +44 1257 224800
Victor Technologies SRL • Via Benaco 3, 20098 San Giuliano Milanese (MI) Italy • Tel: +39 02 36546801 • Fax: +39 02 36546840
Victor Technologies GmbH • Dierdorfer Straße 499 D-56566 • Neuwied-Gladbach Germany. Tel : +49 (0) 2631 999960 • Fax: +49 (0) 2631 9999610
www.thermal-dynamics.com Email: [email protected]

Couper rapidement avec air-air
• La technologie de consommables de torches
XT brevetée par Thermal Dynamics est parfaite
pour couper entre 1 mm et 25 mm [35 mm pour
l’Auto-Cut 300 XT]. On peut obtenir des coupes
d’excellente qualité sur les métaux ferreux et non
ferreux à des vitesses plus élevées.
• Petite zone affectée par la chaleur et surface du
bord de coupe lisse
• Saignée plus étroite pour les rayons et les angles
plus serrés à des vitesses élevées
• Grande fenêtre de paramètres avec bavures
minime
• Une densité de l’arc supérieure pour des vitesses
plus rapides sans sacrifier la qualité de coupe
• Des coupes plus rapides avec air/air sur l’acier
inoxydable
Les systèmes Auto-Cut 200 XT et 300 XT offrent des performances de coupe supérieure sur l’acier doux
et les métaux non ferreux. Ces générateurs sont conçus pour un fonctionnement able et à bas coût.
Les éléments comme la cartouche de consommable XTTM-301 et le Centre de messages sur l’état de la
machine rendent ces modèles faciles à utiliser.
La exibilité pour une coupe épaisse ou
n sur tous les types de métaux
Les parties consommables XT-301 sont disponibles pour
couper les métaux en plaque compris entre 1 mm et 25 mm [35
mm pour l’Auto-Cut 300 XT]. Les systèmes Auto-Cut XT avec la
torche XT-301 sont normalement utilisés avec une gaz plasma
à l’air économique et un gaz de protection à l’air pour couper
l’acier doux et la plupart des métaux non ferreux. Cela se traduit
par des nitions de surface de grande qualité et des coupes
avec peu de bavures.
Pour une qualité encore meilleure sur l’acier doux, les modèles
Auto-Cut XT offrent une capacité de coupe au plasma O2. Pour
une coupe des métaux non ferreux encore plus économique
et une qualité de coupe sans égal, utiliser notre procédé Water
Mist Secondary (WMS®) unique en son genre avec le plasma à
l’azote et le rideau d’eau.
Si la coupe de métaux non ferreux épais s’avère nécessaire,
passer au rideau d’azote et Ar-H2 (H35) pour des performances
supérieure sur les métaux non ferreux allant jusqu’à 25 mm ou
35 mm pour l’Auto-Cut 300 XT.
We Bring Intelligence to the Table.TM
Les systèmes Auto-Cut XT offrent une productivité maximale de manière able et simple
Productivité
• Une vitesse de coupe élevée pour produire davantage de
pièces par heure
• Avec le procédé Water Mist Secondary (WMS), la vitesse
de coupe peut être trois fois plus élevée que celle des
systèmes de coupage similaires
• La sortie de kW la plus élevée de sa catégorie
• Une durée de vie des pièces exceptionnelle
• Une réduction des temps morts lors du remplacement des
pièces grâce à la conception de la cartouche SpeedLok de
la torche XT™ 301.
Fiabilité
• Des tests en laboratoire exhaustifs et des essais sur
le terrain garantissent une abilité et une performance
continues
Technologie
• Un microprocesseur contrôlé pour produire la meilleure
qualité de coupe
• La conception de la torche de précision offre la meilleure
qualité de coupe dans sa catégorie
• Une vitesse de coupe supérieure au H35 en utilisant
N2/H20 sur les métaux non ferreux
Technologie de torche XTTM 301
La technologie de torche XT de Thermal Dynamics offre
productivité et fiabilité.
