CNC ROTARY TABLE for
FANUC ROBODRILL
CNC ROTARY TABLE for
FANUC ROBODRILL
5AX-201FA
5AX-DD200BF2
Assembling
(Large Rotary Table)
Heat Treatment Welfare Facility
Parts warehouse
Material House
Central Control
Land :55,000m2
Building :27,800m2
Land :55,000m2
Building :27,800m2
Factory No.1
Turning
Machining
Grinding
Assembling
Inspection
Factory No.2
Grinding
Assembling
Inspection
Warehouse
Office
Management
Sales
Design / Development
Financial
■Please give your order to the following agent.
●Specifications are subject to change without notice.
http://www.nikken-kosakusho.co.jp/en
e-mail : [email protected]
5-1, 1-chome, Minamishinden, Daito-shi, Osaka-fu, Japan. Telephone:072-869-5820 Telefax:072-869-6220
NIKKEN KOSAKUSHO WORKS, LTD. OSAKA, JAPAN.
GERMANY
NIKKEN DEUTSCHLAND GmbH
Eisenstraße 9c, 65428 Rüsselsheim
Tel.+49-(0)-6142-550600 Fax.+49-(0)-6142-5506060
ITALY VEGA INTERNATIONAL TOOLS S.P.A
Via Asti N・9 10026-Santena(TORINO)
Tel.+39-011-9497911 Fax.+39-011-9456380
U.S.A
CA, CT, IL, NC, TX, WA
LYNDEX-NIKKEN Inc
1468 Armour Boulevard,
Mundelein, ILLINOIS 60060
Tel.+1-847-367-4800 Fax.+1-847-367-4815
FRANCE PROCOMO-NIKKEN S.A.S
6, avenue du 1er Mai-Z.A.E.Les Glaises 91127
Palaiseau Cedex
Tel.+33-(0)-1-69.19.17.35 Fax.+33-(0)-1-69.30.64.68
MEXICO
(From 2014.09)
HERRAMIENTAS LYNDEX-NIKKEN S.A.de C.V.
Av. Hercules #401-13, Fracc. Poligono 3
Santa Rosa Jauregui, Queretaro 76220
Tel.+52-55-8421-8421
UK NIKKEN KOSAKUSHO EUROPE LTD.
Precision House, Barbot Hall Industrial Estate,
Rotherham, South Yorkshire, S61 4RL
Tel.+44-(0)-1709-366306 Fax.+44-(0)-1709-376683
KOREA KOREA NIKKEN LTD.
90B-11L, Namdong Industrial Complex, 170,
Namdong-Daero, Namdong-Gu, Incheon, Korea 405-819
Tel.+82-(0)-32-763-4461 Fax.+82-(0)-32-763-4464
D.NH.1
SPAIN &
PORTUGAL
CUTTING TOOL S.L
Portuetxe 16, Barrio Igarra
E-20018 Donostia-san Sebastian
Tel.+34-(0)-902-820090 Fax.+34-(0)-902-820099
UTILLAJES OLASA,S.L.
Tel.+34-(0)-943-107177
TURKEY
NIKKEN KESICI TAKIMLAR SAN. VE ULUSLARARASI TIC. A. S
E5 Uzeri Kucukyali Yanyol Irmak Sok.
Kucukyali Sanayi Sitesi A Blok No:5 Maltepe 34852 Istanbul
Tel.+90-(0)-216-518-1010 Fax.+90-(0)-216-366-1414
SCANDINAVIA
SWEDEN
NIKKEN SCANDINAVIA AB
Malmövägen 14 331 42 Värnamo Sweden
Tel.+46-(0)-303-440-600 Fax.+46-(0)-303-58177
P.R.CHINA SHANGHAI ZHONG YAN TRADING CO., LTD.
Building 1/f, #54, No.1089 Qinzhou Rd.(N),
Shanghai, China
Tel.+86-(0)-216210-2506 Fax.+86-(0)-216210-2083
SINGAPORE NIKKEN KOSAKUSHO ASIA PTE, LTD.
186,Woodlands Industrial Park E5 #04-01
M Singapore 757515
Tel.+65-6362-7980 Fax.+65-6362-7980
THAILAND SIAM NIKKEN Co., LTD.
