N°50 - Machines-outils Centres d`usinage: d`avant garder présentés

N°50 - Machines-outils
Centres d’usinage:
d’avant garder présentés aux recentes
exposition
Réserves d'usage : le téléchargement est gratuit, l'impression et la diffusion des articles sont autorisées au sein de votre entreprise.
Tout autre usage est soumis à l'acceptation préalable de Trametal (exploitation sur le site web de l'entreprise, intégration de l'article dans vos documents de com-
munication, journaux internes et externes, diffusion auprès des clients, des partenaires...).
Contactez nous à : [email protected] pour tout renseignement.
D’autres informations sur le même sujet
peuvent être consultées en français sur :
D’autres informatons sur le même sujet
peuvent être consultées en anglais sur:
MACHINES-OUTILS

Centres
d’usinage:
d’avant-garde
présentés aux récentes
expositions
T
RAMETAL - Novembre 2000 - 43
Ce qu’il est convenu d’appeler les machi-
nes à architecture parallèle - c’est-à-dire les
conceptions hexapodes ou tripodes, aussi bien
à “pattes“ constituées par des vis à billes en-
traînées deux par deux par des combinaisons
de servomoteurs aboutissant à une plate-for-
me orientable sur laquelle est montée une
électrobroche, que par une association de
trois chariots se déplaçant sur guidages li-
néaires (voire par moteurs linéaires) et com-
mandés par leurs propres servomoteurs pour
agir sur des bras de levier supportant, guidant
et faisant se déplacer une électrobroche - a
été considéré, à l’origine, comme trop révolu-
tionnaire pour devenir courant. Pourtant, il
s’agit là d’une construction à la fois relative-
ment simple et extrêmement rigide, permet-
tant des déplacements à très hautes vitesses
comme on en a besoin pour travailler en UGV,
par exemple. Qui plus est, les commandes
numériques qui leur sont associées permet-
tent d’exploiter de tels centres d’usinage pour
des travaux les plus complexes en cinq axes,
exactement comme on le fait sur des centres
d’usinage à architecture classique à coordon-
nées polaires. C’est ainsi, que pratiquement
trois après la sortie des premiers modèles
hexapodes sont apparus une variété de mo-
dèles de ces machines chez un grand nombre
de constructeurs, aussi bien aux Etats-Unis
qu’au Japon, comme on a pu les voir au cours
des expositions qui se sont succédées. Dès
l’an denrier à l’EMO de Paris, on a pu se rendre
compte que de prototypes on en était passé
à des machines industriellement exploitables
- et exploitées. Cette année, on en a eu la
confirmation formelle, aussi bien l’exposition
METAF de Düsseldorf qu’à l’IMTS de Chicago,
comme on va essayer d’en brosser un bref ta-
bleau dans les lignes qui suivent.
Centres d’usinage Hypermach à tête
tripode et axes à moteurs linéaires
Une alliance effectuée entre le construc-
teur allemand DS TECHNOLOGIE et CINCINNATI
MACHINE a donné le jour à une conception
“sur mesure” de centre d’usinage à très hau-
tes performances appelée Hypermach. Ce
type de machine est destiné à tirer le meilleur
parti d’un concept de tête d’usinage tripode
MACHINES-OUTILS
Les récentes
expositions
METAV de
Düsseldorf et
IMTS de
Chicago ont
permis de se
rendre compte
dans quelle
mesure les
constructeurs
du monde
entier se sont
impliqués dans
le
développement
de modèles de
centres
d’usinage
rompant avec
la plupart des
solutions
classiques
avancées
connues pour
s’orienter
délibéré-
ment vers
les
architec-
tures dites
“parallèles
” et la très
haute
vitesse
avec
l’adoption
très
fréquente
des
moteurs
linéaires.
Doc. MAZAK
par Jean D. CYSSAU, Président du Conseil de Rédaction
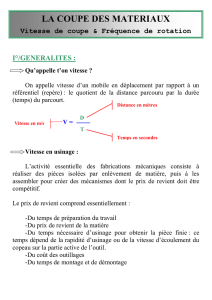
Fig. 1 - Pouvant atteindre des vitesses de déplace-
ment de 50 m/mn avec des accélérations de 1g, la
tête Z3 équipant les centres d’usinage CINCINNATI
MACHINE Hypermach est à commande de déplace-
ments à architecture parallèle à trois axes linéaires.
et Eléonore ROBERT, Directeur, Rédacteur en Chef

44 - Novembre 2000 -
T
RAMETAL
appelée Z3 développée par DS TECHNOLOGIE
(fig. 1). Elle est animée par un ensemble de
trois coulisses linéaires commandées indé-
pendamment, connectées à la broche par des
joints universels. Lorsque ces trois axes se
meuvent en synchronisme, l’outil
se déplace selon un axe classi-
que Z. Lorsqu’ils sont program-
més pour se déplacer indépen-
damment, ils engendrent des
axes de mouvement A et B dès
lors que le système est intégré à
une machine de type centre d’usi
-
nage horizontal ou détoureuse,
comme c’est le cas de l’Hyper-
mach (fig. 2). Pour assurer une ri-
gidité supérieure, chaque “patte”
est environ quatre fois plus rigide
qu’une construction classique. Et, comme la
profondeur usinée sur la plupart des pièces
aéronautiques, domaine essentiel auquel s’a-
drese l’Hypermach, ne dépasse pas environ
300 mm, la course Z a été limitée à 670 mm.