• Cartouches consommables sans outil pour changer
rapidement de processus
• Une construction de précision garantissant un recentrage
exact de la cartouche consommable après avoir changé les
pièces
• Col de retenue SpeedLock à déclic rapide
• Branchements électriques des consommables refroidis par
liquide
• Conception du tube du liquide de refroidissement sans fuite
avec ressort
• Refroidissement plus important de la tuyère et de l’électrode
• Meilleure durée de vie grâce à la commande d’alignement
brevetée
Facilité d’utilisation
• Une installation rapide et simple
• Une conguration simple et une console de gaz
conviviale
• Une conception des consommables permettant un
changement rapide SpeedLockTM
• Problèmes de dépannage faciles à identier
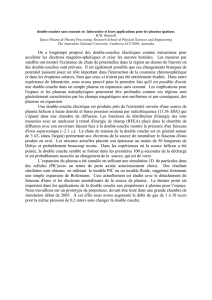
Console du gaz complète
Le gaz plasma, les pressions secondaires et les débits sont contrôlés
précisément au niveau de l’alimentation avec différents détendeurs à
simple détente. Il est facile de passer du gaz secondaire au procédé
WMS avec le sélecteur situé sur le panneau frontal.
Avec WMS
PLASMA SHIELD
A
SHIELD GAS
H
2
0 MIST
H
2
0 MIST
SET
RUN
PLASMA SHIELD
A
RUN
SET
A
Run / Set
Selector
Amperage / Current
Selector
Bouton de commande
et débitmètre de l’eau
nébulisée (rideau)
Sélecteur
de gaz protection
PLASMA SHIELD
A
RUN
SET
PLASMA SHIELD
A
RUN
SET
Manomètre du
gaz plasma
Manomètre du
gaz de protection
Sélecteur
Run / Set
Sélecteur
d’ampérage
de courant
Sélecteur
de pression
du gaz plasma
Sélecteur
de pression
du gaz de
protection
AC 200 XT
GAS
H2O MIST
RUN
SET PLASMA SHIELD
SHIELD
H2O MIST
A
Sélecteur
de l’ampérage
Sélecteur de protection
Sélecteur
Run / Set
Manomètre du
gaz plasma
Sélecteur de pression
du gaz plasma
Sélecteur de pression
du gaz de protection
Bouton de commande
et débitmètre de l’eau
nébulisée (rideau)
Manomètre du gaz
de protection
AC 300 XT
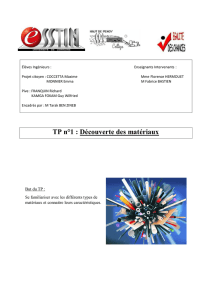
Les avantages du WMS
• Excellente qualité de coupe sur les métaux non ferreux en
utilisant l’Azote (N2) comme gaz plasma et l’eau du robinet
comme secondaire
• Les frais d’exploitation les plus bas
• Une coupe exempte de bavures 1 mm à 20 mm
• Une surface de coupe exempte d’oxyde
• Une large fenêtre de paramètres
• Facile à utiliser
• Des vitesses de coupe élevées par rapport à la coupe
avec H35
• De série avec AC 300, en option avec AC 200
Le procédé Water Mist Secondary (WMS) optimise la coupe des métaux non
ferreux
ELECTRODE PLASMA
GAZ PLASMA
AZOTE
TUYÈRE PLASMA
BUSE DE
PROTECTION
PIÈCE
SURFACE COUPÉE
PROPRE ET PRÊTE
POUR LE SOUDAGE
H2 SE TROUVE DANS
L’ATMOSPHÈRE RÉDUCTRICE
ET LE LAVAGE DES OXYDES
SECONDARY WATER MIST
GAZ PLASMA
Plasma N2/H2O sur les matériaux non ferreux
LES SYSTÈMES AUTO-CUT XT
Thermal Dynamics® présente
Vitesse de coupe relative
mm/min
12 mm 20 mm 25 mm 35 mm 40 mm
Auto-Cut 300 XT
Oxycoupage
5080
3810
2540
1270

Couper rapidement avec air-air
• La technologie de consommables de torches
XT brevetée par Thermal Dynamics est parfaite
pour couper entre 1 mm et 25 mm [35 mm pour
l’Auto-Cut 300 XT]. On peut obtenir des coupes
d’excellente qualité sur les métaux ferreux et non
ferreux à des vitesses plus élevées.
