1 - cnrsm

Classe : TC4
PERÇAGE
Date :
1
Technologie
Nom :
Objectif : Etre capable de déterminer la vitesse de perçage sur un abaque
et de la régler sur la perceuse.
1 Le perçage.
1.1 Les conditions de sécurité :
Il est nécessaire de mettre de l’huile de coupe qui améliore l’efficacité du foret et évite sa
surchauffe,
En fin de perçage il est nécessaire de mettre des gants, le perçage a créé une bavure
coupante autour du trou qu’il est nécessaire de nettoyer à l’aide d’une fraise ou d’un foret
plus gros ou même à la lime.

Classe : TC4
PERÇAGE
Date :
2
Technologie
Nom :
1.2 Les étapes à respecter :
A. Repérer les données de fabrication (ép., diamètres, nb. de trous),
B. Tracer sur la pièce les positions des axes des trous et mettre un coup de pointeau à
ces points,
C. Régler la vitesse de perçage de la machine (ici ce sera déjà fait), le réglage
s’effectue à l’aide de la courroie et des poulies situées dans le carter en partie
supérieure de la machine.
D. Fixer la pièce au tablier de la machine (Etau, cale de bois et serres joints…),
E. Régler la hauteur du tablier pour pouvoir percer la tôle efficacement (trop haut, on
risque de ne pas passer au travers de la tôle, trop bas, on risque de percer le
tablier),
F. Mettre de l’huile de coupe sur le coup de pointeau,
G. Fermer le carter de protection,
H. Démarrer le perçage,
I. Le perçage fini arrêter la machine,
J. Ouvrir le carter de protection,
K. Nettoyer les copeaux à l’aide d’un pinceau,
L. Détacher la pièce,
M. Préparer le trou suivant ou ébavurer la pièce,
2 REGLAGE DE LA VITESSE DE ROTATION DU FORET
Le réglage de la vitesse de perçage se fait grâce à un système de poulies situé au-dessus
de la perceuse, il est composé de la façon suivante :

Classe : TC4
PERÇAGE
Date :
3
Technologie
Nom :
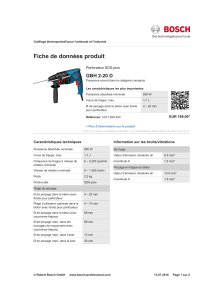
2.1 Calcul de la vitesse de perçage
2.1.1 la plus simple est celle de l’abaque de perçage,
Un abaque est un tableau qui, à partir des valeurs connues, permet de déterminer les
réglages de la machine.
N (tr/min)
0
500
1000
1500
2000
2500
3000
3500
6500
5500
6000
4000
4500
5000
10 20 4030 6050
Ø1 Ø2 Ø3
Ø4
Ø6
Ø8
Ø10
Ø13
Ø18
Ø23
V (m/min)
Ø12
Ø5
Ø7
Ø9
Abaque de perçage
Vitesses
de coupe
Vitesses
de perçage
Diamètre
du foret

Classe : TC4
PERÇAGE
Date :
4
Technologie
Nom :
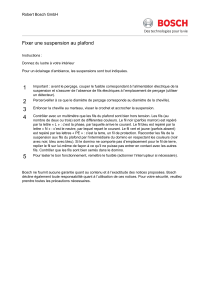
2.1.2 Méthode d’utilisation de l’abaque.
2.1.2.1 Prenez l’abaque et tracez une ligne verticale à partir de la vitesse de coupe
25_m/min.
N (tr/min)
0
500
1000
1500
2000
2500
3000
3500
6500
5500
6000
4000
4500
5000
10 20 4030 6050
Ø1 Ø2 Ø3
Ø4
Ø6
Ø8
Ø10
Ø13
Ø18
Ø23
V (m/min)
Ø12
Ø5
Ø7
Ø9
Abaque de perçage
2.1.2.2 Tracez ensuite une ligne à partir de l’intersection entre cette ligne verticale
et la droite correspondant au diamètre
N (tr/min)
0
500
1000
1500
2000
2500
3000
3500
6500
5500
6000
4000
4500
5000
10 20 4030 6050
Ø1 Ø2 Ø3
Ø4
Ø6
Ø8
Ø10
Ø13
Ø18
Ø23
V (m/min)
Ø12
Ø5
Ø7
Ø9
Abaque de perçage

Classe : TC4
PERÇAGE
Date :
5
Technologie
Nom :
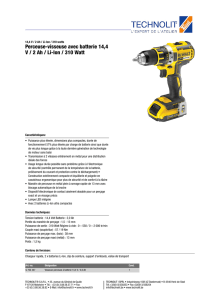
2.1.2.3 Il ne reste plus qu’à lire le résultat sur la ligne des vitesses de perçage.
N (tr/min)
0
500
1000
1500
2000
2500
3000
3500
6500
5500
6000
4000
4500
5000
10 20 4030 6050
Ø1 Ø2 Ø3
Ø4
Ø6
Ø8
Ø10
Ø13
Ø18
Ø23
V (m/min)
Ø12
Ø5
Ø7
Ø9
Abaque de perçage
2.1.2.4 Le tableau qui suit est un récapitulatif des résultats à obtenir.
Tableau 1:Forets en acier rapide
Diamètre
en mm
4
5
6
8
10
12
14
16
18
20
25
30
35
40
Nbe de
tours par
minute
____
____
____
____
___
670
___
___
___
___
___
___
___
___
Type de foret
Vitesse de
coupe
Acier fondu au
carbone
9 à 10 m
Acier rapide
20 à 30 m
1
/
5
100%