Planification Industrielle : Stratégique, Tactique, Opérationnelle
Telechargé par
andredou53

L
A PLANIFICATION
1-
L
A PLANIFICATION INDUSTRIELLE
1-1Pourquoi une planification industrielle ?
a)
Fonction de la planification industrielle
Les lois actuelles de l’économie imposent à tout dirigeant d’entreprise de prévoir ses activités
afin d’optimiser sa politique d’investissement, de fabrication, de vente… Dans toute entreprise,
il existe donc au moins un planning permettant de matérialiser ces prévisions.
La planification industrielle est un processus qui consiste à élaborer et à réviser un ensemble
de plans interdépendants (ventes, maintenance, fabrication, achats, trésorerie…) et qui doit
permettre de garantir le meilleur équilibre possible entre l’offre et la demande en tout point de la
chaîne logistique à tout moment.
b)
Niveaux de planification
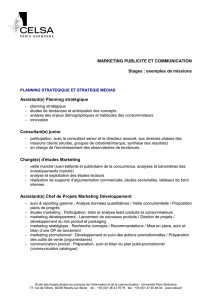
Équilibre
Les prévisions d’activité d’une entreprise s’effectuent à différents niveaux d’agrégation et
d’horizon :
La planification à long terme
La planification à long terme, appelée planification stratégique, couvre un horizon de 2 à 5
ans. Elle formalise la direction du développement de l’entreprise, ses grandes orientations
stratégiques telles que les marchés à pénétrer, les technologies à maîtriser ou à développer,
les augmentations de capacités de production, le chiffre d’affaires et le profit à réaliser…
Demande
Offre

Planification
stratégique
Planification
opérationnelle
Planification
tactique
À ce niveau, la direction élabore la stratégie d’entreprise déployée en stratégie optimale
de production, de financement et commerciale. Elle se présente sous forme d’un plan
stratégique ou plan global obtenu à partir de prévisions commerciales agrégées, par grande
famille de produits, et en cohérence avec la stratégie de l’entreprise.
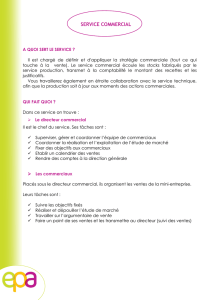
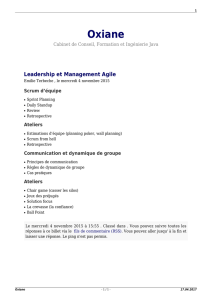
Définir :
Fonction Agrégation Plan/Horizon
•
Où va l’entreprise
•
Ce qu’elle doit faire
(Demande)
Plan stratégique ou global
Long terme
(Plan industriel et commercial)
Piloter l’adéquation offre/demande :
•
Gestion des ressources critiques
•
Gestion des capacités
•
Mise en œuvre des plans
d’actions d’ajustements
Plan directeur de production
Moyen terme
(Offre)
Définir ce que la production doit faire :
•
Gestion des commandes
•
Gestion des stocks
•
Gestion des priorités
(Gestion des flux)
(Plan directeur court terme)
Plans par unités de production
court terme
(Planning atelier)
Figure 6.1
– Intégration et hiérarchisation des niveaux de planification.
La planification à moyen terme
La planification à moyen terme, appelée planification tactique ou « planification
opérationnelle moyen terme » couvre un horizon de 3 à 18 mois et :
•
formalise l’objectif annuel de facturation,
•
permet d’élaborer un ensemble de plans interdépendants pour les services opérationnels,
•
planifie, analyse les ressources clés de l’entreprise afin de mettre en œuvre les actions
nécessaires à la réalisation des objectifs (gestion de ressources critiques).
À ce niveau de planification, on élabore le plan industriel et commercial et le plan
directeur de production moyen terme à partir de prévisions commerciales, du carnet de
commandes, et en cohérence avec le plan stratégique.
Cette planification est un facteur clé de succès de pilotage pour atteindre des objectifs de
l’entreprise. De ce fait, cet exercice doit être répétitif et régulier. Généralement sa
périodicité est mensuelle.
La planification à court terme et à très court terme
La planification à court terme, appelée également planification opérationnelle ou
Planification
stratégique
Planification
tactique
Planification
opérationnelle

ordonnancement, couvre un horizon de la journée à un mois. Elle est située au plus près de
l’activité quotidienne de l’entreprise, gère l’allocation des commandes et détermine l

