Chapitre I – Introduction Chapitre II – l`Aluminium

Cours de Métaux et Alliages été 2001
1
Chapitre I – Introduction
A – Un peu d’histoire
1 – Les débuts de la métallurgie
+ vieil objet métallique : 9500 AEC en Irak
Métallurgie extractive : 6000 AEC
Bronzes à l’Arsenic : ~4000AEC
Bronzes à l’étain (classiques) 3000 – 2500 AEC
1500 AEC : les bronzes sont utilisés extensivement
1
ère
apparition du fer : 2800 AEC
1
er
peuple à produire le fer : Hittites 1500 – 1200 AEC
Utilisations civiles communes : 1000 AEC
Métaux connus des Romains : Aciers, Au, Ag, Cu, Sn, Pb, Hg, Zn
2 – La métallurgie devient science
Premiers livres (à la renaissance) : “de Re Metallica”, “de la Pirotechnia”
1856 : apparition du four et du procédé Bessemer
19
e
s. : standardisation des essais mécaniques
1863 : naissance de la métallographie
B – Propriétés générales et disponibilité des métaux
Propriétés insensibles à la microstrucuture : E, T
f
, ρ
Propriétés sensibles : R
m
, R
e
, conductibilité électrique, tenacité
Caractéristiques élevées pour les métaux : E, T
f
, ρ, ductilité, tenacité
Chapitre II – l’Aluminium
A – Propriétés générales et utilisation
1 – Propriétés générales de l’élément Aluminium
ρ faible (2.7 ⋅10
3
kg m
-3
)
Module faible

Cours de Métaux et Alliages été 2001
2
Abondant (8% de la croûe terrestre)
Oxyde très stable, imperméable à la diffusion de O
2
Excellent conducteur (62% de la conductibilité du Cu)
2 – Bref historique
Apparaît au 16
e
s.
Synthétisé en labo en 1825
Prix a baissé d’un facteur 1000 en 50 ans
Propriétés mécaniques de Al n’étaient pas très bonnes au début
Production industrielle dès 1886
B – Production
1 – Extraction de l’alumine
2 étapes : - purification de l’oxyde, - transformation en alumine
1
ère
étape selon le procédé Bayer
Utilisation de Bauxite : Al
2
O
3
45–60%, Fe
2
O
3
20–30%, impuretés (silice, oxyde de Ti)
hydratées
a) Broyage, ajout de liqueur d’attaque : NaAlO
2
+ NaOH
b) Dissolution par cuisson dans un autoclave 235-250°c, 35-40 bars. Al
2
O
3
+ 2OH
-
+
3H
2
O 2[Al(OH)
4
]
-
c) Les autres oxydes restent sous forme de boues insolubles et sont séparés par
décantation
d) L’alumine est séparée dans des décomposeurs (précipitation engendrée par dilution et
refroidissement) [Al(OH)
4
]
-
Al(OH)
3
+ OH
-
e) Une partie de l’hydroxyde est renvoyé dans le cycle. Le reste est séparé de l’eau dans
des fours tournants à 1300°c Al
2
O
3
anhydride
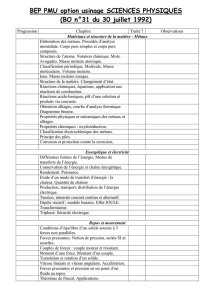
2 – Extraction de l’aluminium
Alumine très stable électrolyse
Nécessaire de transformer alumine en liquide conducteur. On ne peut pas la fondre (T
f
=
2040°c). on la dissout dans cryolithe (Na
3
AlF
6
). Formation d’un eutectique à 18.5%
alumine. T
f
= 965°c.
Cathode : 2 Al
+++
+ 6 e
-
2 Al. Pôle négatif situé au fond de la cuve. Al s’y accumule.

Cours de Métaux et Alliages été 2001
3
Anode : 3 O
-
6 e
-
+ 3/2 O
2
. Oxyde l’anode en C. En brûlant, maintient la T du bain.
∆V = 4V ; I = 100000 – 200000 A
Usine d’électrolyse : série de cuves ; unité de production d’anodes
Pureté Al en sortie : 99.5 – 99.7% ; impuretés principales : Fe, Si
Affinage électrolytique purification à 99.99%
Al prélevé par coulage ou siphonnage.
Demande bcp d’énergie
1/3 de la production vient du recyclage
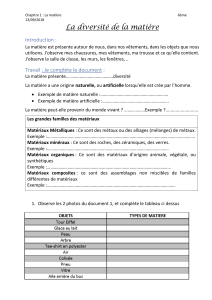
C – Le système binaire Al – Cu
1 – Diagramme de phase : structures d’équilibre
Eutectique à 33% de Cu par masse et 548°c
Proportions définies par la loi du levier
Le diagramme de phase donne les structures d’équilibre
Il ne prédit pas la forme de la microstrucure
Pour mimimiser énergie de surface (J/m
2
), chaque phase aussi grande que possible
structures souvent hors équilibre
2 – Structures hors équilibre : ségrégation, précipitation
a – Forme et dimensions des microstructures de solidification
Pour respester le diagramme de phases, chaque phase doit être homogène les
concentrations doivent changer partout en tout temps
Les atomes doivent pouvoir migrer à v suffisante
Diffusion régie par loi de Fick : J = - D grad (C). Flux J : # d’atomes traversant une surface de
1 m
2
par seconde ; grad (C) : gradient de concentration ; -D coeff de proportionnalité ; D
coeff de diffusion
Les atomes vont du point riche en cet atome au point qui en contient moins
Plus une transformation de phase, y compris la solidification, est rapide, plus la structure
formée est fine, car la diffusion doit être rapide
A composition eutectique, solide formé de deux phases croissant côte à côte. Plus la solid est
rapide, plus l’espacement entre les phases est fin. Augmente diffusion et énergie interne