127 Moo5 Gauwungsai-Bangturie Road Tambon Tanokkard
Ampher Muangnakhonpathom Nakhonpathom 73000 Thailand
Tel.+66(02)178-0503 Fax.+66(02)178-0504
PT.NIKKEN KOSAKUSHO INDONESIA
JALAN BIZPARK 3 JABABEKA INNOVATION CENTER A NO.16,
KEL.MEKARMUKTI, KEC. CIKARANG UTARA, KAB.
BEKASI PROP. JAWA BARAT
TEL:+62-(0)21-5702071 MAIL:[email protected]
INDONESIA
NCT200LFA
CNC205LFA
5AX-100FA
NIKKEN
KOSAKUSHO
WORKS,
LTD.
CAT.NO.
8211
Headquarter

NCT200
EL
F
A
-
M
Code No. of vertical/horizontal type CNC rotary table
CNC Rotary Table
NCT : Standerd
NCTZ : High Speed
Code No. of vertical/horizontal type CNC rotary table CNC : Standerd CNCZ : High Speed
Diameter of the rotary
table face plate (mm)
Diameter of the rotary table face plate (mm)
Motor mounting location
Non: Right mount, L: Left mount
Face Plate
W/O Face Plate : E
With Face Plate : No Letter
Motor maker
Type of motor Non: DC servo, A: AC servo
With/without Motor Non: without motor
M: with motor
CNC
*Code No.
Makers for Additional Axis CTRL
FANUC F
180
Motor maker (
*
Code No.)
Type of motor Non : DC servo, A: AC servo
With / without Motor Non : without motor M : with motor
FL A - M
NCT200
5AX- 201 F A - M
5AX-201
Code No. of Rotray & Tilting Table
Diameter of the table face plate (mm)
Type of motor Non: DC servo, A: AC servo
With/without Motor
Non: without motor, M: with motor
Motor maker
OP
ACC
TEC
NET
■SUPPORT TABLE
■TAILSTOCK
■SCROLL CHUCK
■POWER CHUCK
■Rotary Joint
■Type of Rotary Joint
■High Precise Indexing
■High Precise Indexing with Thru-hole
■Relation between Unbalancing Load
and Servo Motor
■
Flow Chart of the Additional Axis Control
■Notes on the Use of DD TABLES
■Accuracy Standard
■Technical Information
■WORLD WIDE SALES BRANCH
■Headguater
ACCESSORIES
・・・
P.15
M-
SIGNAL
■α21 and EZ controller feature
■α21 and EZ controller connection
■Input / Output Time Chart
■Connection for Automatic Operation
TECHNICAL
INFORMATION
・・・
P.17
WORLDWIDE
NETWORK
・・・・・・・P.21
CNC105LFA
CNC205LFA
5AX-100FA
5AX-DD100AF
CNC180LFA
CNC202LFA
CNC205LFA
CNC260LFA
NCT200LFA
NCT200ELFA
5AX-130FA
5AX-201FA
5AX-DD200AF2
5AX-DD200BF2
α-D14SiB5
/
α-D14SiB5ADV
α-D21SiB5
/
α-D21SiB5ADV
P. 3
α-D14MiB5 /
α-D14MiB5ADV
α-D21MiB5 /
α-D21MiB5ADV
α-D14LiB5
/
α-D14LiB5ADV
α-D21LiB5
/
α-D21LiB5ADV
P. 6
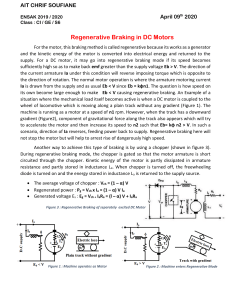
It is not exaggeration that the most important parts of the CNC rotary table is worm system. Please choose
NIKKEN CNC rotary table with special worm system for our anti-wearing, high rigidity and high speed rotation.
CNCZ202
(66.6min-1)
Bronze/
Aluminium Bronze
Worm Wheel
(
33.3min-
1
)
NIKKEN CNC Rotary Table
Useful Life3mon. 6mon. 12mon. 2yrs. 3yrs.
Adjustment of Backlash
Backlash(Amount of wearing)
Hardness of Worm Wheel
Depth 0.1mm
HV980
+αInside
HRC36
Worm Wheel of Others
(Bronze/Aluminium Bronze)
micron
ANTI-WEARING, HIGH RIGIDITY and HIGH SPEED ROTATION
■Worm Wheel
Specially hardened and
furthermore ion-nitrided on the
tooth. Thus, the problem of the
sliding friction is solved. The
hardness of the tooth surface and
inside is shown at right hand side.