• Petite zone affectée par la chaleur et surface du
bord de coupe lisse
• Saignée plus étroite pour les rayons et les angles
plus serrés à des vitesses élevées
• Grande fenêtre de paramètres avec bavures
minime
• Une densité de l’arc supérieure pour des vitesses
plus rapides sans sacrifier la qualité de coupe
• Des coupes plus rapides avec air/air sur l’acier
inoxydable
Les systèmes Auto-Cut 200 XT et 300 XT offrent des performances de coupe supérieure sur l’acier doux
et les métaux non ferreux. Ces générateurs sont conçus pour un fonctionnement able et à bas coût.
Les éléments comme la cartouche de consommable XTTM-301 et le Centre de messages sur l’état de la
machine rendent ces modèles faciles à utiliser.
La exibilité pour une coupe épaisse ou
n sur tous les types de métaux
Les parties consommables XT-301 sont disponibles pour
couper les métaux en plaque compris entre 1 mm et 25 mm [35
mm pour l’Auto-Cut 300 XT]. Les systèmes Auto-Cut XT avec la
torche XT-301 sont normalement utilisés avec une gaz plasma
à l’air économique et un gaz de protection à l’air pour couper
l’acier doux et la plupart des métaux non ferreux. Cela se traduit
par des nitions de surface de grande qualité et des coupes
avec peu de bavures.
Pour une qualité encore meilleure sur l’acier doux, les modèles
Auto-Cut XT offrent une capacité de coupe au plasma O2. Pour
une coupe des métaux non ferreux encore plus économique
et une qualité de coupe sans égal, utiliser notre procédé Water
Mist Secondary (WMS®) unique en son genre avec le plasma à
l’azote et le rideau d’eau.
Si la coupe de métaux non ferreux épais s’avère nécessaire,
passer au rideau d’azote et Ar-H2 (H35) pour des performances
supérieure sur les métaux non ferreux allant jusqu’à 25 mm ou
35 mm pour l’Auto-Cut 300 XT.
We Bring Intelligence to the Table.TM
Les systèmes Auto-Cut XT offrent une productivité maximale de manière able et simple
Productivité
• Une vitesse de coupe élevée pour produire davantage de
pièces par heure
• Avec le procédé Water Mist Secondary (WMS), la vitesse
de coupe peut être trois fois plus élevée que celle des
systèmes de coupage similaires
• La sortie de kW la plus élevée de sa catégorie
• Une durée de vie des pièces exceptionnelle
• Une réduction des temps morts lors du remplacement des
pièces grâce à la conception de la cartouche SpeedLok de
la torche XT™ 301.
Fiabilité
• Des tests en laboratoire exhaustifs et des essais sur
le terrain garantissent une abilité et une performance
continues
Technologie
• Un microprocesseur contrôlé pour produire la meilleure
qualité de coupe
• La conception de la torche de précision offre la meilleure
qualité de coupe dans sa catégorie
• Une vitesse de coupe supérieure au H35 en utilisant
N2/H20 sur les métaux non ferreux
Technologie de torche XTTM 301
La technologie de torche XT de Thermal Dynamics offre
productivité et fiabilité.
• Cartouches consommables sans outil pour changer
rapidement de processus
• Une construction de précision garantissant un recentrage
exact de la cartouche consommable après avoir changé les
pièces
• Col de retenue SpeedLock à déclic rapide
• Branchements électriques des consommables refroidis par
liquide
• Conception du tube du liquide de refroidissement sans fuite
avec ressort
• Refroidissement plus important de la tuyère et de l’électrode
• Meilleure durée de vie grâce à la commande d’alignement
brevetée
Facilité d’utilisation
• Une installation rapide et simple
• Une conguration simple et une console de gaz
conviviale
• Une conception des consommables permettant un
changement rapide SpeedLockTM
• Problèmes de dépannage faciles à identier
Console du gaz complète
Le gaz plasma, les pressions secondaires et les débits sont contrôlés
précisément au niveau de l’alimentation avec différents détendeurs à
simple détente. Il est facile de passer du gaz secondaire au procédé
WMS avec le sélecteur situé sur le panneau frontal.