Cette conception aboutit à la possibilité d’usi-
ner des sections extrêmement minces (fig. 3)
dans des composants structurels en alumi-
nium. Cette tête peut recevoir des broches
motorisées d’une puissance jusqu’à 75 kW
(100 kW testés actuellement) atteignant une
vitesse de 7500 à 40000 t/mn avec pour but
de monter jusqu’à 100000 t/mn, l’utilisateur
étant en mesure de choisir des broches à
grande vitesse et faible couple ou à basse vi-
tesse et couple élevé pour répondre à ses be-
soins spécifiques. La vitesse angulaire est de
50 m/mn, les accélérations linéaires de 1 g et
celles de rotation de 685°/s2. L’orientation de
broche selon les axes A-B est de ± 40° sur
une course Z de 370 mm, avec un maximum
de déplacement sur cet axe de 670 mm. Mon-
tée sur roulements céramiques et accueillant
des attachements HSK 63F, elle conserve une
grande rigidité à très haute vitesse et ne subit
qu’une faible dilatation thermique. Cette tête
est l’un des éléments clés dans la conception
de l’Hypermach, un autre décisif pour répon-
dre à l’objectif fixé est la construction même
de la machine dont le concept ne peut pas
être qualifié de modulaire mais de configura-
ble en fonction des applications. En effet,
avec un but essentiel qui est celui d’atteindre
les très hautes vitesses, les déplacements sur
les cinq axes sont assurés par des moteurs
linéaires qui permettent des vitesses de con-
tournage sur les pièces dépassant les 60 m/
mn, et de 100 m/mn pour les dé-
placements rapides, avec accé-
lérations de 2 g. Essentiellement,
il existe trois modèles de base,
Hypermach Z3, Hypermach Z3-L
et Hypermach Z-2500. Le premier
est une machine à profiler hori-
zontale de courses X, Y et Z de
3300 à 5000 x 2500 x 670 mm,
le second est une machine pour
longerons de courses X jusqu’à
35000 mm, Y de 1000 à 1500
mm et Z de 670 mm, enfin le troi-
sième un centre d’usinage à colonne mobile
de courses X de 3500 à 10000 mm, Y de
2000 x 5000 mm et Z de 2500 mm confiée à
une table porte-pièce. Tous ces modèles font
appel à un bâti de conception nouvelle cons-
titué de parois en panneaux d’aluminium en-
tre lesquelles est chargé du sable, ce qui lui
confère une grande capacité d’absorption
des vibrations pour une masse très limitée.
Toutes d estin ées à l’industrie aéronautique,
ces machines bénéficient d’un avantage non
négligeable: tous ses axes sont, en effet, si-
tués derrière l’outil, facilitant le montage et
l’usinage de pièces de grandes dimensions.
Centre d’usinage à très haute vitesse
à cinématique parallèle plane
C’est à l’occasion de l’exposition METAV de
Düsseldorf que l’on a appris le développe-
ment récent par MIKRON, en coopération avec
D
AIMLER
C
HRYSLER,
d’un centre d’usinage cinq
axes original de conception hybride (fig. 5) fai-
sant appel à une chaîne cinématique parallèle
plane à coulisse et attelage (type coulisses à
entraînement par vis à billes comme une dé-
monstration en avait été faite lors de l’EMO de
Hanovre de 1997). Comme l’explique très
MACHINES-OUTILS
Fig. 2 -
Configuration
d’un centre
d’usinage à
broche
horizontale
Hypermach
tel qu’il a été
présenté à l’IMTS
de Chicago pour
en démontrer
l’originalité et
les capacité
extraordinaires
d’universalité
des mouvements
et, bien sûr,
de très grande
vitesse comme
cela est
désormais
indispensable
pour l’usinage
des composants
aéronautiques
en aluminium.
Fig. 3 (au centre)
- Pièce type
usinée dans
un bloc
d’aluminium sur
une machine
Hypermach,
démontrant
sa capacité
de réaliser
l’usinage de
parois
très minces.