Worldwide Field-proven
NIKKEN CNC Rotary Table
Worm Wheel
HV980+α
Steel Way
HRC58~60
Special Worm Screw
When mounting a CNC ROTARY TABLE on ROBODRILL, the machine needs an additional axis option.
(Servo amplifier, connector unit, etc.)
You need to be careful when using CNCROTARY tables in foreign countries. In the case of machines for Europe and
China, the connector unit is different from that for general use Please contact the machine specifications when ordering.
If you want to mount the tilt CNC rotary table on a machine that supports only one additional axis, or if you can not
prepare the additional axis, you can select with a NIKKEN controller.
NIKKEN
CONTROLLER
・・・ P.13
OPTIONAL
EQIPMENTS
・・・・・・
P.14
Motor mounting location Non: Right mount, L : Left mount, B: Back mount, T : Top mount
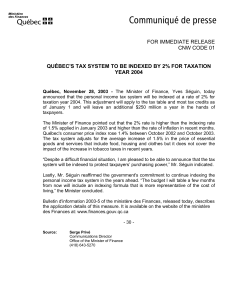
■ Additional Axis ■ NIKKEN Controller (M-signal)
How CNC Rotary Table is Controlled
You can choose additional axis when the machine has 4th
or 5th axis.
CNC rotary table can be controlled by machine in this case.
1. 4th or 5th amplifier is required for the machine. It should be
used exactly the same one used for X, Y and Z axis. Install
same servomotor(s) used for X, Y and Z axis.
2. The type of the servomotor or amplifier is defined by the types
of rotary table.
3. Decide by whom servomotor will be supplied.
4. External dimensions and specifications depend on the type of
servomotor.
5. Parameter configuration, hydraulic connection, wiring and
installation of amplifiers should be provided by machine tool
builders.
You can choose NIKKEN Controller when the machine
doesn’t have additional axis.
Note: at least one M-signal code is required.
1. At least one M-Signal is required on the machine.
2. Input M-signal as “index start” command on the machine, high
accuracy indexing, equally divided indexing (2-9999), or lead
operation is allowed.
3. Control unit, servo-motor and all cables will be supplied by
NIKKEN.
●5AX Rotary & Tilting Table
●Single Axis CNC Rotary Table
M-signal CTRL
21Controller
*5AX : Both Axis
*5AX : Each Axis
EZController
*Code No.
AA21
WAA21
DAA21
EZ
ROBODRILL -DSiB5 Series
ROBODRILL -DMiB5 Series
M-SIGNAL O/P ACC TEC NET
-DSiB5 -DMiB5
CNC Rotary Table for ROBODRILL
How to Select Your Best CNC Rotary Table
4th AXIS
(or 5th AXIS)
Z-axis
(Amplifier)
Y-axis
X-axis
Power &
Feed back cable
(Optional)
CNC Rotary Table
4th (or 5th) AXIS M/C
Nikken controller
M-signal cable
M-signal
(Amplifier)
CNC Rotary Table
Power &
Feed back cable
(Optional)
3th AXIS M/C
How to Read Product Code
1
2

NCT200
EL
F
A
-
M
Code No. of vertical/horizontal type CNC rotary table
CNC Rotary Table
NCT : Standerd
NCTZ : High Speed
Code No. of vertical/horizontal type CNC rotary table CNC : Standerd CNCZ : High Speed
Diameter of the rotary
table face plate (mm)
Diameter of the rotary table face plate (mm)
Motor mounting location
Non: Right mount, L: Left mount
Face Plate
W/O Face Plate : E
With Face Plate : No Letter
Motor maker
Type of motor Non: DC servo, A: AC servo
With/without Motor Non: without motor
M: with motor
CNC
*Code No.
Makers for Additional Axis CTRL
FANUC F
180
Motor maker (
*
Code No.)