Avec WMS
PLASMA SHIELD
A
SHIELD GAS
H
2
0 MIST
H
2
0 MIST
SET
RUN
PLASMA SHIELD
A
RUN
SET
A
Run / Set
Selector
Amperage / Current
Selector
Bouton de commande
et débitmètre de l’eau
nébulisée (rideau)
Sélecteur
de gaz protection
PLASMA SHIELD
A
RUN
SET
PLASMA SHIELD
A
RUN
SET
Manomètre du
gaz plasma
Manomètre du
gaz de protection
Sélecteur
Run / Set
Sélecteur
d’ampérage
de courant
Sélecteur
de pression
du gaz plasma
Sélecteur
de pression
du gaz de
protection
AC 200 XT
GAS
H2O MIST
RUN
SET PLASMA SHIELD
SHIELD
H2O MIST
A
Sélecteur
de l’ampérage
Sélecteur de protection
Sélecteur
Run / Set
Manomètre du
gaz plasma
Sélecteur de pression
du gaz plasma
Sélecteur de pression
du gaz de protection
Bouton de commande
et débitmètre de l’eau
nébulisée (rideau)
Manomètre du gaz
de protection
AC 300 XT
Les avantages du WMS
• Excellente qualité de coupe sur les métaux non ferreux en
utilisant l’Azote (N2) comme gaz plasma et l’eau du robinet
comme secondaire
• Les frais d’exploitation les plus bas
• Une coupe exempte de bavures 1 mm à 20 mm
• Une surface de coupe exempte d’oxyde
• Une large fenêtre de paramètres
• Facile à utiliser
• Des vitesses de coupe élevées par rapport à la coupe
avec H35
• De série avec AC 300, en option avec AC 200
Le procédé Water Mist Secondary (WMS) optimise la coupe des métaux non
ferreux
ELECTRODE PLASMA
GAZ PLASMA
AZOTE
TUYÈRE PLASMA
BUSE DE
PROTECTION
PIÈCE
SURFACE COUPÉE
PROPRE ET PRÊTE
POUR LE SOUDAGE
H2 SE TROUVE DANS
L’ATMOSPHÈRE RÉDUCTRICE
ET LE LAVAGE DES OXYDES
SECONDARY WATER MIST
GAZ PLASMA
Plasma N2/H2O sur les matériaux non ferreux
LES SYSTÈMES AUTO-CUT XT
Thermal Dynamics® présente
Vitesse de coupe relative
mm/min
12 mm 20 mm 25 mm 35 mm 40 mm
Auto-Cut 300 XT
Oxycoupage
5080
3810
2540
1270

Couper rapidement avec air-air
• La technologie de consommables de torches
XT brevetée par Thermal Dynamics est parfaite
pour couper entre 1 mm et 25 mm [35 mm pour
l’Auto-Cut 300 XT]. On peut obtenir des coupes
d’excellente qualité sur les métaux ferreux et non
ferreux à des vitesses plus élevées.
• Petite zone affectée par la chaleur et surface du
bord de coupe lisse
• Saignée plus étroite pour les rayons et les angles
plus serrés à des vitesses élevées
• Grande fenêtre de paramètres avec bavures
minime
• Une densité de l’arc supérieure pour des vitesses
plus rapides sans sacrifier la qualité de coupe
• Des coupes plus rapides avec air/air sur l’acier
inoxydable
Les systèmes Auto-Cut 200 XT et 300 XT offrent des performances de coupe supérieure sur l’acier doux
et les métaux non ferreux. Ces générateurs sont conçus pour un fonctionnement able et à bas coût.