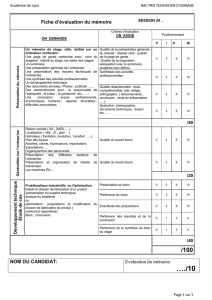
Fig. 4 - Le
concept de
la machine
Hypermach
exploitant la
tête d’usinage
tripode Z3
consiste à
construire avec
cette dernière
des installations
de toutes
grandeurs
destinées à
l’usinage des
plus gros
composants
aéronautiques,
grâce à un
montant en
panneaux
d’aluminium
emplis de sable.

T
RAMETAL - Novembre 2000 - 45
MACHINES-OUTILS
sommairement (discrétion oblige) le Dr. Tho-
mas Treib, responsable technique chez Mi-
kron Machining Technology, “l’exigence d’u-
ne modularité à 3+1+1 axes est, ainsi, remplie
selon une technique appelée HPM pour High
Performance Machining (usinage à haute per-
formance). Les avantages par rapport aux
machines traditionnelles équipées d’une co-
lonne (bâti mobile, à banc ou en croix) sont
évidents: centre de gravité moins élevé, mas-
se en mouvement plus faible, deux axes d’en-
traînement en plan et donc faciles à fabriquer.
La solution, tout comme l’application chez
DaimlerChrysler, sont convaincantes: la ma-
chine est encore plus précise que les centres
d’usinage classiques, la cadence/les temps
principaux des processus définis sont infé-
rieurs de quelque 30 pour cent, les objectifs
des coûts de fabrication sont deux fois moins
élevés que les coûts générés par les centres
d’usinage traditionnels, une accélération sur
tous les axes de 2g, des avances normales/
avances rapides de 80/100 m/mn et des mas-
ses en mouvement (y compris broches) de <
1000 kg.” Aucune autre précision n’a pu être
obtenue pour le moment, hormis le fait que
l’existence en fabrication d’un tel centre
d’usinage sera transposée rapidement
dans la future génération de centres d’usi-
nage que le constructeur compte lancer
très prochainement.
Centre d’usinage à module tripode
supportant et guidant la broche
Une conception nouvelle de centre d’usi-
nage à broche horizontale est apparue avec le
modèle
SX-051
développé par H
ECKERT
(fig. 6).
Il s’est agi, en exploitant une cinématique pa-
rallèle pour l’unité porte broche, de lui confé-
rer, sous la forme d’un module autonome
SKM 400, l’ensemble des déplacements cor-
respondant aux cinq axes classiques des
centres d’usinage traditionnels afin d’obtenir
une stabilité supérieure et les performances
dynamiques à attendre de la réduction du
nombre d’éléments et d’assemblages qui
aboutit à une masse moindre et à des coûts
de construction réduits. On fera remarquer
que cette machine est l’aboutissement d’un
projet “Dynamill” de coopération auquel plus
de vingt partenaires, entreprises très connues
et universités ou Instituts ont participé dont
Alfing, Baumüller, Beckhoff, Deckel Maho,
Fraunhofer Institut, Heckert, Heidenhain, Hel-
ler, Honsberg Lamb, Ex-Cell-O, ISG, Trumpf,
Thyssen Hüller Hille, Deutsche Star, INA,
Wälzlager Schaeffler, Siemens, WZL RWTH
d’Aix-la-Chapelle, et l’Université ISW de Stut-
tgart. Le module porte-broche a été dévelop-
pé dans le but de parvenir à usiner plus
efficacement et plus économiquement toutes
pièces prismatiques de configuration “boîte”,
aussi bien en aluminium qu’en acier avec
des courses atteignant 650 mm. L’un
des avantages est la suppression ra-
dicale de tout guidage linéaire et l’une
des originalités repose dans
l’accouplement cinématique pour
guider horizontalement la broche
selon des courses correspondant
aux axes X, Y et Z. Trois modules d’axes de
longueur variable constitués d’une servocom-
mande, d’une vis à billes et d’un joint tournant
universel servent à positionner la broche. Cet-
te cinématique offre de nombreux avantages
parmi lesquels on retiendra: 1) une perfor-
mance dynamique accrue en ce qui concerne
les courses sur tous les axes avec une vitesse
montant à 100 m/mn pour une accélération à
1g permis par l’allègement des masses en
mouvement, 2) des coûts réduits dûs à la
disparition des
assemblages
comme les co
-
lonne, base, cou
-
l
lisseau, sup-
port et cou-
vre glissiè-
res, ainsi qu’à
la réduction des temps d’as-
semblage, 3) Diminution globale des temps
d’usinage grâce à l’accroissement de perfor-
mance et à une broche à haute dynamique
(31 kW et 15000 t/mn), 4) adaptabilité aisée
aux types de production envisagés avec l’uti-
lisation, soit d’une table rotative, soit d’une
table rotative pivotante pour du cinq axes, par
exemple pour l’usinage d’aubes d’une lon-
gueur jusqu’à 405 mm.