Type of motor Non : DC servo, A: AC servo
With / without Motor Non : without motor M : with motor
FL A - M
NCT200
5AX- 201 F A - M
5AX-201
Code No. of Rotray & Tilting Table
Diameter of the table face plate (mm)
Type of motor Non: DC servo, A: AC servo
With/without Motor
Non: without motor, M: with motor
Motor maker
OP
ACC
TEC
NET
■SUPPORT TABLE
■TAILSTOCK
■SCROLL CHUCK
■POWER CHUCK
■Rotary Joint
■Type of Rotary Joint
■High Precise Indexing
■High Precise Indexing with Thru-hole
■Relation between Unbalancing Load
and Servo Motor
■
Flow Chart of the Additional Axis Control
■Notes on the Use of DD TABLES
■Accuracy Standard
■Technical Information
■WORLD WIDE SALES BRANCH
■Headguater
ACCESSORIES
・・・
P.15
M-
SIGNAL
■α21 and EZ controller feature
■α21 and EZ controller connection
■Input / Output Time Chart
■Connection for Automatic Operation
TECHNICAL
INFORMATION
・・・
P.17
WORLDWIDE
NETWORK
・・・・・・・P.21
CNC105LFA
CNC205LFA
5AX-100FA
5AX-DD100AF
CNC180LFA
CNC202LFA
CNC205LFA
CNC260LFA
NCT200LFA
NCT200ELFA
5AX-130FA
5AX-201FA
5AX-DD200AF2
5AX-DD200BF2
α-D14SiB5
/
α-D14SiB5ADV
α-D21SiB5
/
α-D21SiB5ADV
P. 3
α-D14MiB5 /
α-D14MiB5ADV
α-D21MiB5 /
α-D21MiB5ADV
α-D14LiB5
/
α-D14LiB5ADV
α-D21LiB5
/
α-D21LiB5ADV
P. 6
It is not exaggeration that the most important parts of the CNC rotary table is worm system. Please choose
NIKKEN CNC rotary table with special worm system for our anti-wearing, high rigidity and high speed rotation.
CNCZ202
(66.6min-1)
Bronze/
Aluminium Bronze
Worm Wheel
(
33.3min-
1
)
NIKKEN CNC Rotary Table
Useful Life3mon. 6mon. 12mon. 2yrs. 3yrs.
Adjustment of Backlash
Backlash(Amount of wearing)
Hardness of Worm Wheel
Depth 0.1mm
HV980
+αInside
HRC36
Worm Wheel of Others
(Bronze/Aluminium Bronze)
micron
ANTI-WEARING, HIGH RIGIDITY and HIGH SPEED ROTATION
■Worm Wheel
Specially hardened and
furthermore ion-nitrided on the
tooth. Thus, the problem of the
sliding friction is solved. The
hardness of the tooth surface and
inside is shown at right hand side.
Worldwide Field-proven
NIKKEN CNC Rotary Table
Worm Wheel
HV980+α
Steel Way
HRC58~60
Special Worm Screw
When mounting a CNC ROTARY TABLE on ROBODRILL, the machine needs an additional axis option.
(Servo amplifier, connector unit, etc.)
You need to be careful when using CNCROTARY tables in foreign countries. In the case of machines for Europe and
China, the connector unit is different from that for general use Please contact the machine specifications when ordering.
If you want to mount the tilt CNC rotary table on a machine that supports only one additional axis, or if you can not
prepare the additional axis, you can select with a NIKKEN controller.
NIKKEN
CONTROLLER
・・・ P.13
OPTIONAL
EQIPMENTS
・・・・・・
P.14
Motor mounting location Non: Right mount, L : Left mount, B: Back mount, T : Top mount
■ Additional Axis ■ NIKKEN Controller (M-signal)
How CNC Rotary Table is Controlled
You can choose additional axis when the machine has 4th
or 5th axis.
CNC rotary table can be controlled by machine in this case.
1. 4th or 5th amplifier is required for the machine. It should be
used exactly the same one used for X, Y and Z axis. Install
same servomotor(s) used for X, Y and Z axis.
2. The type of the servomotor or amplifier is defined by the types
of rotary table.
3. Decide by whom servomotor will be supplied.
4. External dimensions and specifications depend on the type of
servomotor.
5. Parameter configuration, hydraulic connection, wiring and
installation of amplifiers should be provided by machine tool
builders.
You can choose NIKKEN Controller when the machine
doesn’t have additional axis.
Note: at least one M-signal code is required.
1. At least one M-Signal is required on the machine.
2. Input M-signal as “index start” command on the machine, high
accuracy indexing, equally divided indexing (2-9999), or lead
operation is allowed.