Les éléments comme la cartouche de consommable XTTM-301 et le Centre de messages sur l’état de la
machine rendent ces modèles faciles à utiliser.
La exibilité pour une coupe épaisse ou
n sur tous les types de métaux
Les parties consommables XT-301 sont disponibles pour
couper les métaux en plaque compris entre 1 mm et 25 mm [35
mm pour l’Auto-Cut 300 XT]. Les systèmes Auto-Cut XT avec la
torche XT-301 sont normalement utilisés avec une gaz plasma
à l’air économique et un gaz de protection à l’air pour couper
l’acier doux et la plupart des métaux non ferreux. Cela se traduit
par des nitions de surface de grande qualité et des coupes
avec peu de bavures.
Pour une qualité encore meilleure sur l’acier doux, les modèles
Auto-Cut XT offrent une capacité de coupe au plasma O2. Pour
une coupe des métaux non ferreux encore plus économique
et une qualité de coupe sans égal, utiliser notre procédé Water
Mist Secondary (WMS®) unique en son genre avec le plasma à
l’azote et le rideau d’eau.
Si la coupe de métaux non ferreux épais s’avère nécessaire,
passer au rideau d’azote et Ar-H2 (H35) pour des performances
supérieure sur les métaux non ferreux allant jusqu’à 25 mm ou
35 mm pour l’Auto-Cut 300 XT.
We Bring Intelligence to the Table.TM
Les systèmes Auto-Cut XT offrent une productivité maximale de manière able et simple
Productivité
• Une vitesse de coupe élevée pour produire davantage de
pièces par heure
• Avec le procédé Water Mist Secondary (WMS), la vitesse
de coupe peut être trois fois plus élevée que celle des
systèmes de coupage similaires
• La sortie de kW la plus élevée de sa catégorie
• Une durée de vie des pièces exceptionnelle
• Une réduction des temps morts lors du remplacement des
pièces grâce à la conception de la cartouche SpeedLok de
la torche XT™ 301.
Fiabilité
• Des tests en laboratoire exhaustifs et des essais sur
le terrain garantissent une abilité et une performance
continues
Technologie
• Un microprocesseur contrôlé pour produire la meilleure
qualité de coupe
• La conception de la torche de précision offre la meilleure
qualité de coupe dans sa catégorie
• Une vitesse de coupe supérieure au H35 en utilisant
N2/H20 sur les métaux non ferreux
Technologie de torche XTTM 301
La technologie de torche XT de Thermal Dynamics offre
productivité et fiabilité.
• Cartouches consommables sans outil pour changer
rapidement de processus
• Une construction de précision garantissant un recentrage
exact de la cartouche consommable après avoir changé les
pièces
• Col de retenue SpeedLock à déclic rapide
• Branchements électriques des consommables refroidis par
liquide
• Conception du tube du liquide de refroidissement sans fuite
avec ressort
• Refroidissement plus important de la tuyère et de l’électrode
• Meilleure durée de vie grâce à la commande d’alignement
brevetée
Facilité d’utilisation
• Une installation rapide et simple
• Une conguration simple et une console de gaz
conviviale
• Une conception des consommables permettant un
changement rapide SpeedLockTM
• Problèmes de dépannage faciles à identier
Console du gaz complète
Le gaz plasma, les pressions secondaires et les débits sont contrôlés
précisément au niveau de l’alimentation avec différents détendeurs à
simple détente. Il est facile de passer du gaz secondaire au procédé
WMS avec le sélecteur situé sur le panneau frontal.