p. 155
déploiement optimum des ressources et moyens de production pour satisfaire la demande immédiate.
À ce niveau de planification, on élabore les plans par unités de production (plans directeurs
court terme) à partir du carnet de commandes, et en cohérence avec le plan directeur moyen
terme.
Cela signifie une interdépendance à la fois des plans et des décisions prises à chaque niveau
d’agrégation.
c)
Horizons de planification
Définition d’un horizon
Un horizon détermine l’espace total de temps sur lequel l’entreprise organise ses prévisions et
le degré de détail (granularité) des informations.
Un horizon se caractérise par :
–
une unité de planification : période élémentaire d’analyse du temps ;
Exemple : l’heure, le jour, la semaine, la quinzaine, une période de n jours, le mois…
–
un horizon couvert : période totale d’étude de la prévision ;
Remarque : L’horizon couvert est un multiple de l’unité de planification.
–
le cycle de révision des informations : Intervalle de temps au bout duquel il est nécessaire de
remettre en cause les décisions élaborées sur l’horizon couvert. Pendant cet intervalle de
temps, appelé horizon figé, on s’efforce de ne pas modifier le planning, sauf aléa de très
grande importance, et on met en file d’attente toutes les demandes de modification qui seront,
alors, traitées lors de la procédure de mise à jour du planning.
Remarque : L’horizon figé est un multiple de l’unité de planification.
Exemple récapitulatif : il est possible d’avoir :
–
un planning établi par mois (unité de planification),
–
sur un horizon d’un an (horizon couvert),
–
réactualisé tous les trimestres (cycle de révision – horizon figé).
Il faut veiller à ce que l’unité de planification soit cohérente avec l’horizon considéré.
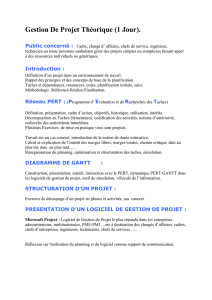
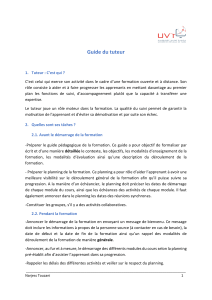
L’horizon n’a pas une valeur standard quelle que soit l’entreprise mais est généralement
fonction de la durée du cycle de fabrication. Il est possible de donner, à titre d’exemple dans le
tableau ci-dessous, un ordre de grandeur de ces horizons et de leurs unités associées en fonction
du cycle de production.
Cycle de production = P
1 an
1 mois
Rapport
Horizon
Unité
Horizon
Unité
Long terme
3 P
3 ans
1 trim
1 trim
1 mois
Moyen terme
P
1 an
1 mois
1 mois
1 sem
Court terme
0,3 P
1 trim
1 sem
1 sem
1 jour
Figure 6.2
– Exemple de cohérence d’horizon couvert et d’unité de planification.
Attention : Plus le cycle de production est petit, plus ces rapports sont discutables.

p. 156
Nous pouvons donc en déduire que le long terme, ou le court terme, n’a pas la même
signification suivant les entreprises, ou plutôt le cycle de production de ces entreprises. De
plus, on peut remarquer que la planification à moyen terme n’existe pas dans toutes les
entreprises. Par contre, ce niveau de planification est très utile pour les entreprises dont le
cycle de production est très long.
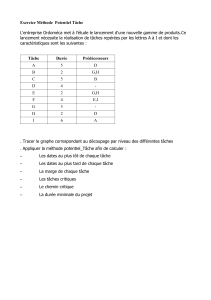
Il est à noter que tous les horizons, ainsi que tous les niveaux de planification industrielle,
sont interdépendants. Il y a intégration et hiérarchisation des plans du long terme vers le
très court terme (une unité de planification d’un niveau est un multiple d’unité de
planification du niveau immédiatement inférieur).
Long terme
Moyen terme
Court terme
Très court terme
Multiple
Multiple
Multiple
Figure 6.3
– Recouvrement des horizons de planification.
Il est important de ne faire dire à un planning que « ce qu’il a à dire » ; c’est ainsi que,
par exemple, il ne faut pas chercher une information concernant le court terme dans le
planning à long terme, et réciproquement.
Long terme
Moyen terme
Court terme
Très court terme
Figure 4
– Enchaînement des niveaux de planification.
Les prévisions de l’entreprise s’analysent donc du très court terme au long terme par un
enchaînement des prévisions des plannings qui ne font pas l’objet de recouvrement par le
niveau inférieur comme le montre la figure ci-dessus.
1-1
Enchaînement des plannings
Comme nous venons de le voir, la planification d’une entreprise se fait selon trois niveaux :
•
la planification stratégique,
•
la planification tactique,
•
et la planification opérationnelle.
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
1
/
30
100%