3. Control unit, servo-motor and all cables will be supplied by
NIKKEN.
●5AX Rotary & Tilting Table
●Single Axis CNC Rotary Table
M-signal CTRL
21Controller
*5AX : Both Axis
*5AX : Each Axis
EZController
*Code No.
AA21
WAA21
DAA21
EZ
ROBODRILL -DSiB5 Series
ROBODRILL -DMiB5 Series
M-SIGNAL O/P ACC TEC NET
-DSiB5 -DMiB5
CNC Rotary Table for ROBODRILL
How to Select Your Best CNC Rotary Table
4th AXIS
(or 5th AXIS)
Z-axis
(Amplifier)
Y-axis
X-axis
Power &
Feed back cable
(Optional)
CNC Rotary Table
4th (or 5th) AXIS M/C
Nikken controller
M-signal cable
M-signal
(Amplifier)
CNC Rotary Table
Power &
Feed back cable
(Optional)
3th AXIS M/C
How to Read Product Code
1
2

( *1)The figures with orange color are the figures for(α-DSiB5ADV Series)
( *1)The figures with orange color are the figures for(α-DSiB5ADV Series)
300
300
285
(400*1)(80*1)
6301505 150 5
150
φ105
15045 140 135
105
150 150
315
375
330
93257
125125
330 150 155150200
150 13720 150 88
14h7
300
300
330150200 155150
125 125
14h7
(25)
350 123 150150 10780
257
350
93
105 93
198
165 15
φ105
150
88
14
170
140
112135
247
482441
14
220 13240
123350
473
630 150 51505
150 200155 150 330
125 125
14h7
287 150 13
20
280 35
330150
345135
150 150
150150
21015020 252 150 113
115
300
(140*1)
(140*1)
150150
115
300
(140*1)(165*1)
225
102 102
204
133.5192 118.5
11 214
φ90
5
224
462
135 150 177
150 200155 150 330
125 125
14h7
21015050 252 150 113
630 150 51505
287 150 13
20
280 35
345
150 150
80 400
135
( *1)The figures with green color are the figures for metal cover.
95
φ200
98
105
135 100
235
14
200
773
φ100
80
98 80 150 5
150630 55
(25)
150
1505
150150
φ200
160 320
150 330
452
(80*1) (400*1)
φ100
Please arrange the plate by customer
φ90
φ90
55135
CNC105LFA CNC205LFA(TAS-100N)
■CNC205LFA(TAS-100N)
■CNC105LFA
■5AX-100FA
■5AX-100FA
COMPACT CNC ROTARY TABLE
●Diameter of Table : φ105mm
●MAX. Work Load : 30kg
●
MAX. Rotation Speed
: 33.3(min-1),66.6(min-1)
*1
●Indexing Accuracy : ± 30sec.
●Brake Torque : 205N·m
●Net Weight : 30kg
●Servo Motor :αiF1/5000
●Spindle Hole : φ60mmH7×
φ30mm Through Hole
*1:High speed Z series
Slim type CNC ROTARY TABLE
●Diameter of Table : φ200mm
●MAX. Work Load : 100kg(with support table)
●
MAX. Rotation Speed
: 33.3(min-1),66.6(min-1)
*1
●Indexing Accuracy : ± 20sec.
●Brake Torque : 380N·m
●Net Weight : 45kg
●Servo Motor :αiF2/5000
●6 ports buit rotary joint can be fitted
*1:High speed Z series
Angle 5AX-100FA
0°
45°
0°
90°
0°
105°
■
The Area of Noninterference in Tilting Position.