Avec WMS
PLASMA SHIELD
A
SHIELD GAS
H
2
0 MIST
H
2
0 MIST
SET
RUN
PLASMA SHIELD
A
RUN
SET
A
Run / Set
Selector
Amperage / Current
Selector
Bouton de commande
et débitmètre de l’eau
nébulisée (rideau)
Sélecteur
de gaz protection
PLASMA SHIELD
A
RUN
SET
PLASMA SHIELD
A
RUN
SET
Manomètre du
gaz plasma
Manomètre du
gaz de protection
Sélecteur
Run / Set
Sélecteur
d’ampérage
de courant
Sélecteur
de pression
du gaz plasma
Sélecteur
de pression
du gaz de
protection
AC 200 XT
GAS
H2O MIST
RUN
SET PLASMA SHIELD
SHIELD
H2O MIST
A
Sélecteur
de l’ampérage
Sélecteur de protection
Sélecteur
Run / Set
Manomètre du
gaz plasma
Sélecteur de pression
du gaz plasma
Sélecteur de pression
du gaz de protection
Bouton de commande
et débitmètre de l’eau
nébulisée (rideau)
Manomètre du gaz
de protection
AC 300 XT
Les avantages du WMS
• Excellente qualité de coupe sur les métaux non ferreux en
utilisant l’Azote (N2) comme gaz plasma et l’eau du robinet
comme secondaire
• Les frais d’exploitation les plus bas
• Une coupe exempte de bavures 1 mm à 20 mm
• Une surface de coupe exempte d’oxyde
• Une large fenêtre de paramètres
• Facile à utiliser
• Des vitesses de coupe élevées par rapport à la coupe
avec H35
• De série avec AC 300, en option avec AC 200
Le procédé Water Mist Secondary (WMS) optimise la coupe des métaux non
ferreux
ELECTRODE PLASMA
GAZ PLASMA
AZOTE
TUYÈRE PLASMA
BUSE DE
PROTECTION
PIÈCE
SURFACE COUPÉE
PROPRE ET PRÊTE
POUR LE SOUDAGE
H2 SE TROUVE DANS
L’ATMOSPHÈRE RÉDUCTRICE
ET LE LAVAGE DES OXYDES
SECONDARY WATER MIST
GAZ PLASMA
Plasma N2/H2O sur les matériaux non ferreux
LES SYSTÈMES AUTO-CUT XT
Thermal Dynamics® présente
Vitesse de coupe relative
mm/min
12 mm 20 mm 25 mm 35 mm 40 mm
Auto-Cut 300 XT
Oxycoupage
5080
3810
2540
1270

Matériau Courant
(A)
Gaz Plasma
/Protection
Epaisseur
(mm)
Vitesse de
coupe
(mm/min.)
Acier doux 55 Air/Air 1 11500
3 5460
5 3180
100 Air/Air 6 4150
12 1960
20 720
25 520
200 Air/Air 10 3190
12 2710
20 1430
25 920
300 Air/Air 12 2790
20 1960
25 1300
35 920
38 510
50 220
70 100
Acier inoxydable
55 Air/Air 1.5 9750
4 2180
5 1450
100 Air/Air 6 3020
10 1580
12 1260
100 N2/H20 6 1750
10 1210
12 970
200 N2/H20 20 1450
25 1000
300 Air/Air 20 3020
25 1750
35 1060
Aluminium
55 Air/Air 2 8790
5 2360
100 Air/Air 6 2650
12 1310
20 890
100 N2/H20 6 1640
10 1210
12 970
200 N2/H20 20 1700
25 1000
300 Air/Air 20 1600
25 1490
35 1320
Thermal Dynamics
®
présente
LES SYSTÈMES
AUTO-CUT XT
Les nouveaux systèmes Auto-Cut
®
XT offre le niveau supérieur en matière de
exibilité et de abilité dans les applications de coupe de tôles épaisses.
• Les pièces MaximumLife® pour diminuer les frais d’exploitation
• Une meilleure productivité pour des gains plus importants
• Le procédé Water Mist Secondary (WMS®) pour une coupe de grande
qualité à bas coût sur les métaux non ferreux.