Cours de Métaux et Alliages été 2001
4
Croissance de phase primaire métallique seule du métal dendrites. Plus la solid est rapide,
plus les dendrites sont fines. Les dendrites n’ont pas de facettes
Maturation : éléments de phase solide grossissent et s’arrondissent dans le temps pour
diminuer énergie interfaciale
Dimension moyenne λ des éléments de microstructure : λ
3
-λ
03
= Kt ; t est le temps, λ
0
valeur
de λ à t=0, K constante dépendant de T
Souvent, λ
0
<< λ λ = K t
1/3
Microstructure formée après solidification caractérisée par : λ = K’ t
f1/3
= K’’ (dT/dt)
-1/3
; t
f
est
le temps total de solidification, dT/dt vitesse de refroidissement
b – Ségrégation mineure ; loi de Scheil
Vitesse de difusion plus rapide dans liquide que dans solide
le liquide est relativement homogène, mais pas le solide
Une fois déposé, le solide ne change pas de composition
Constante de partition : C
s
= k C
L
Equilibre local entre les phases
C
s
= k C
L
= k C
0
(1-f
s
)
k-1
: équation de Scheil décrivant la ségrégation mineure
Atome de soluté interstitiel si << solvant
Atome de soluté substitutionnel autrement. Pour diffusion, doivent rencontrer une lacune
3 – Durcissement structural
a – Mise en solution, homogénéisation
Souhaitable d’avoir une répartition aussi homogène que possible du Cu
on cherche à supprimer la ségrégation mineure avant traitement thermique
Traitements thermiques de solution et d’homogénéisation
Loi d’Arrhénius : D = D
0
exp(-Q/kT)
D
liquide
>> D
solide
Traitement thermique de mise en solution ou d’homogénéisation consiste à placer le màtal
dans un four dont T est aussi haut que possible sans dépasser T eutectique
Si T eutectique dépassée, l’eutectique fond et la phase primaire grossit par maturation
microstructure faite de films et d’îlots d’eutectique entre des grandes zones d’Al primaire
(alliage brûlé)
Homogénéisation plus longue que mise en solution

Cours de Métaux et Alliages été 2001
5
∆C/∆C
0
= exp(-π
2
Dt/λ
2
) t est proportionnel à λ
2
, intérêt d’une structure fine
b – Trempe
Sur le plan cinétique, on utilise le diagramme TTT (transformations isothermes)
Vitesse d’échange de chaleur entre la pièce et le fluide qui l’entoure est proportionnelle à ∆T
surface pièce et fluide : J
Q
= h (T – T
f
) dt où J
Q
est le flux de chaleur [J m
-2
s
-1
] et h le coeff
de transfert de chaleur.
Refroidissement Newtonien : V ρ c
p
dT = -A h (T – T
f
) dt où c
p
est la capacité calorifique de
l’alliage.
T de l’alliage pendant la trempe :
t
cV
Ah
f
f
p
e
TT
TT
ρ
−
=
−
−
0
La vitesse de refroidissement dépend de la taille de l’échantillon et du milieu de trempe
Si on évite le nez de la courbe TTT pendant une trempe, la transformation de phase n’aura pas
lieu
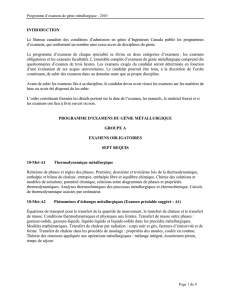
c – Revenu de précipitation
Phase θ précédée par zones de Guinier-Preston, structure cristallo de phase α
GP moins stable mais apparaît car germination plus rapide
Interface cohérente (maintien l’ordre cristallo. des atomes) energie d’interface γ faible
Germination rapide très finement distribué
GP1 GP2 (θ’’) θ’ θ
θ’: phase incohérente
Chaque phase a un diagramme de phase différent avec α (solution solide de Cu dans Al)
Pour chacune de ces phases, ∃ une Tmax pour qu’elles apparaissent
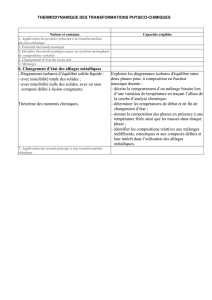
d – Durcissement structural
Précipités sujets à la maturation (due à la tension de surface des précipités)
Taille moyenne R des précipités d’une phase donnée : R
3
– R
03
= Kt où K est une constante
qui augmente rapidement avec T et qui varie avec la concentration
Pour durcir un malliage, il faut rendre le mouvement des dislocations difficile
création de précipités comme obstacles
Si le précipité est cohérent, la dislocation peut passer, mais nécessite plus d’énergie
Si le précipité est incohérent, le passage sera encore plus difficile
Plus le précipité est grand, plus il faut d’énergie
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
1
/
24
100%