φ170
φ140
40 15
φ170
φ140
40 15
φ180
φ150
φ140
40 45
15°
Extensive Lineup of Attachments
Jig Plate Scroll Chuck Center Socket
Compact 5AX TILTING ROTARY TABLE
●Diameter of Table : φ90mm
●MAX. Work Load : 20kg(Vertical)40kg(Horizontal)
●
MAX. Rotation Speed
:
44.4(min-1)(Rotary),22.2(min-1)(Tilting)
●Indexing Accuracy :
±30sec.(Rotary), 60sec.(Tilting)
●Brake Torque :
200N
·
m(Rotary), 410N
·
m(Tilting)
●Net Weight : 84kg
●Servo Motor :αiF1/5000
(
Rotary
)
αiF1/5000
(
Tilting
)
●Spindle Hole : φ50mmH7×
φ30mm Through Hole
●Tilting Angle : 0°~ 105°
5AX TILTING ROTARY TABLE for ROBODRILL -DSiB5
CNC ROTARY TABLE for ROBODRILL -DSiB5/ -DSiB5ADV
M-SIGNAL O/P ACC TEC NET
-DSiB5 -DMiB5
5AX TILTING ROTARY TABLE for ROBODRILL -DSiB5ADV
3
4

( *1)The figures with orange color are the figures for(α-DSiB5ADV Series)
( *1)The figures with orange color are the figures for(α-DSiB5ADV Series)
300
300
285
(400*1)(80*1)
6301505 150 5
150
φ105
15045 140 135
105
150 150
315
375
330
93257
125125
330 150 155150200
150 13720 150 88
14h7
300
300
330150200 155150
125 125
14h7
(25)
350 123 150150 10780
257
350
93
105 93
198
165 15
φ105
150
88
14
170
140
112135
247
482441
14
220 13240
123350
473
630 150 51505
150 200155 150 330
125 125
14h7
287 150 13
20
280 35
330150
345135
150 150
150150
21015020 252 150 113
115
300
(140*1)
(140*1)
150150
115
300
(140*1)(165*1)
225
102 102
204
133.5192 118.5
11 214
φ90
5
224
462
135 150 177
150 200155 150 330
125 125
14h7
21015050 252 150 113
630 150 51505
287 150 13
20
280 35
345
150 150
80 400
135
( *1)The figures with green color are the figures for metal cover.
95
φ200
98
105
135 100
235
14
200
773
φ100
80
98 80 150 5
150630 55
(25)
150
1505
150150
φ200
160 320
150 330
452
(80*1) (400*1)
φ100
Please arrange the plate by customer
φ90
φ90
55135
CNC105LFA CNC205LFA(TAS-100N)
■CNC205LFA(TAS-100N)
■CNC105LFA
■5AX-100FA
■5AX-100FA
COMPACT CNC ROTARY TABLE
●Diameter of Table : φ105mm
●MAX. Work Load : 30kg
●
MAX. Rotation Speed
: 33.3(min-1),66.6(min-1)
*1
●Indexing Accuracy : ± 30sec.
●Brake Torque : 205N·m
●Net Weight : 30kg
●Servo Motor :αiF1/5000
●Spindle Hole : φ60mmH7×
φ30mm Through Hole
*1:High speed Z series
Slim type CNC ROTARY TABLE
●Diameter of Table : φ200mm
●MAX. Work Load : 100kg(with support table)
●
MAX. Rotation Speed
: 33.3(min-1),66.6(min-1)
*1
●Indexing Accuracy : ± 20sec.
●Brake Torque : 380N·m
●Net Weight : 45kg
●Servo Motor :αiF2/5000
●6 ports buit rotary joint can be fitted
*1:High speed Z series
Angle 5AX-100FA
0°
45°
0°
90°
0°
105°
■
The Area of Noninterference in Tilting Position.
φ170
φ140
40 15
φ170
φ140
40 15
φ180
φ150
φ140
40 45
15°
Extensive Lineup of Attachments
Jig Plate Scroll Chuck Center Socket
Compact 5AX TILTING ROTARY TABLE
●Diameter of Table : φ90mm
●MAX. Work Load : 20kg(Vertical)40kg(Horizontal)
●
MAX. Rotation Speed
:
44.4(min-1)(Rotary),22.2(min-1)(Tilting)
●Indexing Accuracy :
±30sec.(Rotary), 60sec.(Tilting)
●Brake Torque :
200N
·
m(Rotary), 410N
·
m(Tilting)
●Net Weight : 84kg
●Servo Motor :αiF1/5000
(
Rotary
)
αiF1/5000
(
Tilting
)
●Spindle Hole : φ50mmH7×
φ30mm Through Hole
●Tilting Angle : 0°~ 105°
5AX TILTING ROTARY TABLE for ROBODRILL -DSiB5
CNC ROTARY TABLE for ROBODRILL -DSiB5/ -DSiB5ADV
M-SIGNAL O/P ACC TEC NET
-DSiB5 -DMiB5
5AX TILTING ROTARY TABLE for ROBODRILL -DSiB5ADV
3
4
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
1
/
24
100%