1
Généralités
sur les contrôles non destructifs
2
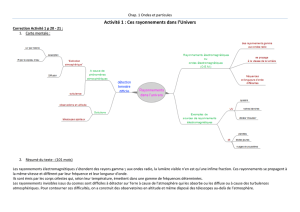
1) Introduction
2) Objectifs des contrôles non destructifs
2) Principe du contrôle
3) Examen visuel
4) Ressuage
5) Magnétoscopie
6) Courants de Foucault
7) Test d ’étanchéité ( hélium)
8) Rayonnements ionisants ( radiographie et gammagraphie)
9) Emission acoustique
10) Les ultrasons ( notions fréquence, mesures épaisseurs…)
11) Thermographie
12) Tableau de synthèse comparatif
13) Conclusion
Sommaire

3
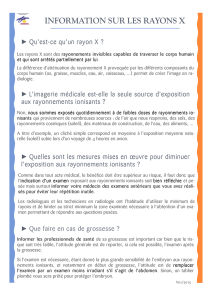
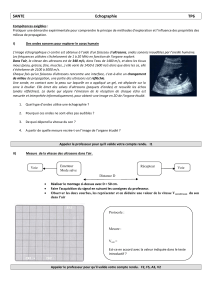
Etudes et Spécification
de
fabrication
Un client, une expression de besoin
Réalisation du produit
Contrôle du produit
Conformité ???
Service Contrôle
Positionnement du contrôle dans l’entreprise
4
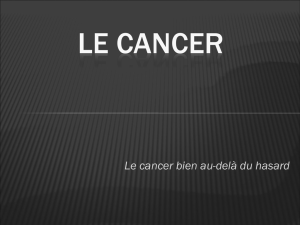
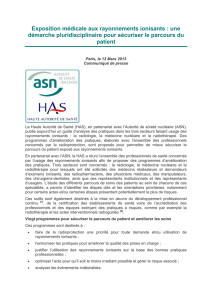
Principe du contrôle
Produit à
contrôler
Pourquoi?
Choix technique (s)
de contrôle
Spécification (s)
de contrôle
Personnel
qualifié
Matériel
étalonné
Critères
d ’évaluation
Qualité Produit
Sécurité
Fiabilité
Coûts...
Procès verbal
Décision
( acceptation ou rebut)
Démarche Qualité

5
CERTIFICATION DES OPERATEURS CND
Trois niveaux :
→ Les opérateurs de Niveau 1
( Techniciens )
→ Les opérateurs de Niveau 2
( Techniciens supérieurs = cadres moyens )
→ Les opérateurs de niveau 3
( Ingénieurs = cadres supérieurs )
Un objectif commun: la Qualité de la prestation et sa rigueur
Les acteurs du contrôle: « les contrôleurs »
6
La procédure Le rapport de contrôle
Les documents de référence

7
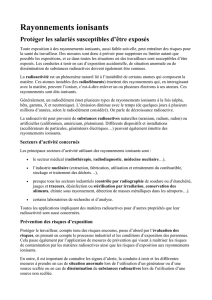
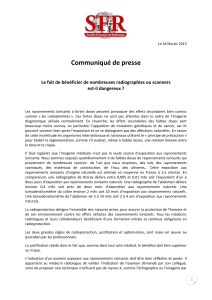
Les techniques de Contrôle et leur objectif
Destructifs
Non
destructifs
Essais mécaniques
Métallographie
Visuel, ressuage,
ultrasons, radio…..
Dégradation du
matériau
Conserve l’intégrité
du matériau
Connaissance des
défauts
( localisation, géométrie...)
Souci de Qualité,
Sécurité, Economie...
8
Définition du contrôle
non destructif
Définition: Méthode de diagnostic de produits, afin de
détecter, localiser, dimensionner, caractériser, d éventuels
défauts dans ceux-ci.
Moyens: Utilisation de capteurs dont le fonctionnement est
basé sur les principes de la physique ( électromagnétisme,
électricité, rayonnements, propagation….)

9
L’examen visuel 1/3
Tout examen visuel doit être réalisé suivant des prescriptions définies dans un
ensemble de documents ( procédures et spécifications lesquelles doivent
comporter au minimum les informations suivantes:
Type, forme et dimensions des éléments examinés
Références des documents applicables ( spécification )
Caractéristiques du matériel de contrôle
Processus de contrôle: zones d’examen, état de surface….
Critères d’acceptation d’après la spécification de contrôle avec un
référentiel ( CODAP,SNCT, RCCM,FFESSM…)
Qualification et références du contrôleur
Définition
Technique de contrôle faisant appel essentiellement à l’œil humain comme capteur
Variantes
Assistance de matériel complémentaire ( loupe, miroir, endoscope, fibroscope)
Règles
10
Les moyens 1/2
L’ oeil
Les endoscopes
Loupe
L’examen visuel 2/3
Le Miroir
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
1
/
49
100%