SYSTÈMES DE DÉCOUPAGE
PLASMA AUTOMATISÉS
We Bring Intelligence to the Table.TM
Remarque : Le tableau des vitesses de coupe comprend des données préliminaires et il peut être modifié
sans préavis. Le faire attention aux comparaisons. Les vitesses susmentionnées sont les meilleures vitesses
de coupe. Il arrive souvent que les concurrents indiquent les vitesses de coupe maximales. Même s’il est
possible d’atteindre des vitesses bien plus élevées, la qualité du bord et l’angle du chanfrein peuvent être
compromises. Les valeurs indiquées dans ce tableau ont été obtenues en utilisant des consommables neufs,
des paramètres de courant et de gaz corrects, un contrôle de la hauteur de la torche précis et en tenant la torche
perpendiculairement à la pièce. Le tableau de fonctionnement n’indique pas tous les processus disponibles
pour les modèles Auto-Cut 200 et 300 XT. Veuillez contacter Thermal Dynamics pour plus d’informations.
Tableau des vitesses de coupe pour les systèmes Auto-Cut XT
Exemple pour 15 mm sur l’aluminium & 20 mm sur l’acier inoxydable
Exemple pour la coupe 20 mm avec air/air sur Acier doux
Exemple de coupe WMS
Exemple de coupe air/air
Vitesses de coupe avec des performances ables
Spécications
LES SYSTÈMES AUTO-CUT XT
Thermal Dynamics® présente
Spécifications de l’unité*
Puissance nominale (A) 200 A
Courant de sortie (A) 5-200 A
Tension sortie (Volts) 170 V
Tension d’entrée
(Volts, Phase, Hertz) 400V, triphasée, 50-60 Hz
Courant d’ entrée
(A, Volts) 60 A à 400 V
Facteur de marche (à 104 F / 40 °C) 100% (40 kW)
Tension à vide à 400 V 425 V
Gaz plasma Air, O
2
, Ar-H
2
, N
2
à 8.3 bar
Gaz de protection Air, N
2
à 8.3 bar
Water Mist Secondary (WMS)
(en option)
H
2
0 à 0.6 l/min
Poids du générateur 215 kg
Dimensions (H x W x D)
1219 mm x 698 mm x 1031 mm
* Susceptibles de changer sans préavis
Spécifications de l’unité*
Puissance nominale (A)
300 A
Courant de sortie (A)
5-300 A
Tension sortie (Volts)
180 V
Tension d’entrée
(Volts, Phase, Hertz)
400V, triphasée, 50-60 Hz
Courant d’ entrée
(A, Volts)
93 A à 400 V
Facteur de marche (à 104 F / 40 °C)
100% (60 kW)
Tension à vide à 400 V
425 V
Gaz plasma
Air, O
2
, Ar-H
2
, N
2
à 8.3 bar
Gaz de protection
Air, N
2
à 8.3 bar
Water Mist Secondary (WMS)
H
2
0 à 0.6 l/min
Poids du générateur
268 kg
Dimensions (H x W x D)
1371 mm x 698 mm x 1031 mm
Capacité de coupe
Acier doux Acier inoxydable Aluminium
Perçage de
production
25 mm 25 mm 25 mm
Perçage maximal
35 mm 35 mm 35 mm
Démarrage depuis
le bord
50 mm 50 mm 50 mm
Capacité de coupe
Acier doux Acier inoxydable Aluminium
Perçage de
production
35 mm 35 mm 35 mm
Perçage maximal
40 mm 40 mm) 40 mm
Démarrage depuis
le bord
70 mm 70 mm 70 mm
Auto-Cut 200 XT Auto-Cut 300 XT
LES SYSTÈMES AUTO-CUT XT
Thermal Dynamics® présente
Victor Technologies Limited • Chorley North Industrial Park • Chorley, Lancashire PR6 7BX United Kingdom. Tel: +44 1257 224824 • Fax: +44 1257 224800
Victor Technologies SRL • Via Benaco 3, 20098 San Giuliano Milanese (MI) Italy • Tel: +39 02 36546801 • Fax: +39 02 36546840
Victor Technologies GmbH • Dierdorfer Straße 499 D-56566 • Neuwied-Gladbach Germany. Tel : +49 (0) 2631 999960 • Fax: +49 (0) 2631 9999610
www.thermal-dynamics.com Email: [email protected]
 6
6
1
/
6
100%