Fig. 5 - Cette
illustration de
mauvaise qualité
est la seule qu’il
a été possible de
“récupérer” du
bulletin Today de
Mikron sorti au
salon METAV.
Fig. 6 - Concept
de construction
du centre
d’usinage
Heckert à
cinématique
parallèle tripode.
Fig. 7 - Sous le
nom de Dyna M,
A. Mannesman
propose un
centre
d’usinage
à broche
horizontale
de hautes
performances
dont le module
portant et
guidant
la broche
est une unité
à cinématique
parallèle
bipode.

Centre d’usinage trois axes
à cinématique parallèle
Un autre centre d’usinage à cinématique
parallèle de type “pattes” télescopiques a été
présenté à la METAV par A. MANNESMAN, mo-
dèle Dyna-M (fig. 7), également résultat de sa
collaboration au projet Dynamill évoqué au
sujet du modèle sorti chez HECKERT. Ses axes
X, Y sont, ainsi, définis par le module à ciné-
matique parallèle. L’axe Z découle des mou-
vements des deux autres axes grâce à un
système de tiges de connexion (fig. 8). Les
deux “pattes”, qui agissent pour actionner les
axes Y et Y, sont de type vis à billes télésco-
piques fabriquées par le constructeur de la
machine lui-même, intégrant des systèmes de
mesure précise des déplacements, Ce type
de vis à billes faisant, d’ailleurs, partie des
produits qu’il commercialise. Tout l’ensemble
du système est équilibré hydrauliquement. La
gestion des déplacements, par commande
Heidenhain, permet d’atteindre des vitesses
jusqu’à 90 m/mn avec une accélération de
1,5 g. Le constructeur précise que, aussi bien
la conception du centre d’usinage que celle
des vis à billes sont une exclusivité mondiale.
Centre d’usinage hexapode
à broche verticale
Un centre d’usinage à hautes performan-
ces modèle Cosmo Center PM-600 a fait l’objet
d’une présentation très remarquée à l’exposi-
tion METAV de Düsseldorf (fig. 10), équipé
d’une commande numérique OSP-U 100 CNC
du constructeur mise au point de manière à
permettre, avec une programmation simple,
de commander six axes simultanément com-
me s’il s’agissait d’un centre d’usinage habi-
tuel à coordonnées polaires. Il couvre, sur ce
qui correspond aux axes X, Y et Z, un volume
de 450 x 450 x 400 mm avec des déplace-
ments atteignant 100 m/mn et une accéléra-
tion de 1,5 g. La broche, montée sur une
plate-forme suspendue aux six “pattes” téles-
copiques du système à achitecture parallèle
hexapode, est entraînée par un moteur de 7,5
kW jusqu’à une vitesse de 30000 t/mn et peut
être orientée dans l’espace selon un angle de
±30°. On rappellera que ce n’est pas
la première version d’un tel centre
d’usinage construit par Oku-
ma qui avait présenté son
premier prototype voici déjà quatre années à
l’exposition de machines-outils JIMTOF de To-
kyo en 1996.
Centre d’usinage cinq axes tripode
à broche verticale
A l’exposition METAF de Düsseldorf, on
pouvait découvrir un centre d’usinage Tricept
de NEOS ROBOTICS, de type tripode, équipé de
deux axes rotatifs supplémentaires pouvant,
ainsi, être considéré presque comme un
centre d’usinage cinq axes traditionnel.
Dévoilé pour la première fois il y a deux ans à
Chicago, successeur du TR 600, il était baptisé
TR 805, et destiné à des usinages plutôt lourds.
Le modèle présenté à la METAV cette année, le
Tricept 845, est à configuration verticale (fig.
11), c'est-à-dire que la direction principale du
tripode est verticale. Aujourd’hui, NEOS ROBO-
TICS travaille sur une nouvelle configuration
46 - Novembre 2000 -
T
RAMETAL
MACHINES-OUTILS
Fig. 8 - Cette
vue, prise
de l’arrière
du centre
d’usinage
Dyna-M permet
de voir les deux
“pattes” qui
entraînent la
broche dans ses
déplacements
selon X et Y,
et la tige de
connexion
(à l’avant)
qui permet
de commander
simultanément
le déplacement
selon Z.
Fig. 10 (à droite)
- Centre
d’usinage
à broche
verticale de
type hexapode,
modèle Cosmo
Center PM-600,
construit par
Okuma.
Avec des
déplacements
effectués
à 100 m/mn
et accélération
de 1,5 g,
il est équipé
d’une broche
atteignant les
30000 t/mn.
Fig. 9 - Cette
représentation
virtuelle du
concept
exploité pour
la construction
du centre
d’usinage trois
axes Dyna-M
construit par
A. Mannesman,
permet de se
rendre compte
de la manière
dont sont
répartis les
mouvements
imprimés à
la broche
disposée
horizontale-
ment.
 6
7
6
7
1
/
7
100%